Лидеры




Популярный контент
Показан контент с высокой репутацией 11.05.2026 в Сообщения
-
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры1 балл
-
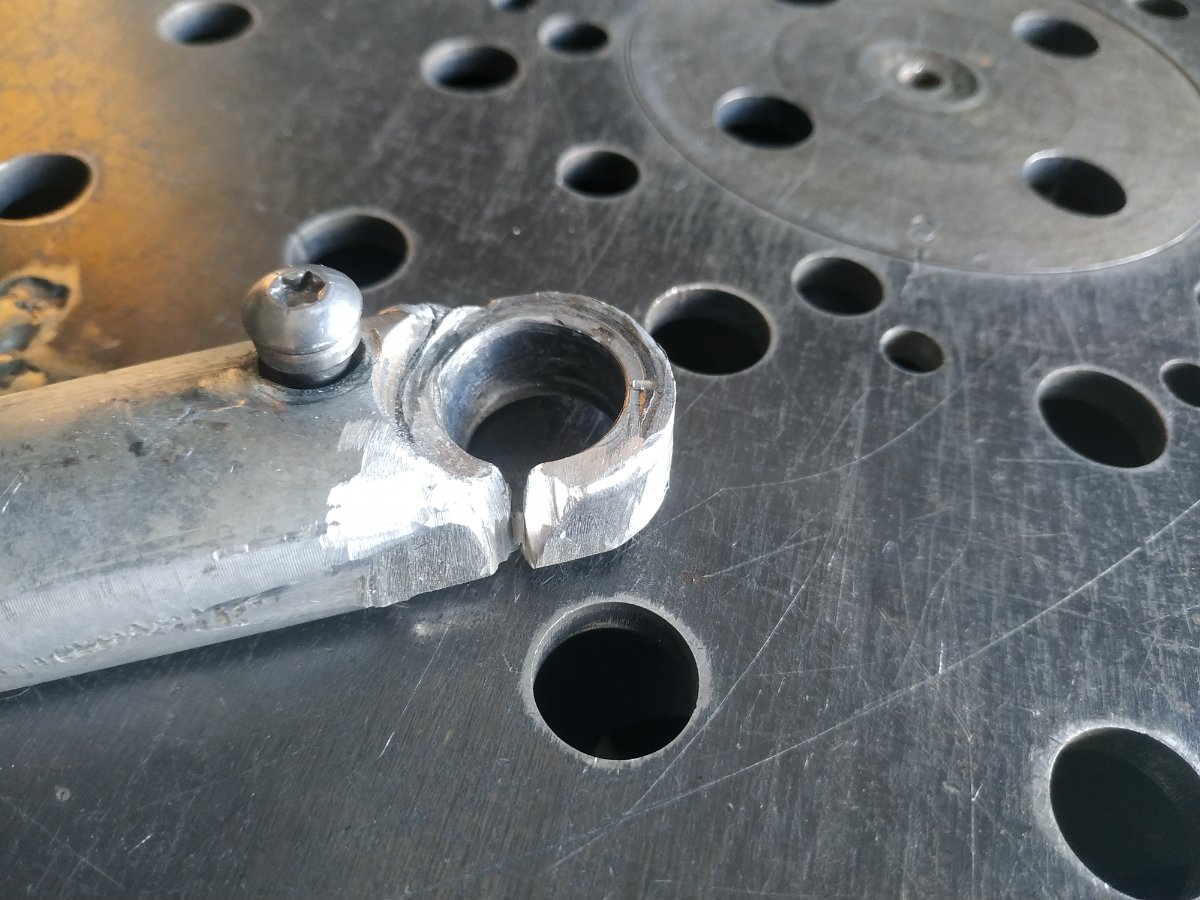
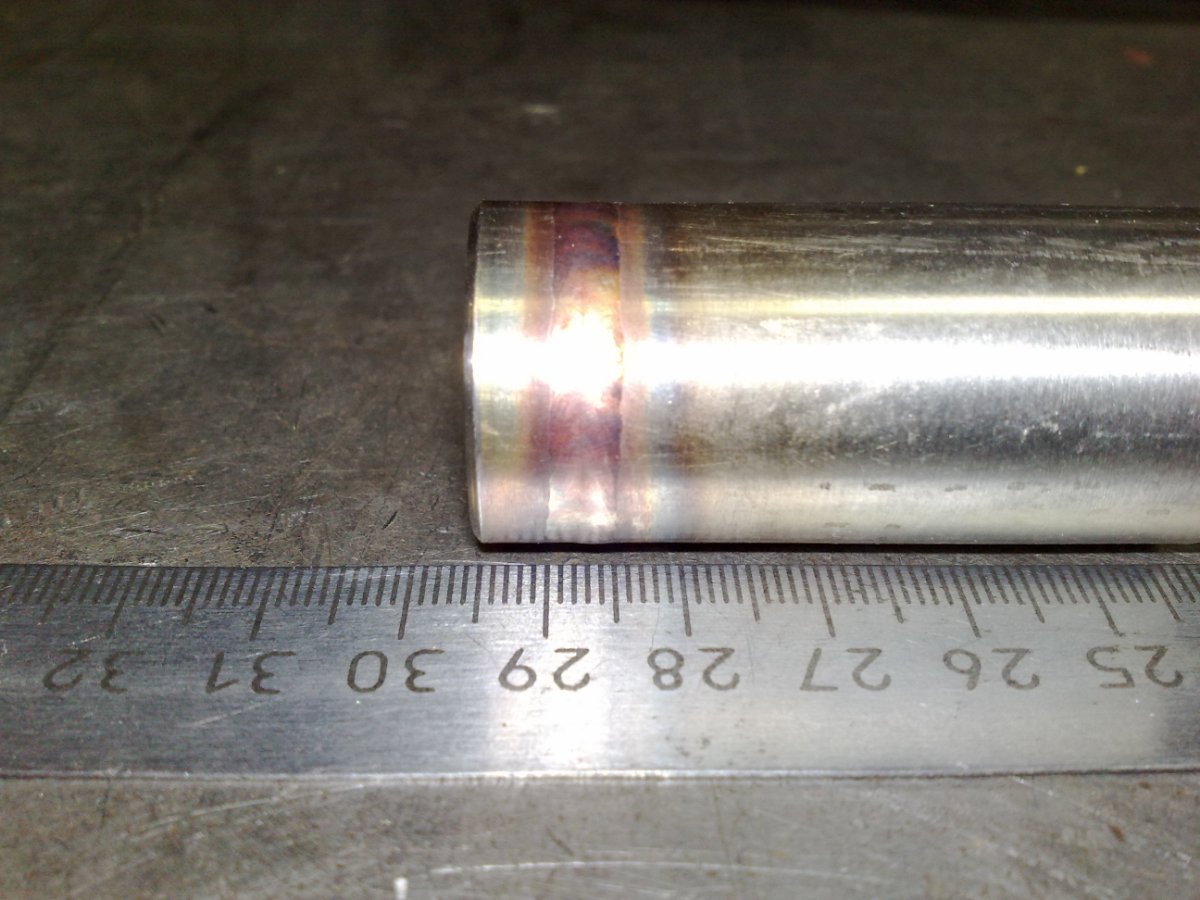
Сделал выводы, используя индуктивный метод. - Технология изготовления - точение (не ковка, требующая последующей термообработки). Значит можно применять материал в состояние поставки Т6. Применять сплав 6-й серии смысла нет, его свойства здесь не нужны. Сплавы 7-й серии избыточны по прочностным характеристикам. Я бы использовал 2-ю серию (люблю Д16Т). - Корпус плакирован (предположительно). Значит можно сделать вывод, что у сплава низкие противокоррозионные свойства. Высокопрочные алюминиевые сплавы, как правило, имеют низкую коррозионностойкостью и требуют дополнительных мер для предотвращения коррозии: плакирование; анодирование; окрашивание. - Травление NaOH дало черный цвет. Значит ощутимое содержание меди (CuO - кристаллическое вещество черного цвета), что характерно для сплавов 2-й серии. - Ну и вишенка на торте. Предыдущая сварка весело треснула, что может быть связано кроме пахорукости, с несвариваемостью.1 балл
-
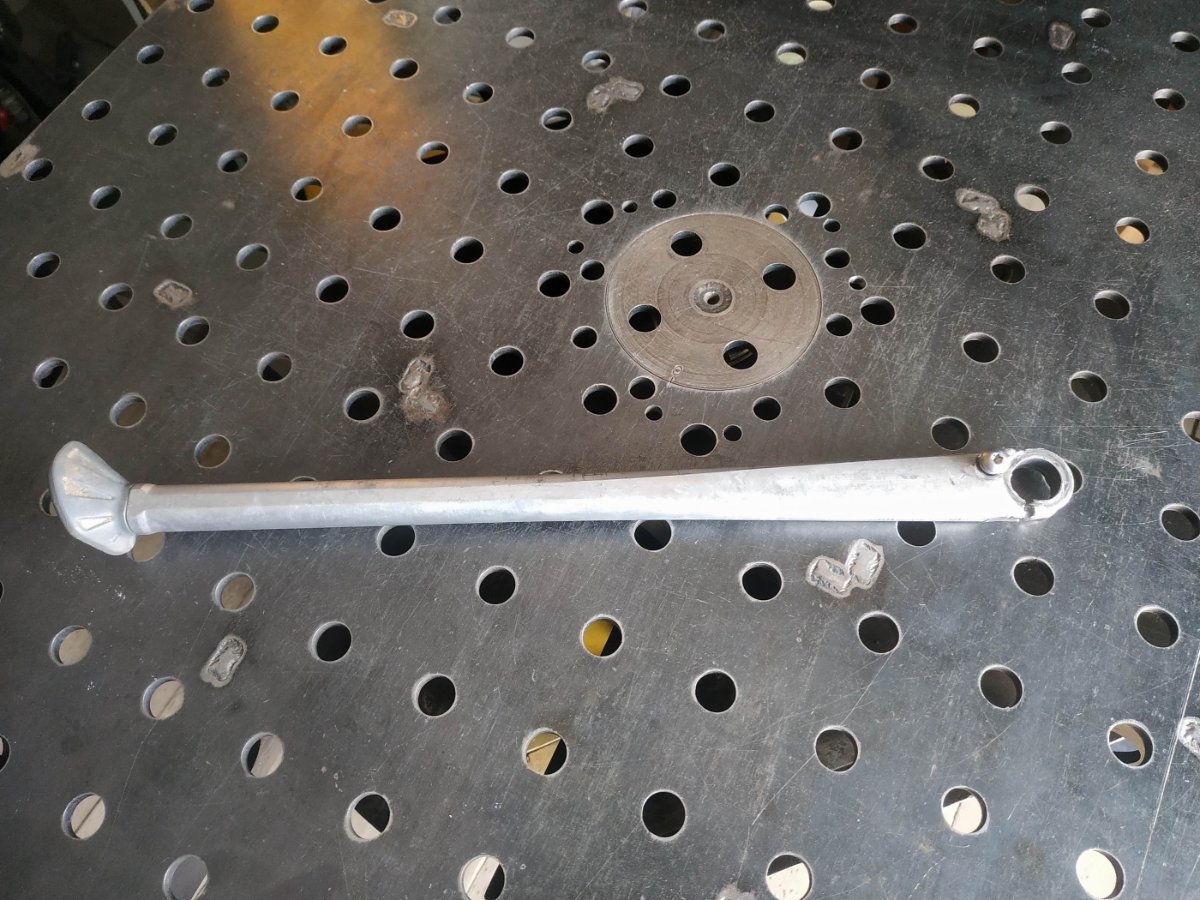
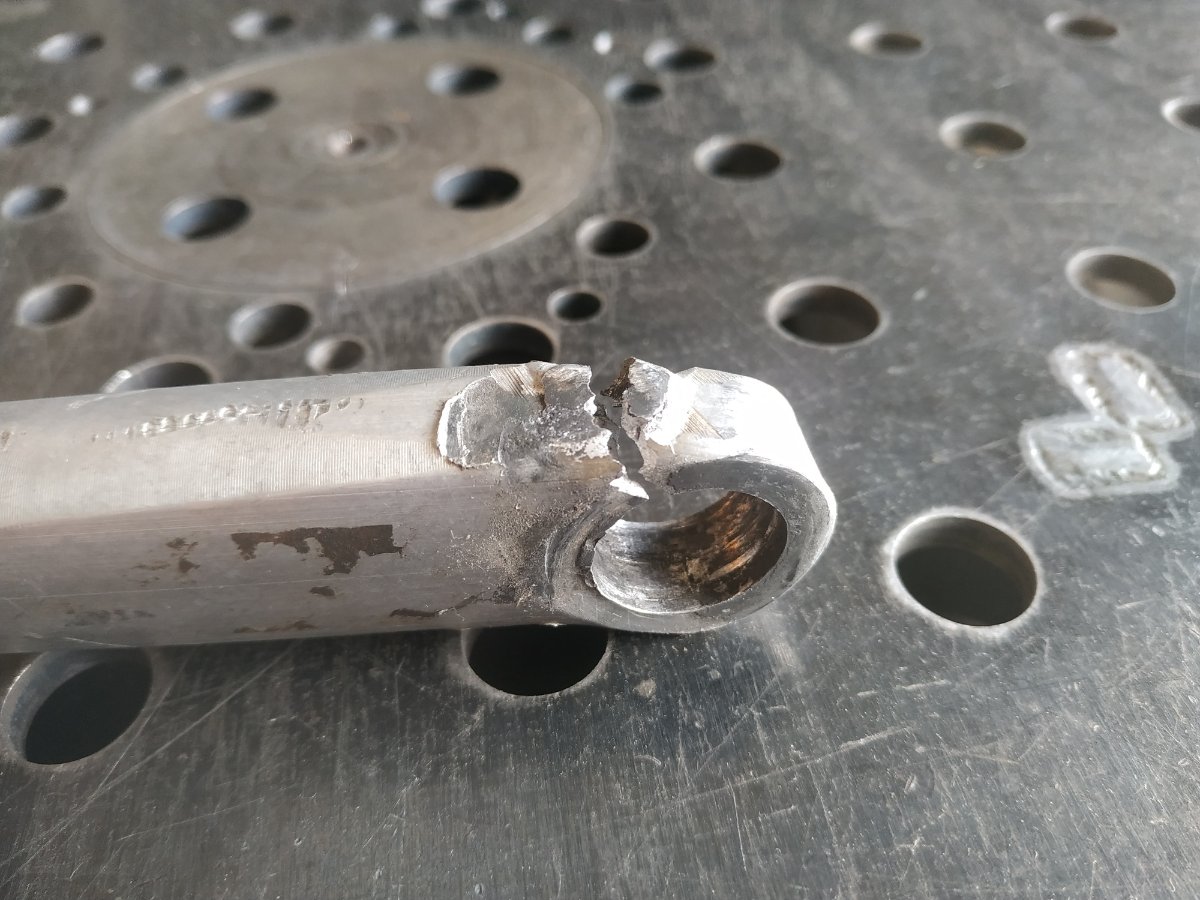
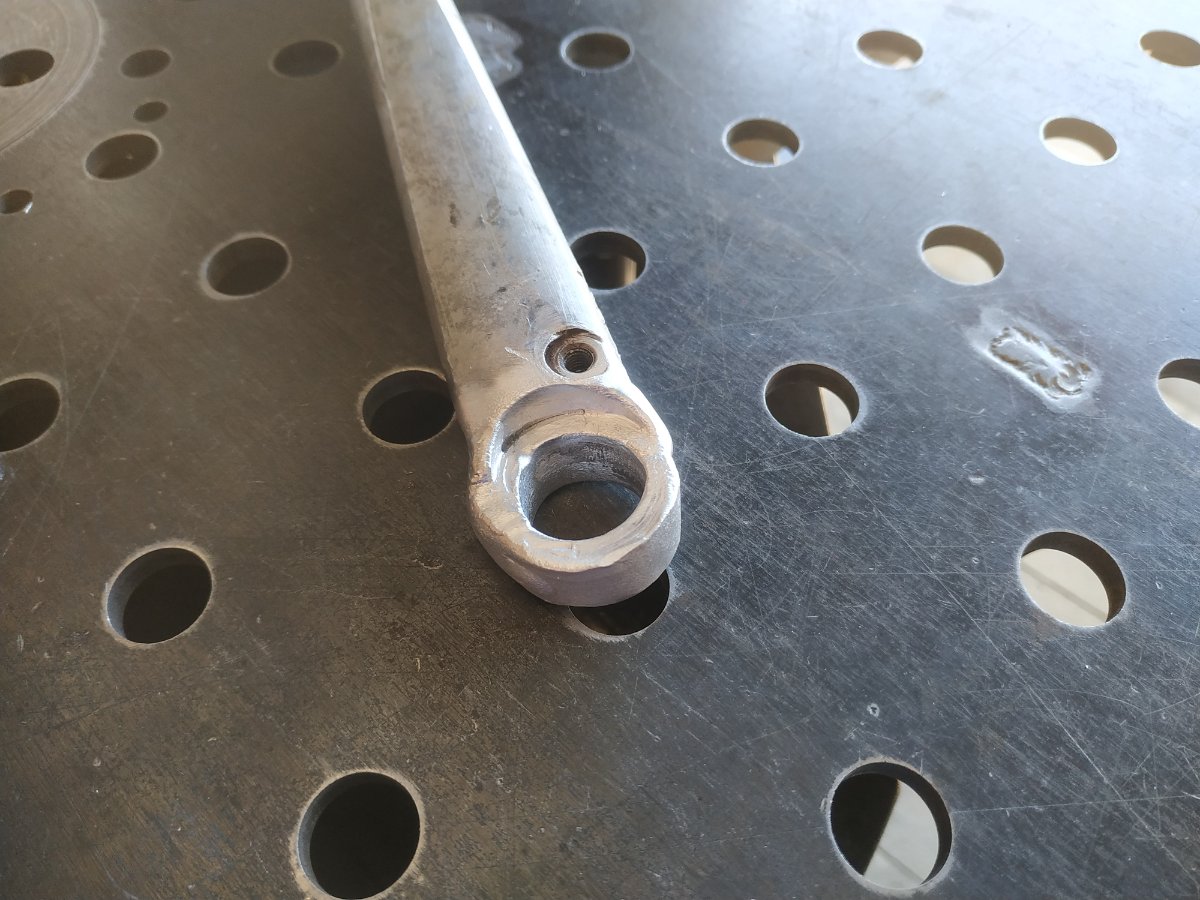
Артель "Напрасный труд". Лапка боковой подставки мотоцикла КТМ (мать его). Тело лапки, по сравнению с проушиной, как шасси от Боинга (принцип равнопрочности побоку). Кто-то уже варил. Ну и мне пришлось варить несвариваемое (просьба заказчика, идущая в разрез с моими религиозными убеждениями).
 1 балл
1 балл -
GROVERS CUT-100. Постоянное мигание цепи защиты. Плазмотрон прислали новый, но с ним такая же история. По грязи осциллятором вышибло несколько компонентов в плате управления.
1 балл
-
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
1 балл
-
Собрал на "макетке" передатчик. Мысль была сделать универсальным, задумка получилась можно к большинству аппаратов поставить , к П/а точно "прикручу".
1 балл
-
Поддон Опель (GM). AlSi9Cu3-F-литейная надпись. Казалось бы,обычный сплав,но... Опять это "но". Обыкновенная трещина,разветвленная порядка 150-180мм.Что сложного? Вырезать,выжечь масло и заварить. Обычно полчаса,даже меньше,но эта работа заняла около 4часов.Поддон старой машины.Сплав неплотный,большая насыщенность маслом и присутствие железа в сплаве. Пениться,пористость при нагреве,притом на всей площади поддона. Наварка-вырезка,наварка -вирезка и так без конца. Пришлось прибегать к режимам:треугольник,подогрев,4047 и ток 76а -и это для поддона. Даже не думал,что на поддонах придется применить пайку костолином 192,но пришлось и,в общем-то,надо сказать,с нормальным результатом. Дело в том,что на границе сплавления образуется течь,так как сплав слишком пористый и его надо герметизировать-похож на сахар -рафинад под горячей водой. К этом надо добавить возникновение горячих трещин-это тоже надо учитывать.
1 балл
-
@Георгий 11, у нас такие не трудно догадаться какое самое ходовое, которое на горелке, было любимым для мелочевки, пока не расколол Цилиндрическое попробовал и убрал в ящик, защита ощутимо хуже. Подлазить им по моему так же. Если надо подлезть есть буржуинские, встают через переходник1 балл
-
У меня немного по-другому выходит, а так согласен, без понимания, п/а можно беды наделать!!!!
1 балл
-
Поделюсь немного опытом общения с продукцией Агни. Агни 17му. Общался с этим зверем примерно 5 лет. Неубиваемый агрегат. Слабое место-управляющий провод. Но, это- для горелок старых выпусков. Сейчас на заводе сменили поставщика этих проводов. На первой семнашке умудрились протащить новый провод в оплетку шлейфа, на второй-забил, примотал снаружи. Шлейф-дубовый до одури, но это же-его огромный плюс в экстремальных условиях эксплуатации. Поворотная голова-это нечто, варить обычными "буржуинами", только из-за неё, уже не хочется. Защита-даже не знаю, с чем сравнить! Просто не с чем! Газовые линзы-нервно курят в сторонке. Это справедливо для конусных сопел. С цилиндрическими-примерно как на "бинцеле" с линзой. Производитель не выпускает цанги на ф2.4, выход-легкая коррекция цанги ф 2 мм. Агни 35/29 в эксплуатации примерно полгода. Приобретена под конкретный заказ, потому как ничем другим было не залезть. Шлейф у меня один на две головы. 8 м счастья, долой таскание аппарата )) после 17му кажется очень мягким , газовый "эсаб"-на самом деле мягче, но он-из другой весовой категории. Недостаток шлейфа, так же как на 17му, является продолжением достоинств. Дикой живучестью похвастаться не может, оплетка шлейфа из синтетической ткани и легко плавится. Стараемся беречь, но пара капелек ей уже досталась. Головы. Начнем с 35. В двух словах-залезешь везде. Это очень круто, но, менять электроды и регулировать вылет не очень удобственно. По примеру AMBIVERT42 доработал один распылитель, попробовал попеременно доработанный с заводским-разницы в нашем случае нет. По поводу защиты, она хороша, если не злобствовать с вылетом, 2-3 мм больше не желательно. Варили этой головой люминь на токе 300 А, что является насилием и превышением предельных значений, заявленных производителем. Варили долго и со вкусом, пережила без последствий, единственное "но"-из-за очень короткого сопла от излучения дуги начинает плохеть резиновому покрытию вилки. В полевых условиях был изготовлен из консервной банки экранчик и закреплен хомутом на вилке, резина была спасена. 29 голова, у меня более раннего выпуска чем у AMBIVERT42, подшипника в вилке нет, как и стильных рассекателей в соплах, однако, даже без таких рюшек-это монстр! Около 5 минут кладём валик на 300 А переменки (больше просто аппарат не может, так бы добавил), снимаем крагу и беремся рукой за сопло, и даже не материмся при этом!!! Жаль, что мало задач для этого крокодила. Медное сопло имеет свои нюансы, крайне не желательно касаться соплом металла, особенно при поджиге. Бывает, что пробивает с цанги на сопло. На одном сопле пробил рубашку, лечится пайкой. С колпачками никаких проблем пока не обнаружено, работают без доработок. На сегодняшний день-в ассортименте Агни появились новые горелки аналогичные 17ой и ее младшими сестрам под керамические сопла, но унифицированные с агни29/35, то есть ассортимент сменных голов расширился, с чем себя любимого и поздравляю, а так же всех владельцев "комбайна" тоже Небольшие итоги: горелки Агни весьма достойны, отличная защита и вращающиеся головы дают огромные преимущества над конкурирующими супостатами. Детских болячек и качества из 90х в последних выпусках стало в разы меньше. Тут была аналогия с мерсом и жигулями, это немного не так. Мерс и танк! Мерин конечно комфортабельней (и то не всегда), но по проходимости и живучести танку не конкурент ПыСы: буржуинами варил тоже немало, бинцели-есабы и их кетайские клоны, а то подумаете, что мне сравнить было не с чем Красивых швов соратники!1 балл