Лидеры



Популярный контент
Показан контент с высокой репутацией 19.05.2026 в Сообщения
-
У меня, кроме программного деления, есть возможность прямого деления окружности (дискретность 3 градуса). Единственное, дугу на каждом секторе приходится включать-выключать вручную. Я это использую для прихваток, хотя и прерывистый шов можно исполнить. В данной схеме - сложность в реализации управления всем циклов включения-выключения дуги. И кроме управления дугой нужна система слежения за ней (что она зажглась-погасла). У меня инфракрасный датчик зырит за дугой.
 4 балла
4 балла -
Все серьезные ребята уже на дорогих китайцах работают.3 балла
-
Импортёру лень было нанять грамотного переводчика, или сделать хороший перевод самому.Поэтому и муть.Подобных переводов сделал не один десяток, временами такие конструкции в черновиках получались–обхохочешься2 балла
-
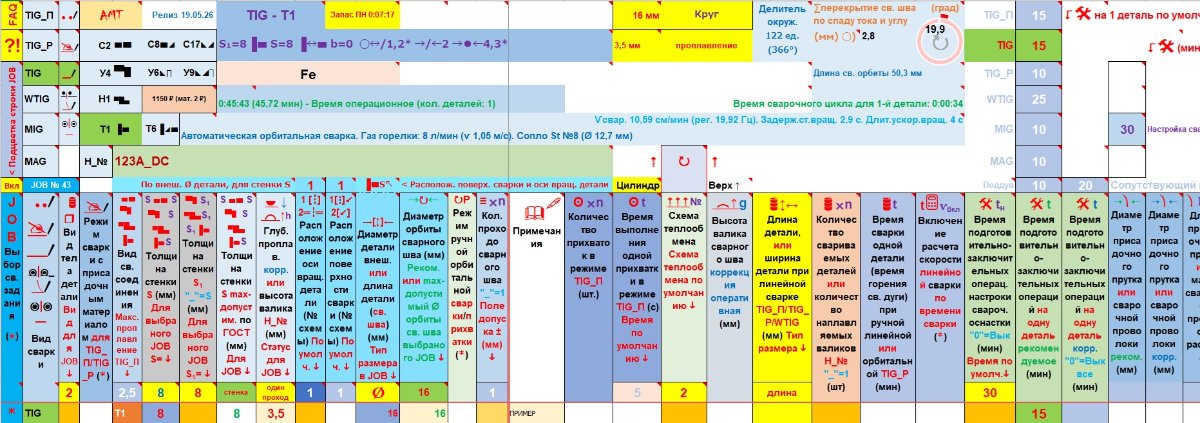
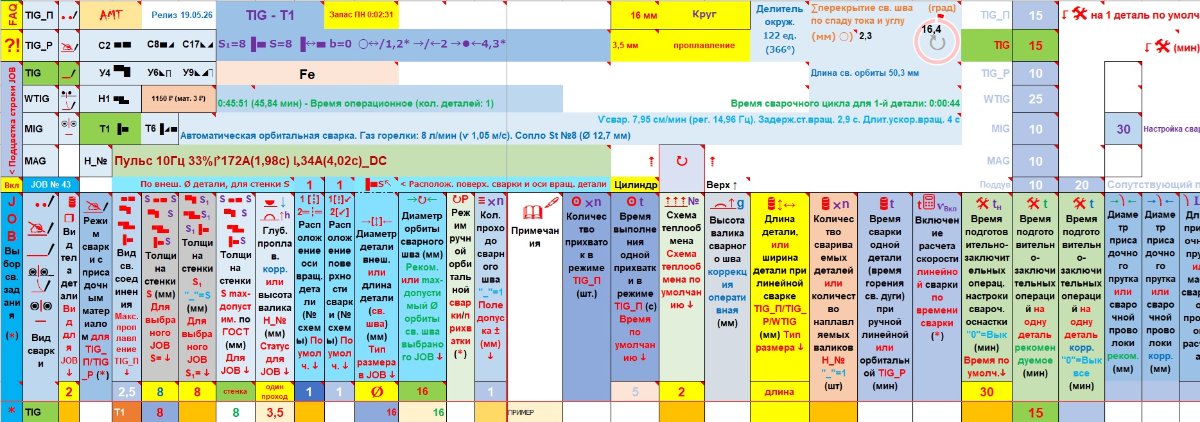
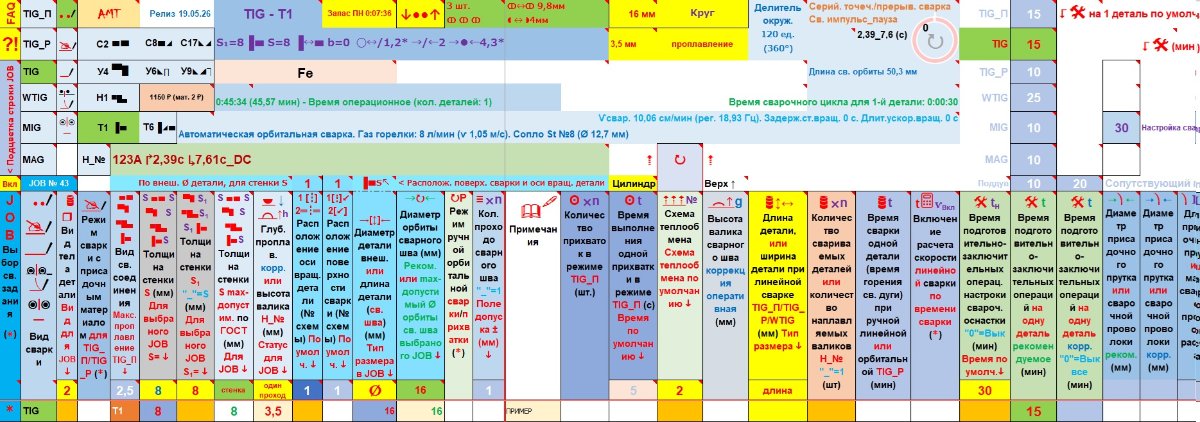
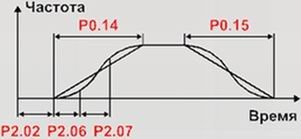
1. Импульс. током импульса, током паузы, коэффициентом заполнения, частотой импульса. Лично меня такое количество переменных по сварочному току, плюс невнятная термодинамика в теле детали, нелинейные кристаллизационные процессы и фазовые превращения в сварном шве и в зоне термовлияния, приводит в тихий ужас. Как это все описать математикой (не забываем - это автоматическая сварка). Я конечно все это посчитал, но с каждой новой переменной расчет усложняется по экспоненте, накапливается "ошибка допущения" и "степень эмпиричности". Конечно, при наличие серьезной экспериментальной базы (ящик деталей-свидетелей и вагон времени) можно добиться превосходных результатов, но для этого должна быть партия деталей на которую распределяться все затраты на исследования, но никак не одна единственная деталь. Вот как выглядят настройки линейной (на которой данная деталь сварена) и импульсной сварки. 2. Секторная сварка (в моей интерпретации - прерывистая сварка). На мой взгляд оправдана только на относительно больших диаметрах. Для полноценной реализации потребуется программный комплекс на базе шагового двигателя в приводе вращателя, который будет управлять включением-выключением сварочной дуги и делить окружность на сектора. Мой вращатель построен на асинхронном двигателе под управление частотника. Весь расчет секторов строится на параметрах сварочного аппарата в режиме прерывистой сварки (длительности импульса прерывистой сварки) и скорости вращения, при котором автоматизация завершения сварки сильно усложняется (у меня приходится стеречь последний сектор и выключат вручную). Ограничения такой схемы в максимальной длительности импульса и паузы в настройках сварочного аппарата (у меня 9,9 секунд). Вот как это выглядит на практике. Можно задавать как количество секторов, так и длину отрезков и промежутков. 3. Управление током, или скоростью? Конечно на сварочном аппарате есть ток старта, его подъем, спад и заварка кратера. Но вопрос - как всем этим автоматически управлять относительно дистанции сварки? Ещё, эти параметры имеют линейную зависимость управления с резкими переходами этапов. Так что, я использую опорный параметр - скорость вращения. У меня частотник имеет более гибкую систему программирования. Используются только стартовые параметры частотника (имеет как линейную характеристику, так и нелинейную S-образную), тормозные не используются. Завершением сварочного процесса управляет сварочный аппарат.
1 балл
-
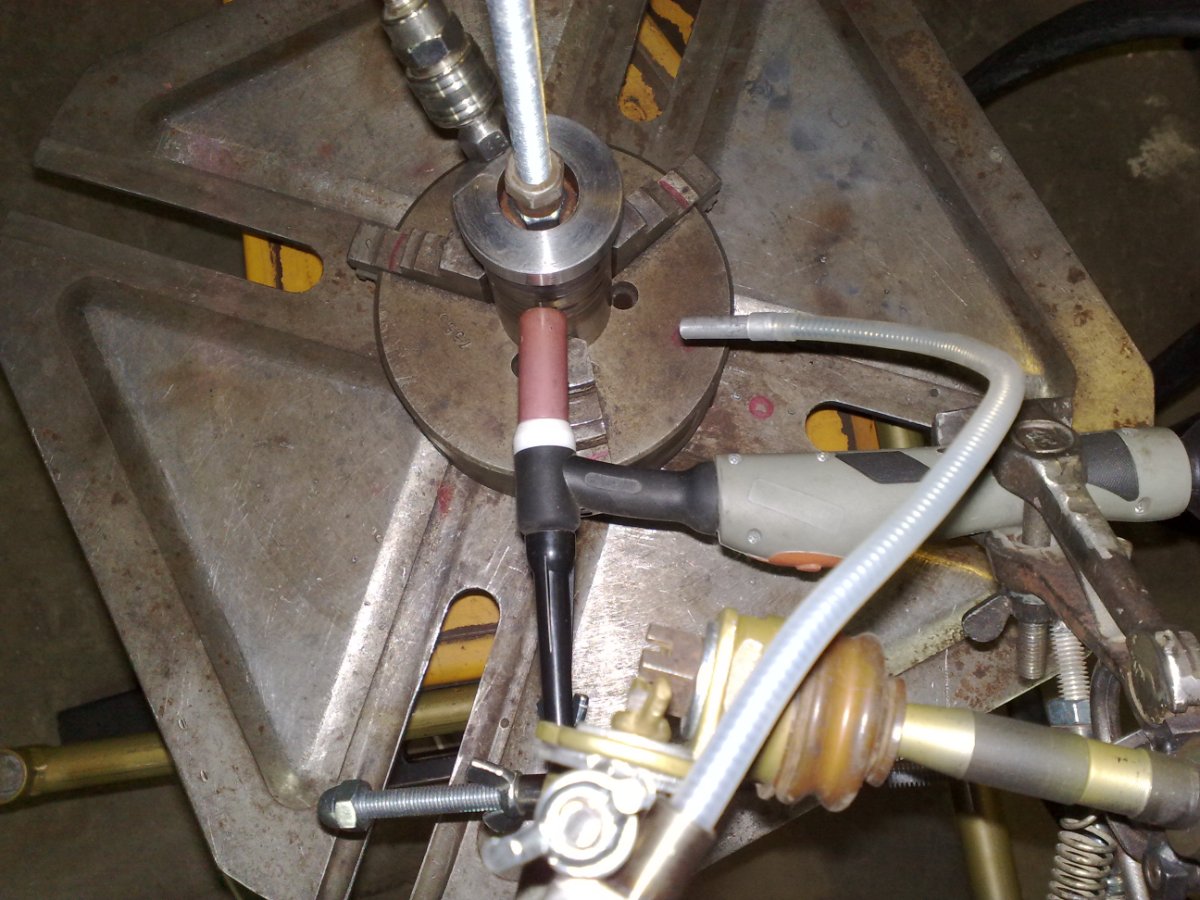
У меня отладка техпроцесса смещена в теоретическую область. Саму сварку приходиться производить без практической отладки. Вот как выглядит подобное соединение, но без проточки. В данном случае, расход материала на сварной шов "своим телом" идет полностью из втулки. Основная проблема с расходом материала из втулки - сохранить ее ровный край торца, так-как по ходу сварки деталь нагревается и шов увеличивает свою ширину. Я борюсь с этим программированием задержки старта вращения и нелинейного ускорения вращения после старта (кому любопытно - нелинейное ускорение по S-образной кривой). Титан, кстати.
1 балл
-
Радиатор испарителя Опель. Замена фитингов,пришедших в негодность.
1 балл