Лидеры




Популярный контент
Показан контент с высокой репутацией 12.10.2015 в Сообщения
-
Поскольку на дворе кризис и местная таньга падает стремительным домкратом, народ начал считать деньги. В итоге отремонтировать стало намного дешевле, чем купить. Даже б/у, а тем более с разбора. Притащили дырявую банку глушака вроде как с 95-го Прадика. Задача - заварить без особой эстетики, просто, чтоб не травило. До того вварен был прямоток-резонатор. Копчёное решето-исходник не успел сфотать, торопился. Обернул листом 0,5 (в закромах обрезки валялись). Варил ПА, сначала точками, потом стежками до сплошного герметичного шва. Для такого дела прикупил керамический лак, досыпал серебрянки, получил высокотемпературную краску. Осталось ещё много и получилось намного дешевле, чем готовую покупать. Прокрасил банку. Ну и вварил по месту. Выставлял час, варил минут 20. Всё герметично, клиент доволен.
 10 баллов
10 баллов -
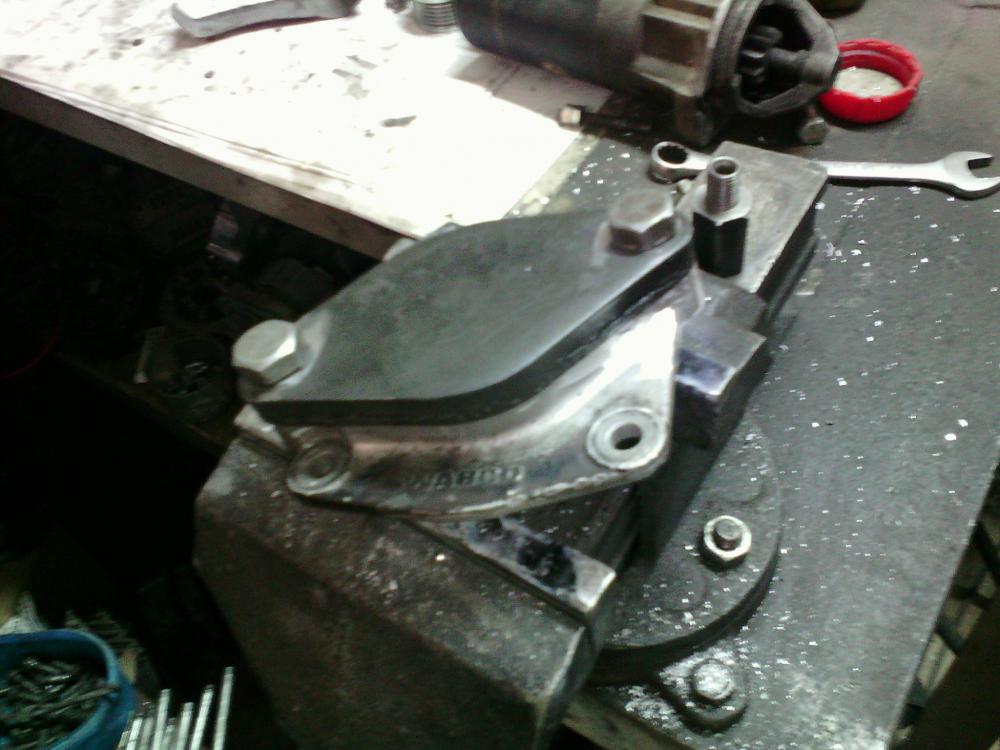
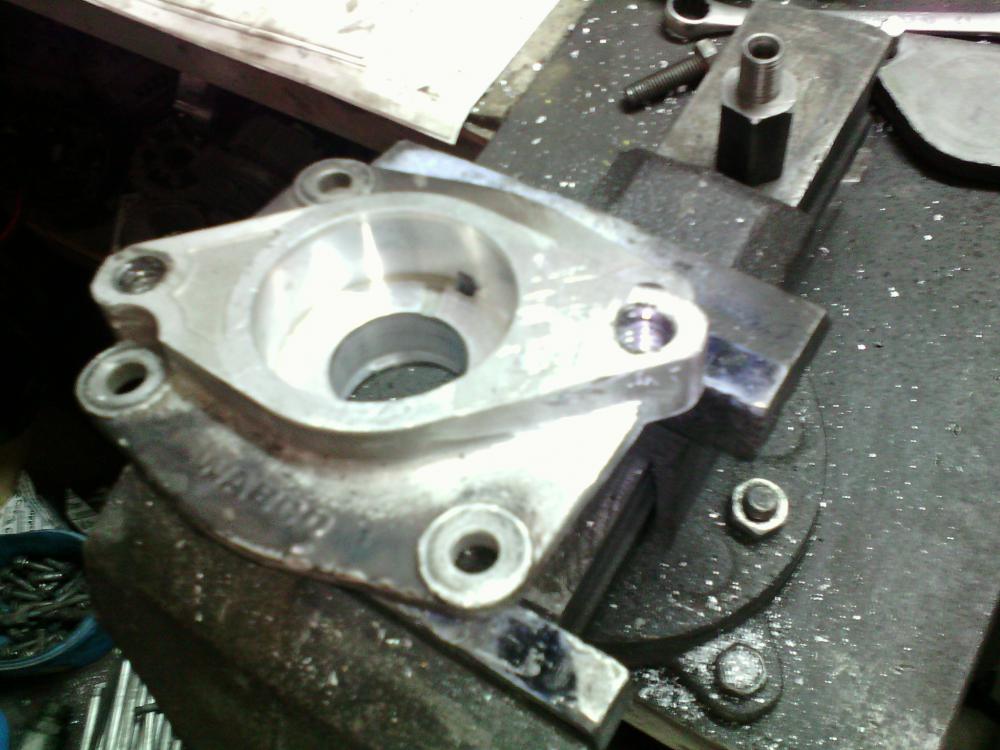
Фланец гидромотора от кормовоза. Востановливать нельзя точить пришлось восстанавливать, точить мне его неизчего... ну и поставил там где взял)
9 баллов
-
По дороге на место работы.Капитально ремонтируется трасса Алматы Усть-Каменогорск.Строят новые переходы, мосты. По знакам понятно будет автострада.Прибыли на место."Апартаменты" класса Люкс,отдельный номер на 2 места,удобства во дворе. Круглосуточная охрана. начальник охраны проверял периметр,в кадр не попал.Присутствует в наличии тракторВот и сам объект,черновой пол залит,можно приступать.И не много по безопасности.Развернулся...заехал в камыш,забуксовал,итог.Огнетушители сработали,но не помогло.
9 баллов
-
Было и так: отопление соседям. ) два стыка а вымотали за полдня!
9 баллов
-
Сегодня немного "покувыркался" только "операций"-8 стыков)))))
8 баллов
-
вот пришлось на котле ремонтировать трубу,котел не хотелось демонтировать,да и потренироваться не прочь,труба сгнила,пытался латать толку нет,щёки вырезал варил заплатки с катушками,2 операции и норма,2 часа времени...клиент аж на 5 небе от счастья,ну и так кое что из работы...вместимость багажника радует -баллон кислорода ,баллон пропана 50 литров,шланги,жезка,сварочник ,подставка для казана ,казан,самовар ,3 мешка дров,палатка,2 пассажира,и телега на чердаке
6 баллов
-
Что то , от Авто.
5 баллов
-
Да фигня, забей.4 балла
-
Вернулся на работу . И о головке чугунной которой писал и фото показывал , тут , чуть выше. Вроде бы все получилось. после сварки ЭТО привезли еще одну.
4 балла
-
ну на счет 3мм это зря, у них наплавляемого металла больше4 балла
-
@Geolog,дугу направляйте на более толстый метал и чуть цепляйте тонкий,присадок толстоват,2 мм за глаза хватит,ток 130А по идее должно хватить.3 балла
-
Учусь паять. Навалил от души. Иж ода, первые морозы первые посетители. Присадка 4043, флюс кастолин 190. Ну и паяльная лампа. Вдруг придется в поле. Вышло хреновато на первый раз, будем дальше учится и экспериментировать. Присадка кастолин 190 есть, 192 тоже есть но жаба душит. Да чем больше паяю пропаном все больше и больше хочется баллон ацетилена. Наверное прибью жабу и куплю. Большого баллона мне на год точно хватит. Тиг бы заварил без проблем и быстрее и красивее. Но че то скучно. Надо пайку тоже осваивать. И еще напылялку хочу
3 балла
-
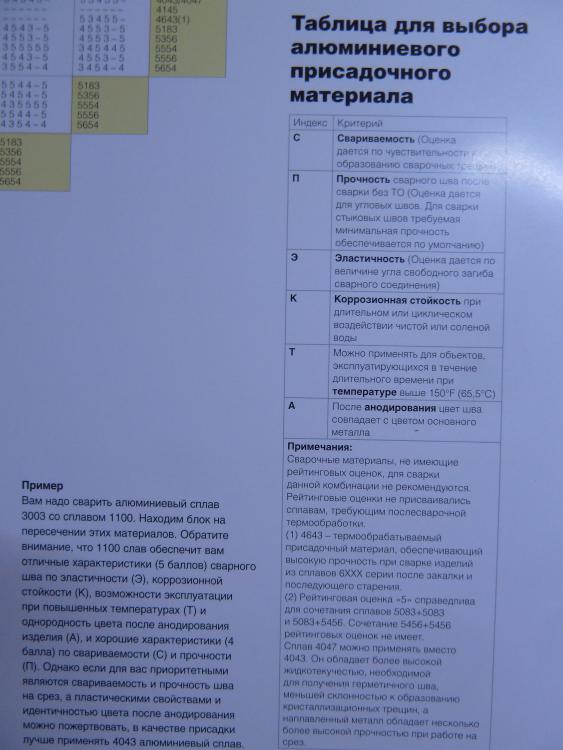
Отголосок выставки проспект ESAB, в нем есть замечательная таблица. Нашел таковую в электронном виде , пользуйтесь. Aluminium Brochure 2015.pdf
3 балла
-
Рамки под знаки ( знаки клепают к рамке). Рамки прикручиваются к стойкам. Не додумался бы до такого. Быстрый способ набрать краску в краскопульт из бочки.
3 балла
-
Вчера срочно заказали коллектор на холодильную установку рефрижератора. Привезли чугунный коллектор высотой 90 мм, а у них максимум влазит 55 мм, трубу меньше 30 мм нельзя ставить. Родной был стальной и сгорел весь(с их слов). Сделать нужно было очень срочно. Вот и пришлось извращаться За пол дня пришлось "поженить" нержавейку с чугуном. Из-за маленького расстояния между фланцами и трубой принял решение варить ГНП, потому что ни п/а ни ТИГом не подлезть. Несколько часов работы и вот что получилось:
3 балла
-
Печка в баню,316 нержа,толщ 2.
3 балла
-
Немного к сезону выложу фоток- это рутина. это режут слесаря 5-го разряда.
3 балла
-
Нашёл старые обрезки труб, как то тестировал аппарат, выбирал токи. Труба д=51мм стенка 1.2мм. Токи чуть более 30А, ну и поддув то же.
3 балла
-
@Aleksbychkov, Вспомнил, видел я этот "Rezonver" примерно в 2005г на Weldex он был маленький и зелененький с обрамлением с нержавейки. Может где и рекламка сохранилась завтра поищу. На той выставке объясняли что на 200А , а что маленький такой так на "резонансном инверторе" создан и пока такого не у кого нет . Прошло десять лет и неужели не кто не научился кроме " Rezonver" делать такие инверторы, да и сам " Rezonver" где то пропадал десяток лет и снова объявился с 200А и своим "резонансом". P.S. У меня есть книга об инверторах и принципах их работы , так вот там и на резонансе есть и на еще бог знает каких принципах инверторы, так что выходит не вы одни умеете с "резонансом" справляться.2 балла
-
@Cahes,Такой источник подойдет?
2 балла
-
Блок Фольцваген Т-5 Клиент думает , делать или нет. Трещина , грубо говоря отломан фрагмент блока. Чем то замазан , с наружи очень мягкий состав и серебрянкой что ли покрасили.
2 балла
-
@Geolog, Начну с похвалы - 3ья фотография очень даже : шов ровный, присадка распределена равномерно, пор-бугров нет. Если занимаетесь сваркой недавно, то этот шов весьма неплох. Вам посоветовали чуть добавить силу тока. Если справитесь, то желательно. А вот присадку Вы добавляете чуть рановато, по тому и бугры на первом фото. У Вас как с музыкой? Разогрели материалы и пробуйте "танцевать" вальс или танго: вальс на 3 такта, из них 2 такта греете толстый материал и 1 такт - на тонкий. Просто считайте: раз, два (на толстом) три (на тонком), раз, два, три... Мало для толстого - переходите на танго: раз, два, три (на толстом), четыре (на тонком), раз, два, три, четыре... Те, кто хоть немного знаком с музыкой поймут сразу.2 балла
-
Всем добрый вечер! Сегодня возобнавил работы над столом. Задача стояла приварить подпятники 16мм к профильной трубе 3мм. Использовал пруток 3мм ток на крутилке 110. Получается ерунда. Опишу что вижу: дугу направляю в стык между деталями (там за счет скругления угла трубы как бы получается углубление), жду когда обе детали начнут плавиться и ванна сольется, затем добавляю присадку, а она как бы липнет и обазуется бугор. Стараюсь немного плавить присадку дугой, т.е. варю через присадку - получается тоже самое. Считаю что току маловато. Добавляю до 130 и начинаю немного вадить дугой вверх вниз, что бы ванна была больше и сплавлялись обе кромки. В итоге шов выходит широченный, вогнутый и идет подрез по трубе. Пробовал заварить эту щель без присадки, что бы потом уже пройти второй раз когда остынет - толку мало, кромки сплавляются не по всей длине В общем бросил и пошел сюда. Вот 3 вопроса: 1. Существует ли какая хитрость при сварке деталей сильно разных по толщине ( в моем случае 16 и 3 мм) и соответственно сильно разных по поглощению тепла? 2. При таком соединени, имеется ввиду углубление между деталями за счет скругления угла профильной трубы, надо ли варить в два прохода или можно заварить в проход? 3. Ваш выбор толщины присадки и силы тока? Прошу подскажите или дайте по рукам.
2 балла
-
для того чтобы изделие было "образцовым" вполне достаточно положить естетичный шов и не надо будет никакого болгарина, 3-ка электрод нормально справляется с задачей2 балла
-
Обычно 120. В этом районе. У меня был один раз 135.2 балла
-
От форда
2 балла
-
@sanek866, они для работы. вы же про учебу спрашивали. если есть возможность спереть достать по адекватной цене,то ок-46 лучше всего мною выше перечисленого. ps.добавлю. Александр,учеба подразумевает большое к-во электродов,спаленых *в пустую*-т.е. экономическая составляющая самого процесса (невосполняемый *убыток карману*) довольно значительна. поэтому я вам и посоветовал сначала использовать самые дешевые ано-4. с переходом к ано-21 и потом к мр-3. и не забывайте перед работой просушить (в газовой духовке к примеру) 40-60мин при 120-150C.2 балла
-
Идёшь за "шилом" в соседнее подразделение, а там тебя "встречное предложение" ожидает: Вот и подумай на что потратить своё личное время.2 балла
-
Ошибка начинающих - сразу пытаются сваривать АЛ в пульсе. Не надо, сначала почувствуйте металл, научитесь с ним обращаться, а там придет понимание нужен пульс или нет. И не будет вопроса - "куда пруток делся?" (он снизу висит )2 балла
-
Крыльчатка от вакуумного насоса применяется в молочке, так сказали. Что то попало и отломило лопасть. Интересно что такое может быть в молоке чтобы сломать лопасть? Блин опять молоком расплатятся.
2 балла
-
"Мы чуть чуть молотком ударили, а она сломалась. Ты завари, а то хозяин нам кое что на немецкий крест порвет." Ставил на место сам (а то молотком забьют и опять сломают) предварительно нагрев. Вилка сцепления Форд. При сварке еще и трещина вылезла по кругу. Хорошо приложили.
2 балла
-
Так как лень топить углем, иногда. В виду того , что не нашел лучше место для врезки, то все сделал так. Осталось изготовить короб, и закрыть токоведущие части. Ну и заземлить или занулить.
1 балл
-
@Aleksbychkov, топик стартер(как я понимаю-представитель завода-изготовителя) не захотел проводить адекватный тест-драйв своего оборудования профессиональными сварщиками , в огромном к-ве присутствующими на данном форуме. он очевидно понял,что фуфло по цене в 3 раза выше от адекватной тут не протолкнуть и слинял в 14году ,без ответа-привета. мнения *любителей* и мутных *профисиналав* со стороны-ну не прокатят тут. какие бы отзывы не публиковались и какие бы полуголые телки в рекламе не были бы какой бы **профессиональной** не была бы реклама1 балл
-
Я сделал проще, разобрал батарею от ноутбука, вытащил оттуда литиевые аккумуляторы, спаял как мне надо и вставил в старый корпус, теперь у меня 4А. лития, хватает на закрутку в дерево 120 саморезов 4х70мм. Правда у меня есть профзарядник для всех видов акк. родная зарядка конечно откажется заряжать литий.1 балл
-
Куплю, мне надо будет. Зима пройдёт и надо.1 балл
-
1 балл
-
Для информации. Грамоты участникам пока еще не отправлены (но уже напечатаны). Забегался сначала с призами, потом с типографией... в общем не успеваю. Ориентировочно на следующей неделе грамоты отправятся своим владельцам (отпишусь).
1 балл
-
Скорее всего КилоРубля, т.е. 2000-3000 рублей. Как раз половина, от цены, за которую вы собираетесь продавать, с учетом вашей работы вполне обычное ценообразование. Порезанный металл на одну стойку вы сможете доставить с металлобазы даже на велосипеде. Доставка:
1 балл
-
P S. Диму не обижать, конкурс выиграть))) Кто не в курсе, голосуем за нашу форумчанку, а то у нас сварщиц и так мало ))) https://www.facebook.com/WeldexRossvarka/posts/311825055608132 https://www.facebook.com/WeldexRossvarka1 балл
-
Первые шаги малость переборщил с припоем
1 балл
-
http://www.youtube.com/watch?v=zOrK338IvLo1 балл
-
Поддон от Катаны,самое сложное было отчистить его от всех этих хайтековских герметиков,три разных вида насчитал пока отжигал.
1 балл
-
Восстановление крепления зеркала,наплавка недостающего фрагмента.Сплав Цам.
1 балл
-
Деталька насоса, наплавка 4043, 130 ампер, снятие лишнего болгаркой, проточка на токарном
1 балл
-
Для нормальной работы сварочных инверторов очень важно выбрать оптимальные провода. Сегодня существуют разные виды проводов, которые обеспечивают максимальную продуктивность аппарата. Сварочные провода для инвертора выбирают на основе нескольких показателей: длина проводов;значение площади сечение провода;значение падения напряжения в сварочном контуре должно быть не выше 2 Вольт. Что представляет собой провод для сварочного инвертора? Сварочные провода для инвертора представляют собой проводник тока, обладающий достаточной гибкостью и имеющий изоляцию. Обычно такой кабель производится из медных проволок, которые имеют разный диаметр (0,18 - 0,2 мм) и сплетены между собой. Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления. Отметим, что выбор сварочных проводов для инвертора осуществляется исключительно на основе технических характеристик как самого кабеля, так и сварочного аппарата. От этого зависит стабильность и долговечность работы инвертора. Марки сварочных кабелей для инверторов. Считается, что наиболее популярным среди сварщиков является кабель марки КГ, а именно, специальный сварочный гибкий провод, который применяется как для подключения сварочного аппарата, а конкретно инвертора, к сети, так и для подведения тока к электрододержателю. http://stalevarim.ru/media/uploads/%D0%BF%D1%80%D0%BE%D0%B2%D0%BE%D0%B4%D0%B0_2545465.jpg Производители кабеля этой марки советуют использовать его в силовых цепях переменного тока с напряжением не выше 600 В и частотой в пределах 400 Гц. Также эта марка кабеля может быть использована в цепях постоянного тока, имеющих напряжение не более 1000 Вольт. Кабели марки КГ различаются и по допустимой нагрузке тока, которая зависит от сечения. В таблице приведены эти соотношения. http://stalevarim.ru/media/uploads/%D1%82%D0%B0%D0%B1%D0%BB%D0%B8%D1%86%D0%B0213654894.jpg Сегодня этот вид проводов выпускается в разных вариациях, которые предназначены для использования в разных климатических условиях. Так, к примеру, для работ в условиях крайнего севера, где температура воздуха в зимний период может достигать -60°С, выпускается провод марки КГ-ХЛ. Оболочка такого кабеля производится из холодостойкой резины. Для мест с тропическим климатом есть кабеля марки КГ-Т. Их оболочка устойчива к появлению плесени, кроме того, такой кабель может применяться при температуре воздуха до +85 °С. Помимо популярной марки КГ сварщики используют и кабеля марки КОГ1, которые имеют особую гибкую жилу. Этот кабель очень удобен: он позволяет сварщику перемещаться, менять положение электрододержателя без лишних движений и усилий. Есть и специальная марка проводов – КГН, которые могут применяться на территориях с повышенной пожароопасностью. Эти кабеля имеют специальную оболочку, которая не горит. Эксплуатация и подключение сварочных проводов. Подключая провода к вашему сварочному инвертору, следует помнить такие правила: Подключение осуществляется посредством припаянных или спрессованных кабельных наконечников. Соединение проводов может осуществляться опресовкой. Главное не забыть про изоляцию собственно соединения. Во время сваривания сварщики не должны подтягивать к себе аппарат посредством проводов. Номинальная мощность кабеля должна строго соответствовать подключаемому аппарату. Можно ли удлинять сварочные кабели? Этот вопрос вызывает много споров у сварщиков. Но все же опытные мастера предпочитают этого не делать, объясняя, что слишком длинные сварочные провода для инвертора могут негативно сказаться на работоспособности самого аппарата. Сторонники же большего удобства при работе с инвертором утверждают, что в инструкциях производителей не написано ничего по поводу возможности удлинения сварочных проводов, а «что не запрещено, то разрешено». И значит можно сделать сварочные провода длиннее и не носить сам аппарат к месту сварки, а пользоваться большей свободой действий на удалении от инвертора. Для того, чтобы понять, какое из этих мнений более правильно, необходимо вспомнить один из законов физики – закон Ома. Дело в том, что по всей длине кабеля происходит падение (утечка) напряжения, а следовательно, и снижение силы тока - и чем длиннее кабель, тем больше эти потери. Работа всех систем инвертора зависит от выходного напряжения и установленной силы тока и замеряются эти значения на клеммах аппарата, а не на конце сварочного провода. При недостаточной силе тока на месте работы сварщика характеристики дуги изменяются, управлять ею становится намного сложнее. Для того, чтобы добиться желаемой силы тока на конце сварочного провода, приходится выставлять увеличенный ток на самом инверторе – а это чревато выходом из строя тонкой электроники аппарата, и, как следствие этого, дорогостоящим ремонтом или вообще заменой инвертора. Вот и получается, что гораздо выгоднее поднести сам инвертор к месту работы сварщика, чем рисковать его работоспособностью, наращивая сварочные провода.1 балл
-
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезные, медноникелевые и железоникелевые электроды. Существует несколько типов медно-железных электродов.Медный стержень с оплеткой из жести толщиной 0,25- 0,3 мм, которую в виде ленты шириной 5-7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки. Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10-15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле. Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне. Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа. Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники). Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы — графитизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению. Для изготовления электродов используют и медно-никелевые сплавы: монель — металл, содержащий 65-75% Ni, 27-30% Cu, 2-3% Fe и 1,2-1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий ~ 60% Ni и ~ 40% Cu (МНМц 40-1,5); нихром (Х20Н80). Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты, так как обеспечивает возможность последующей механической обработки. Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3-4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных на механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40-60% Ni и 60-40% Fe. При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железоникелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле. Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.1 балл
-
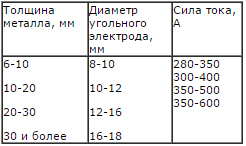
Горячая сварка чугуна Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600-650° С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих элементов: I — подготовка изделия под сварку; II — предварительный подогрев деталей; III — сварка; IV — последующее охлаждение. Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют 3 зависимости от размеров и местоположения исправляемого Дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного На Жидком стекле, или другими формовочными материалами, а так же в опоках формовочными материалами, применяемыми в лисином производстве. После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120° С, затем проводят дальнейший подогрев под сварку со скоростью 120-150° в час в.печах, горнах или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком или др.) или при охлаждении вместе с печами, горнами. Способы нагрева и нагревательные устройства применяют в зависимости от характера производства (устранение литейных дефектов, ремонтная сварка и т. д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха. Для сварки используют плавящиеся электроды со стержнями из чугуна марок А или Б. В состав покрытия, наносимого на литые прутки, диаметром 5-20 мм, входят стабилизирующие и легирующие материалы. В качестве последних обычно используют графит, карборунд, ферросилиций, силикокальций, силикомагний и другие, содержащие элементы — графитизаторы. Горячую сварку чугуна выполняют на больших силах тока (Iсв = (60 — 100)dэ) без перерывов до конца заварки дефекта, при больших объемах завариваемого дефекта два сварщика, работающие поочередно. Электрододержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога. Для горячей сварки чугуна можно использовать дуговую сварку угольным электродом. По возможности маневрирования тепловым воздействием на свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом. Сваривают на постоянном токе прямой полярности угольными электродами диаметром 8-20 мм. Диаметр электрода и силу сварочного тока выбирают в зависимости от толщины свариваемого металла (см. табл.). Выбор режима сварки В качестве присадочного материала используют прутки. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру. Горячая сварка чугуна ручным способом, особенно массивных изделий — тяжелый труд. Весьма прогрессивный способ, облегчающий труд и повышающий производительность, — механизированная сварка порошковой проволокой. В состав шихты вводят такие компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев практически к сварным соединениям чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнопрочность или только хорошую обрабатываемость или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т. е. с помощью полугорячей или холодной сварки).
1 балл
-
Влияние скорости охлаждения на структуру металла шва и околошовной зоны В случае низких скоростей охлаждения в чугунном шве и участке околошовной зоны может быть обеспечено сохранение структуры серого чугуна при определенном его составе. При большой скорости охлаждения практически при любом составе чугуна в шве и участке 2 околошовной зоны будет иметь место отбеливание. Сварка чугуна с подогревом. (300-400° С) уменьшает скорость охлаждения. При такой температуре подогрева в шве и на участке 2 околошовной зоны в зависимости от количества графитизаторов может быть получен либо белый, либо серый чугун. При высоком подогреве (600-650° С) скорость охлаждения при эвтектической температуре становится весьма низкой, отбеливания не происходит. Замедление охлаждения приводит к распаду аустенита с образованием ферритной или перлитно-ферритной металлической основы. Таким образом, наиболее эффективное средство предотвращения отбеливания металла шва и высокотемпературного участка околошовной зоны, а также резкой закалки на участке околошовной зоны — высокий предварительный или сопутствующий подогрев чугуна до температуры 600-650° С. Сварку с таким подогревом называют горячей сваркой чугуна. Высокий подогрев и замедленное охлаждение способствуют также ликвидации трещин и пористости за счет увеличения времени существования жидкой ванны и лучшей дегазации ее, а также уменьшения температурного градиента, термических напряжений. Сварку с подогревом до температур 300-400° С называют полугорячей, а без предварительного подогрева — холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко используют металлургические и технологические средства воздействия на металл с целью повышения качества сварных соединений. К их числу относятся: — легирование наплавленного металла элементами — графитизаторами, с тем чтобы при данной скорости охлаждения получить в шве структуру серого чугуна; — легирование наплавленного металла такими элементами, которые позволяют получить в шве перлитно-ферритную структуру, характерную для низкоуглеродистой стали, путем связывания избыточного углерода в карбиды, более прочные, чем цементит, и равномерно распределенные в металле; — введение в состав сварочных материалов кислородосодержащих компонентов с целью максимального окисления углерода (выжигания его) и получения в металле шва низкоуглеродистой стали; — применение сварочных материалов, обеспечивающих в наплавленном металле получение различных сплавов цветных металлов: медно-никелевых, медно-железных, железоникелевых и др., обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.1 балл
-
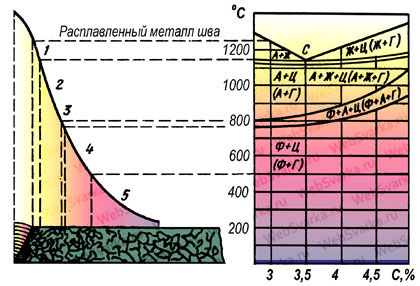
Структурные превращения в зоне термического влияния при сварке чугуна Для оценки влияния термического цикла сварки на структуру и свойства различных зон сварного соединения рассмотрим псевдобинарную диаграмму состояний Fe — С — Si, связав ее с распределением температур в шве и околошовной зоне (рис.). Шов представляет собой металл, полностью расплавлявшийся. В зависимости от скорости охлаждения структура его будет представлять собой белый или серый чугун, с различным количеством структурно-свободного углерода. Участок 1 (неполного расплавления) характеризуется наличием в нем одновременно жидкой и твердой фаз. Твердая фаза представляет собой аустенит с предельным содержанием углерода (до 2,14%). После быстрого охлаждения жидкая фаза образует белый чугун, в аустенитных участках возможно образование мартенсита. Участок 2 ограничен эвтектической и эвтектоидной температурами. Структура его в значительной мере зависит от исходной структуры чугуна и может состоять из аустенита и цементита или аустенита и графита (в зависимости от скорости охлаждения и состава чугуна), При быстром охлаждении металлическая основа приобретает структуру закалки. Участок 3 (неполной перекристаллизации) вследствие быстрого нагрева и кратковременности пребывания металла в этом интервале температур феррит — основа структурной составляющей чугуна при комнатной температуре — не успевает полностью раствориться. После охлаждения в этом участке может наблюдаться некоторое измельчение зерна. При быстром охлаждении металлическая основа может приобрести частичную закалку. Участок 4 представляет собой ту часть околошовной зоны, которая нагревалась от 500° С до температуры Аc1. При длительном пребывании в этом интервале температур может происходить графитизация за счет частичного распада цементита и сфероидизации карбидов. Однако в условиях сварочного нагрева в этой области заметных структурных изменений не наблюдается. Участок 5 характеризуется исходной структурой свариваемого чугуна.
1 балл
-
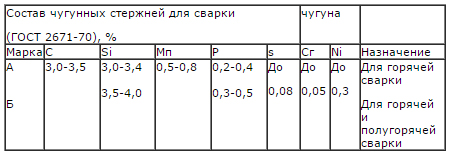
Маркировка чугуна Чугун маркируется буквами СЧ и цифрами, первая из которых характеризует предел прочности чугуна данной марки при растяжении, вторая — при изгибе (кг/мм2). Наибольшее распространение получили чугуны марок: СЧ12-28; СЧ15-32; СЧ18-36; СЧ 21-40; СЧ 24-44; СЧ 28-48; СЧ 32-52; СЧ 38-60, причем первые пять марок имеют перлитно-ферритную металлическую основу, последние три — перлитную. Прочность серых чугунов всех марок при сжатии значительно превышает прочность при растяжении. Например, для чугуна марки СЧ 24-44, имеющего предел прочности при растяжении 24 кгс/мм2, предел прочности при сжатии составляет 85 кгс/мм2. Для увеличения прочности чугуна графитовым включением придают шарообразную форму путем введения магния в ковш перед разливкой. При этом чугун приобретает и некоторую пластичность. Высокопрочные чугуны маркируют буквами ВЧ и цифрами, первая из которых характеризует временное сопротивление чугуна при растяжении (кгс/мм2), вторая — относительное удлинение (%). Например, ВЧ 60-2 или ВЧ 40-10. Ковкие чугуны маркируют буквами КЧ и цифрами, обозначающими временные сопротивления при растяжении (кгс/мм2) и относительное удлинение (%). Примерами марок ковких чугунов могут служить КЧ 38-8; КЧ 35-10; КЧ 37-12; КЧ 30-6 с ферритной металлической основой и КЧ 45-6; КЧ 50-4 и КЧ 60-3, имеющие ферритно-перлитную основу. При данном составе структура чугуна в большей степени зависит от скорости охлаждения. При данном составе чугуна, например при постоянстве суммарного содержания углерода и кремния, а также других элементов, входящих в его состав, можно получить цементитный, а также перлитно-ферритный чугун.1 балл