Лидеры




Популярный контент
Показан контент с высокой репутацией 09.06.2026 в Сообщения
-
5 баллов
-
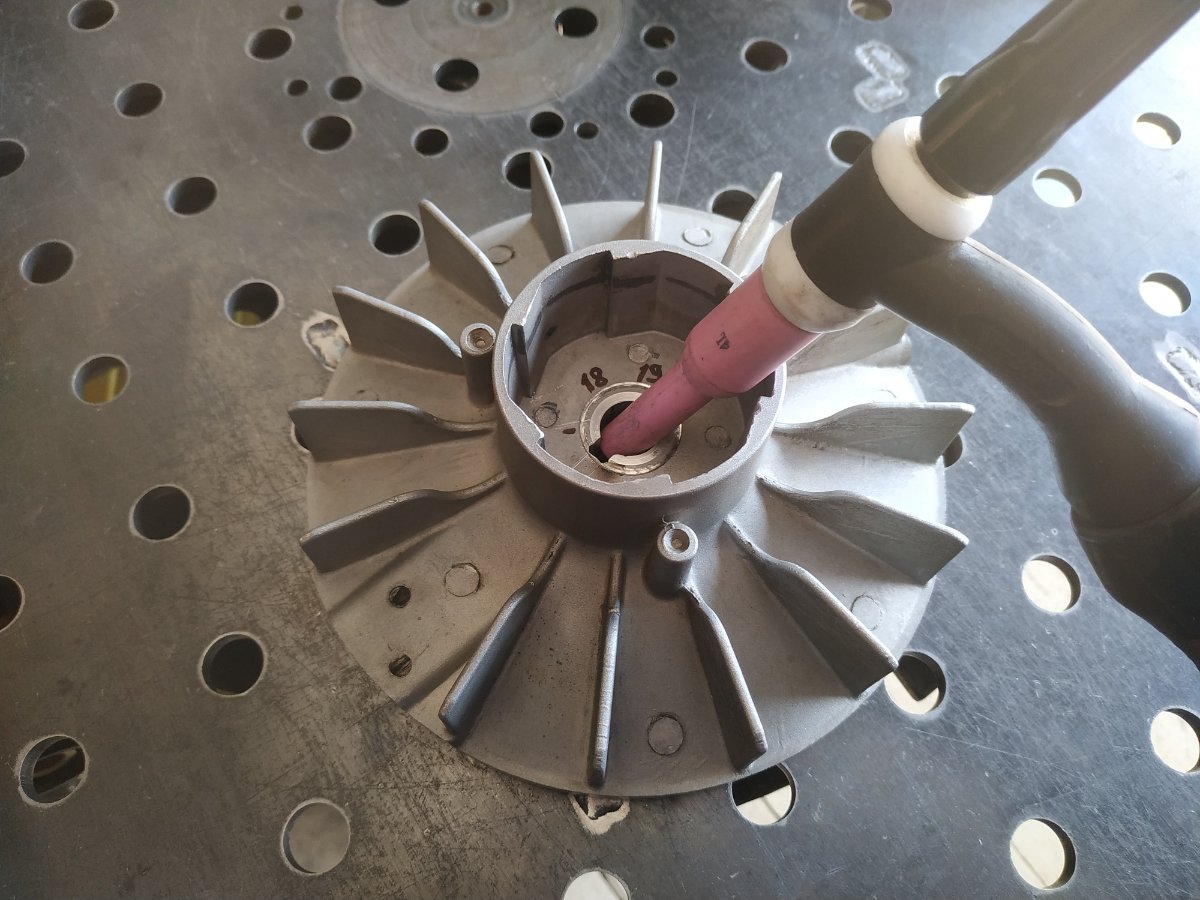
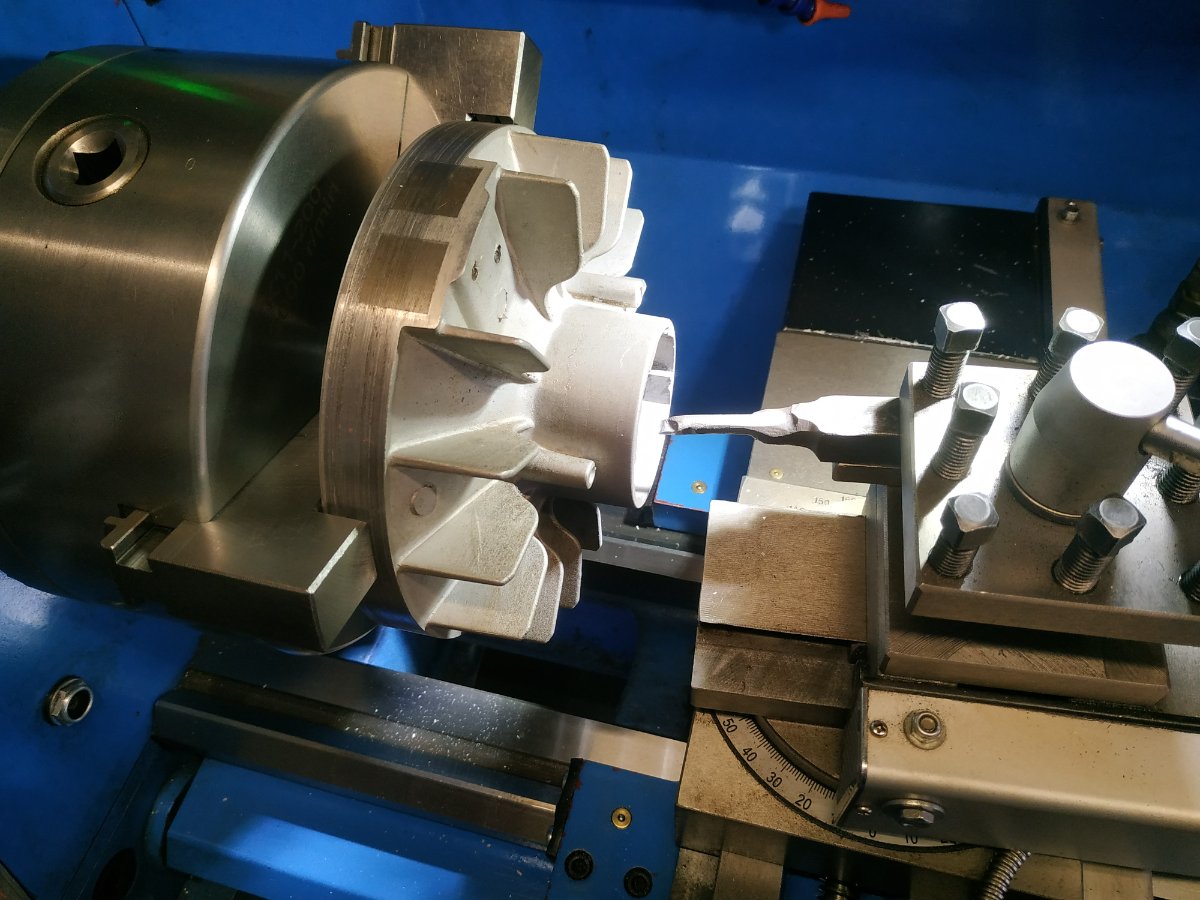
Что самое главное в сварке? Совершенно верно - токарный станок.
 4 балла
4 балла -
тефлон лучше, но стирается он быстрее, следовательно и больше расходы. Пробовать или разовые использования на тефлоне не критично. Не надо, просто банальная причина, не разумных трат. Ну и если с тефлоном есть проблемы, то на стальном канале они были бы больше. Т.е. это как смазка, едет тише и мягче. Но. Тефлон довольно мягкий материал и выйдет из строя в раз. Угле наполненный тефлон, он лучше и дольше стоит, но стоит дороже. Вообще, чисто тефлоновые каналы у европейцев как-то не встречал, это на мой взгляд чисто китайская примочка. Все же канал должен и жесткостью обладать. Но тут уже кому что нравится и какой бюджет в кармане. На 3D принтерах, боуден подаван перешел в разряд прошлого, только директ. А причина, сопротивление канала и его эластичность + зазор в канале без которого просто ни чего не будет работать. Вроде бы скользит ... но все равно, на кусочке 20 см создает сопротивление и болтанку. Из примера для П\А это использовать катушку 1кг. И приблизительно с 1\4 катушки из-за малого диаметра, проволока уже крутится при выходе из наконечника. Следовательно и сварка превращается в танцы. На больших катушках такого нет вплоть до полного расходования. Но... можно встретить болтанку, когда канал уже изношенный (забитый) проволока упирается и ролики пережимают. Проволока внутри канала собирается волной и из наконечника такая же болтанка начинает переть. Откусить проволоку после катушки, вытащить кусок, что внутри горелки и посмотреть. Я встречал и не раз, когда в мелкую волну превращается. И это может быть из-за не соответствия диаметра проволоки и диаметра установленного канала.1 балл
-
Валера много кому подсказывал. Опыта у него было много. Хороший мужик был, хоть и были свои прибамбахи, как и у всех. Земля ему пухом!1 балл
-
Сделаю. Есть такое, 1-ое вентиляторы ( 4-х пиновые), модули на 3 амп. с возможностью программирования продаются ( сложностей задать алгоритм работы нет). Отключение - включение ( тоже модули есть). Насос можно поставить на вибропрокладки . Если есть уже вентиляторы, даже 2-х пиновые могу простенькую схему показать , можно "на коленке" собрать, только небольшой нюанс присутствует, переходной режим .1 балл