Лидеры



Популярный контент
Показан контент с высокой репутацией 13.06.2026 в Сообщения
-
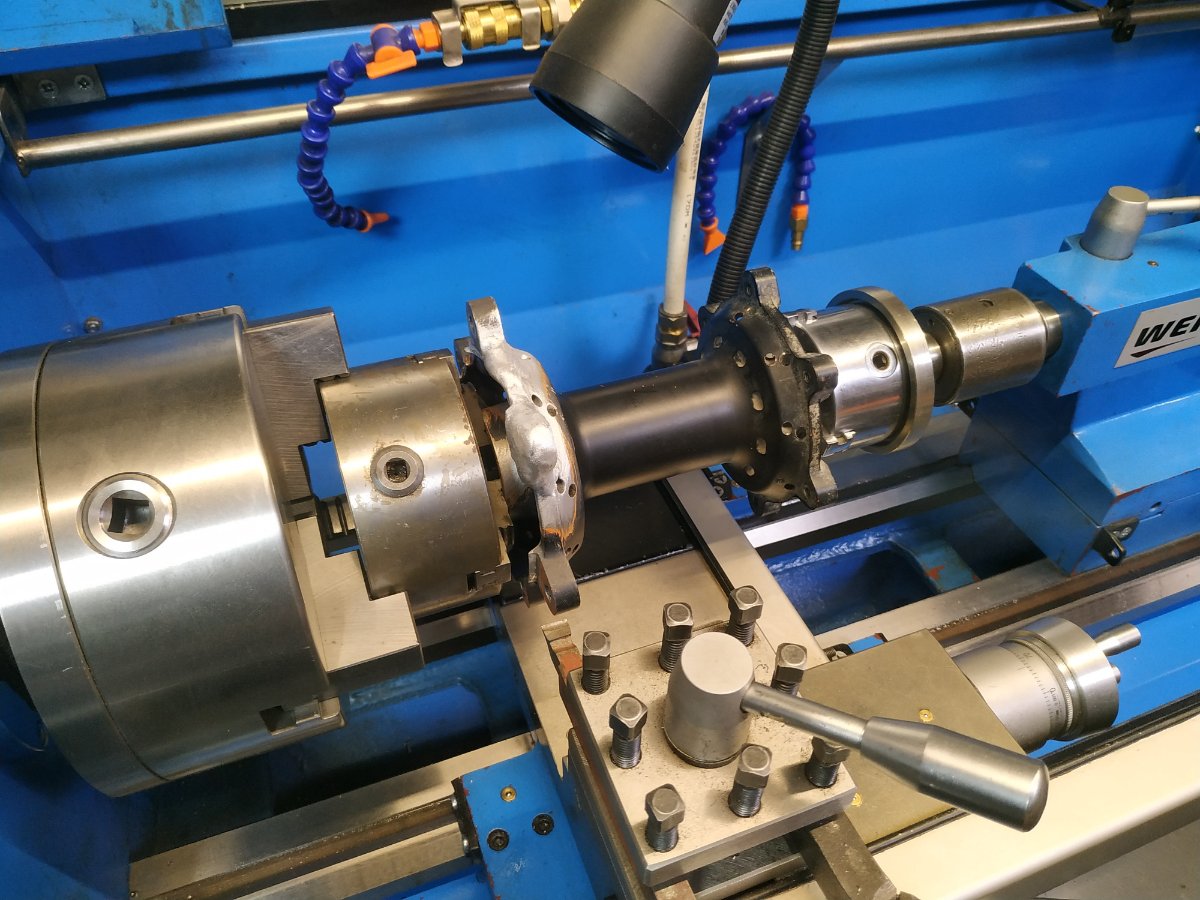
Открутилась звездочка, оторвало три уха из шести и погнуло оставшиеся. В кривых руках остался только один из трех оторванных фрагментов (остальные улетели). Утраченные фрагменты клонировать не стал, просто наплавил. Погнутость ушей рихтовать не стал из-за опасности зарождения скрытых трещин при знакопеременной деформации. Разность между оставшимися ушами в плоскости вращения - 2,7 мм (надеюсь что привод переживет смещение плоскостей вращения ведущей и ведомой звездочек). Привалочную плоскость отторцевал "как чисто" по самому "дальнему" уху. Плоскость тыльной стороны - отторцевал по самому "ближнему" уху. П.С. Опять главным в сварке оказался токарный станок.
 2 балла
2 балла -
Все-таки производство -это интересно,так как ставит задачи,которые надо решать,хотя это и в прошлом,но... Коробление таких валов происходит потому что они входят не вертикально в закалочную среду.Должна быть кассета на два/четыре вала.Шахтная печь,выдержка,а потом закалочная среда. Если термообрабатывать один вал,опуская его в печь на тросе/захвате,то будет отклонение от вертикали,то бишь угол между осью вала и горизонтом зак.среды. Чем больше угол,тем больше будет коробление. Черновая обработка,затем термообработка,коробление. Оставлен припуск на чистовую.Так вот,если выровнять термоправкой вал и добиться "биения" 0,1мм,то при снятии верхних слоев металла/чистовая обработка/ неизбежно коробление вала и правка должна быть повторена. Принцип правки. Точечный нагрев пламенем ацетиленовой горелки. Металл в зоне нагрев расширяется,деформируется,упираясь в пограничные слои холодного металла,затем следует охлаждение,и уменьшение объема разогретого металла.Возникают напряжения сжатия и расширения по диаметру. При нагрев,по сути,образуется усеченный конус в теле вала,и если снять металл по диаметру в основании конуса,то есть уменьшить его площадь,то есть объем,то сила сжатия станет меньше,а растягивающие напряжения сделают свое дело. Надо заметить,что не все валы можно править нагревом.Многое зависит от материала,диаметра и длины
1 балл
-
Кронштейн . Плоскость деформирована,поэтому правка в одном случае,а в другом технологический рез-так будет лучше. Облицовка тиг. Стенка 16мм. Основная проблема,это неоправданно большой расход св.материала.
1 балл
-
1 балл