Лидеры




Популярный контент
Показан контент с высокой репутацией 18.01.2015 в Сообщения
-
Доделал наконец, сдал заказчику: http://f6.s.qip.ru/37EZxn6N.jpg http://f6.s.qip.ru/37EZxn6P.jpg http://f5.s.qip.ru/37EZxn6O.jpg12 баллов
-
Мы тоже часто наплавляем полуавтоматом, а иногда напыляем бронзой, если шейка по стальной втулке работает.


 11 баллов
11 баллов -
Я-не "тормоз"! Я-очень медленный "газ"... (С) Только сегодня дошли-таки руки до замены платы на перепрошитую. Что сказать... Самое интересное, конечно же-на переменке и при малом токе (10-20 А). Стало реально так, как надо! Поджиг-очень уверенный, в то же время-даже никаких намёков на наброс тока. Милиметровый вольфрам теперь-абсолютно рабочий диаметр электрода не только на постоянке, но и на переменке. Одним словом-красота! Пивной банки под рукой не оказалось. Нашёлся убитый радиатор. На нём и попробовал. Слева-старт дуги через присадку ф 1,6 мм и сварка уже изрядно подогретой трубки. Видно жирный наплыв от оплавления кромок. Справа-после перепрошивки. Никакой суеты с подкладками из графита, подачей толстой присадки и прочих танцев с бубном. Просто 15-ю Амперами прогрел кромки, разбил оксидную плёнку, навёл ванну и подал в неё присадку ф 0,8 мм. Процесс-вполне прогнозируемый и легко контролируемый. На постоянке и переменке, вплоть до 200 А-никакого ухудшения качества розжига и горения дуги не заметил. Ещё раз выражаю огромную благодарность Техсвару!
 8 баллов
8 баллов -
Тандем №2,версия 2 . Да простит меня Алексей,за использования названия.

 7 баллов
7 баллов -
6 баллов
-
Подтверждаю:
 6 баллов
6 баллов -
Это газопорошковое напыление. Кроме бронзы есть много разных сплавов которые напыляются, даже керамика есть, правда фоток нет. Фото самой приблуды и еще одна работа ей. У нас есть на форуме есть гораздо лучший профессионал по этой технологии - SpecNL.

 5 баллов
5 баллов -
Как и обещал фотографии. Слева Х, справа ХХ.

 4 балла
4 балла -
Опыт №123 - Цветные пламенаСуществуют металлы, соли которых окрашивают пламя в различные цвета. Это свойство солей металлов используют для приготовления цветных огней для салютов и римских свечей. Мы тоже можем наблюдать цветные пламена. http://siriust.ru/info/youngchemi/123.gif Например соли лития, стронция и рубидия окрашивают пламя в красный цвет, кальция — в оранжевый, натрия — в желтый, бария — в зеленый, меди — в зеленый или голубой, калия — в фиолетовый. Чтобы увидеть эти цветные пламена, предварительно нужно будет скрутить на конце нихромовой проволоки небольшую петлю так, чтобы на ней могло уместиться несколько кристалликов вещества. Чтобы получить фиолетовое пламя, в пламя сухого горючего на нихромовой проволоке внесем несколько кристалликов йодида калия (KI) (Рисунок 1) http://siriust.ru/info/youngchemi/123-1.jpg Для получения красно-оранжевого пламени в пламя сухого горючего внесем на проволоке несколько кристаллов хлорида кальция (CaCl2) (Рисунок 2) http://siriust.ru/info/youngchemi/4 балла
-
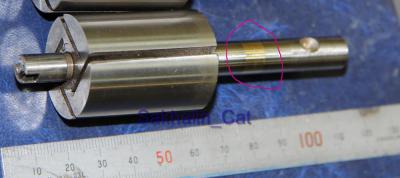
Сегодня немного потрудился. Принесли тормозной вал и амортизатор с прицепа для восстановления. Для амортизатора была выточена на токарном втулка, приварена и запрессован сайлентблок. А на валу наварено посадочное место под подшипник скольжения. Завтра батя проточит посадку под новую втулку. Вот с этими валами столько мороки с наплавкой в режиме ММА, полуавтомата тоже нет (пока), а вот у кого то в теме видел такие валы восстановленные с помощью газопорошковой наплавки(могу ошибаться в терминологии), сегодня искал но не нашёл. Будьте любезны ткните носом где посмотреть про такую технологию.







 4 балла
4 балла -
Новичку качественно - маловероятно. Другой вопрос зачем 13-55 новичку и зачем они для профильной трубы из ст3? Вы ставите странную задачу для себя, типа "секс стоя в гамаке". Возьмите тонкий рутил и варите, тренируйтесь. Что вы все к основным привязались? Ну а вообще ответ на ваш вопрос: Умелому - легко, причем без отрыва каждую сторону по очереди(поворотку). Или с отрывом без переворота.3 балла
-
Ремонт радиатора.



 3 балла
3 балла -
Размером светофильтра, у ХХ обзор больше. Вечером постраюсь выложить фото обоих светофильтров.3 балла
-
Отремонтировать мост:-Пожалуйста! Быстро и не дорого.
 3 балла
3 балла -
Вы будете её прожигать.2 балла
-
Ну если понравилось, то получится. Самое главное правила работы с смолами, это смолы - минимум. В смысле если ткань пропитываете, то смолу нужно максимально выкатать(выжать), особенно при многослойной навивке\наложении ткани. Слой положили, резиновым валиком прокатали, чтоб излишек выгнать и пузыри. Чем больше смолы тем хрупче получившийся пластик. И стеклоткань всегда отжигайте, чтоб парафин выжечь иначе удачи не видать.2 балла
-
Простите, но по моему вы "немного" маньячите. Я сталкивался с с ок53.70, ок48, lb52 и уони. Электроды вполне. Красивые бронетанковые швы. Варить не проблема. Источник тока получше, концентрация внимания повыше, ток чуть выше, строго выдерживать длину сварочной дуги, обламывать козырёк перед повторным зажиганием. Вот мои колхозные представления о сварочных работах с применением электродов с основным покрытием. Потолочные швы покрытыми электродами ни разу не варил. Просто в моих хозяйствах это не нужно. Оставлю это мостовикам, корабелам и трубникам. Большой респект профи в этих делах.2 балла
-
Маски speedglas 9100v проданы, остались speedglas 9100X FX и speedglas 9100XX FX. Как появятся я могу вам сообщить. Оставьте в личке свой номер телефона.2 балла
-
Добрался до ножей от цилиндровочного станка. Один залом вывернул с помощью самой простой технологии(гайка и сварка), штук пять левым сверлом, остальные(самые старые) высверливал "на полную"(сверлами от 5мм до 8,5мм) и прогонял метчиком М10. Самое сложное в технологии высверливания залома это накернить его по центру. В случае если залом утоплен внутрь резьбового отверстия, то на токарном точим втулку - наружный диаметр равен диаметру резьбового отверстия, а внутренний - диаметру сверла с которого начинаете высверливать(в данном случае 5мм). Забиваем втулку в отверстие с заломом и спокойно сверлим через втулку - получается по центру. Дальше бОльшим сверлом до диаметра резьбы(если залом М10Х1.5, соответственно сверло 8,5мм). Если залом "живой", т.е. при сверлении правым сверлом начинает уходить в сторону заворачивания, то заряжаю левое сверло и дрелью выворачивается. Кстати пробовал в сверлильном станке 2Н 125Л, при работе левым сверлом сложно поймать момент, когда залом начинает выворачиваться и идет в противоход сверлу, поэтому и стараюсь работать дрелью. Если же отверстие с заломом сквозное, то можно и на сверлильном и обычным правым сверлом. Объяснил конечно не очень доходчиво, но суть должна быть понятна. Есть еще тонкости с самодельными экстракторами и распилом залома с помощью лобзика, но это позже как принесут подходящего "пациента". Но это уже не про сварку.



 2 балла
2 балла -
2 балла
-
@metaba, Постарайтесь в следующий раз выкладывать фото, в удобном для пользователей ракурсе.

 2 балла
2 балла -
Сегодня наконец собрал ешё одну игрушку для своего игрушечного сварочного стола. Вращающиеся тисочки да с наклоном в обе стороны. Само тело тисков было уже очень давно сделано. Это мой фактически один из первых опытов по сварке в аргоне. Ну вот теперь сделал станину для них. Станина на магнитной основе.Магниты от винчестеров будут в углублении днища. Еще не сделал один момент. Не сделал стопор от вращения. Токарные и фрезерные работы делал хороший токарь. Моя идея, сварка и сборка. http://s58.radikal.ru/i162/1501/05/cfa30f51d404.jpg http://s004.radikal.ru/i206/1501/53/e328c0e1abed.jpg http://s020.radikal.ru/i707/1501/c0/b1b9243406a7.jpg http://s008.radikal.ru/i305/1501/e6/1d7dedb1773f.jpg2 балла
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.





 2 балла
2 балла -
Грешен, каюсь. Возможно, именно я испортил погоду в Алма-Ате: во-первых, помыл машину, во-вторых, допинал корзину багажника на свой пепелац (полтора года делал). Ну и, собственно, фотоотчёт грешника: Маленькая хитрость для принудительного выведения в плоскость. Очередной заказ за живые деньги - это святое, ибо кормильцы.




 2 балла
2 балла -
После обеда поступила новая вводная, привезли стабилизатор поперечной устойчивости от Volvo FH. Нужно реставрировать, просадка по диаметрам до 7мм. После предыдущей наплавки прошло два с небольшим года (гдето под 200 тыс. км. пробега) Дальше товарищ "болгарка" и пол дня работы, но эта радость пусть достается клиенту, я отказался.


 2 балла
2 балла -
Приветствую. Эта тема про то, как люди используют только РДС то бишь MMA там где как бы лучше использовать РАДС или П/А и при этом добиваются хорошего качества св соединения. Откуда такая мысль. Докладываю, интересуясь в теории РАДС и П/А, наблюдал следующее. Например, относительно тонкую, чугунную крышку не большого насоса с отломанным боком, мастер заварил РДС. И хорошо так заварил. Правда возился долго. Положил её в ящичек с песком, закрепив при этом обломок на струбцине, нагрел на газовой горелке, взял ликтрод по чугуну и заварил в этом же горячем песке. После закрыл ящичек крыжечкой и оставил остывать... Вытащил, в обще чудо. Алюминивая ёмкость, не большая, на взгляд на 20 литров, была собранна из листов и приваренна РДС ликтродами по люминю с белой обмазкой, марку забыл, цена вроде 19 руб шт. Я ими бак пробовал заварить, получилось но не красиво, пришлось чесать болгаркой. Ещё разделочный стол типа для мяса, были приваренны короткими швами бока, высотой 7 см из 6 мм нержи. Ликтродами фокс по нержи 2 мм. И ещё хотелось бы увидить мастерство выполнения работ таким электродам как UTP 65 D и похожим. Почему ими, а больше нет у нас. Может кому интересно и другими. Вот. Не велите казнить за возможные ошибки. Да и эта тема с разрешения одного модератора что за неё приглядывает. В общем здесь про... "мужики, да вы что, здесь бы РАДС...!" а вы раз и РДС всё сделали. Ой, надеюсь АВН не забракует. Фото обязательно.1 балл
-
Ещё уонии 13/55 можно использовать для выбора сварочного аппарата перед покупкой. Берёшь с собой данные электроды,переноску метров 30 сечением 1,5 квадрата и кусок чистой железяки. Подключаешь в магазине и если вам удаётся сжечь электрод без отрыва целиком,при этом он должен гореть стабильно без залипаний и угасания дуги,то этот аппарат можно считать хорошим.1 балл
-
Безопасность превыше всего! Опасно не напряжение, а ток. Ударит или не ударит зависит и от особенностей организма. Можно и голой рукой придержать и не ударит, если ток пойдёт не через вас, смотря на какой детали будете зажигать дугу. Продолжительность нагрузки считается в момент горения дуги, на "холостых оборотах" аппарат практически отдыхает и охлаждается вентилятором. Желательно сразу не выключать, а дать остыть. Обычно электронное устройство не любит частых включений/выключений. Для красоты "бугорок" можно зачистить и даже заполировать - посмотрите на поручни из нержавейки. В остальных случаях, либо экономически нецелесообразно, либо снижает прочность.1 балл
-
@Рудольф Шнапс, Мне было 14 лет, многие повально увлекались картингизмом, но не у всех была такая возможность. Заветные журналы-" Юный техник" и " За рулем" с соответствующей инфой были затерты до дыр, молодняк увлекался всем, начиная от приемников-транзисторов, цветомузык, планеров, самодельных авто и кончая первыми вычислительными машинами. На тот момент нам, сельским пацанам, подвернулась удача, так как городская свалка находилась ну совсем недалеко, а мы, как интересующиеся всем и вся личности, бывали там через день, наткнулись на партию потерто-побитых инвалидок старого выпуска. На тот момент происходил обмен старых колясок на новые, с квадратными формами, ну а утиль-переработки еще не было. Короче нам подфартило и мы стали счастливыми обладателями б-у техники. Со свалки до гаража отца я тащил этот драндулет на спущенных колесах на веревке почти до часу ночи, потому, как бросить нельзя, подберут. Батя переполошился- сын пропал- нашел меня через через детей товарищей. Получил взбучку, но с помощью отца мы приволокли эту чудо-технику в гараж. Железо конечно сгнило, стекол( за исключением в двери со стороны водителя) не было. Батя помог мне её разобрать скинуть с труб всю гниль. Потом увидев информацию в каком-то из журналов, решили переделать кузов. Надыбали старых алюминиевых раскладушек и из этих трубок сотворили новый лицевой каркас, он был простенький, ни какой сварки, весь на клёпках и болтах, но более современный. Обтянули его стеклотканью и пропитали в несколько слоёв эпоксидкой. Дверь со стеклом осталась только с моей стороны, с другой- постая деревянная рамка со вставленной пленкой от софита, лобового не было вообще, да и сиденье оставили только одно, вместо второго был просто посылочный ящик, накрытый фуфайкой. Красил я её сам, батя подарил банку желтой эмали из комплекта своей копейки. Движок был живой, от ижака, глушак сгнил- поставили простую трубу, в колёсья вместо камер вставили черную кишку-уплотнитель со стройки, конечно не пневмо, зато можно по гвоздям гонять. Крыши не было, прицепили к трубе заднего багажника кусок брезента на черенке от лопаты- если дождь, то можно натянуть его до передней рамки под лобовое. Пользовался может пару раз. Свои "гончие" автомобили мы переделывали совместно, регулярно наведывались друг к другу в гости, помогали и советом и делом, да и старшие помогали кто как мог. Гоняли и на полуфабрикатах и уже на практически законченных авто. Это доставляло массу хлопот и местной власти и нашим родителям. В итоге, после очередных гонок по местному полю c посевами, нашим участковым было предложено организовать местный молодежный клуб автомотолюбителей, а нам передать всю технику туда на баланс. Как серпом... Короче: корпус- на свалку, колеса- на тележки, кусок рамы с движком с батей переделали на помпу для колодца. Пардон за офтоп, но кузовщина с применением ЭДП была, есть и будет (хотя-бы в составе шпатлевок).1 балл
-
Это как я понял кранштеин полу рессоры. так вот вам надо 1 разобрать всё 2 прихватить кранштейн на место 3 сделать разделку. я делаю маленькой УШМ 125 мм шлифовачным , где есть возможность подобраться, где не подлезть газорезкой под углом. 4 затем всё срезаете что там налеплино и заводское тоже. там вареная втулка с отверстием под болт в виде элепса по горизонтали. 5 зачистка УШМ. 6 после резки берёте срезки замерите штангелем и едите в магазин покупать вес набор болт с гайкой две шайбы с ограничением с низу , две втулки для вваривание и две регулировочные шайбы с косыми прорезями для поворота моста вперёд назад. Потом гляньте саленблок в полу рессоры. скорей всего он тоже под замену. перепресуйте. Пока будите за зап. частями ездить, сварщик проварит либо мощным полу автом. либо электродом УОНИИ 13 55. если нормально проварит то и мудрить с усилением не надо. Потом когда купите весь комплект соберите всё воедино и слегка стяните весь слоёный пирог, а потом прихватите втулки хорошенько потом можете всё разобрать и полностью обварить. всё будет1 балл
-
Себестоимость не скажу не знаю, это бухгалтерии вопрос. Если делают значит выгодно. У валов стоимость разная, у нас в основном техника импортная на острове поэтому ценники на новые детали довольно высокие. Валы не шлифуем, проточка в центрах.1 балл
-
@psi, их сначала тащат на упряжках по тундре и тайге во Владивосток, там собирают и перегоняют по воде на Черноморский Флот. Второй пункт в запросе поисковика: http://www.1tv.ru/news/social/2664921 балл
-
если нужно могу посодействовать, да и всех питерских барыг, кто хоть что-то значит в Питере я знаю.1 балл
-
Пришло оборудование из КНР и на фоне улучшения отношений с Китаем, наше СТК стало подслеповатым (мне бы такого не простили, среда вакуум)

 1 балл
1 балл -
Привезли сегодня поддон с бмв, пришлось вырезать и вставить латку, фото до забыл сделать)))



 1 балл
1 балл -
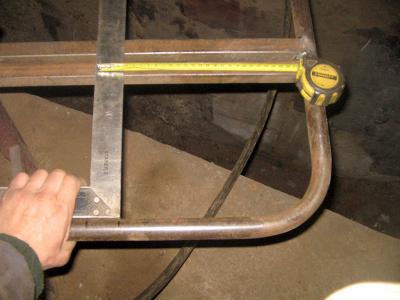
Доделал свой профилегиб гнет отлично



 1 балл
1 балл -
@илья алтухов, Расскажу вам притчу. На нынешней работе, отвечаю за участок автоматической сварки (роботы). Работал у меня оператор - раздолбай, то робот о деталь ударит, то на работу без предупреждения не выйдет и т. д. Приспособления на роботе -самодельные, поэтому при установке - снятии детали с приспособления необходимо крутить большое количество болтов. Просил этот оператор у начальника производства пневмогайковёрт, ему отказали, канючил год ходил - никак. Затем "специалист" уволился, перевели с другого участка надёжного товарища. Просят его побыстрее или получше сделать - делает, просят остаться - остаётся. Подходит он с той же проблемой по тому-же адресу. Через неделю на участке есть пневмогайковёрт. В начальстве тоже люди сидят, как ты к ним, так и они к тебе. Да, есть такие моменты, которые от непосредственного начальства не зависят, но, при желании, чем смогут - помогут. Ради рабочего - раздолбая никто напрягаться не будет. Покажите начальству своё ответственное отношение к работе, получите искомое (ну это если начальство нормальное а не козлы последние). P. S. только не надо рассказывать, что всё начальство поголовно - козлы. Как и везде всякие люди есть, хорошие - тоже.1 балл
-
Думаю, что можно подвести итог по тестированию Авроры спидвей 175 про. Начну с самого начала. Упаковка аппарата вполне приличная, годится для транспортировки транспортными компаниями. Замечание по комплектации: обязательно должен входить подающий ролик 0.6-0.9 мм. Сборка аппарата и его начинка сделана на должном уровне, единственное замечание в том, что нужно сместить ось катушки проволоки на 5-10 мм вправо, а то задевает при установке. По настройкам; при определённом опыте, аппарат настраивается довольно легко, но про синергетику скажу, что сильно громко сказано, потому что при увеличении скорости подачи приходится корректировать напряжение. Для более корректной работы синергетики обязательно должны вводится такие данные, как марка проволоки, её диаметр и марка защитного газа. Теперь по самому аппарату: Аппарат такого уровня должен работать с минимального тока 20 ампер и напряжения 8 воль, иначе теряется смысл применения проволоки Д 0.6 мм и сварки металла тоньше 1 мм. Тогда можно будет варить от 0.5 мм сплошными швами. В принципе он варит и так, но швы слишком большие с глубоким провалом. По максимальному току (если верить показометру аппарата) он выдаёт 194-198 ампер в зависимости от входного напряжения. Это очень хороший показатель. Теперь небольшое сравнение: Аппарат сравнивню с Пикомиг180 пульс, так как аппараты примерно равны по максимальному току и по ПВ, оба с синергетическим управлением промышленной линейки про. Проволока 0.6 мм СО2 толщина 0.5мм: http://youtu.be/lLIh7SAInwI Тоже самое, но Пикомиг. http://youtu.be/isSdJzp0jFA Ремонт топливного бака толщина 1 мм, проволока 1 мм, СО2. Авророй Спидвей 175 СО2 проволока 1 мм, металл 1.5 мм Самое не любимое мной ММА: Сперва попробовал Ресантой: верхний МР3 3.2мм 120А, средний ОК61.30 2.5мм 95А и нижний ОК53.70 2.5 мм 75А Тоже самое. но Авророй, МР3 почти сразу прожог. Левый ОК61.30 2.5мм 105А, правый МР3 3.2мм 100А ОЗС12 2мм 70А

















 1 балл
1 балл -
Любой сварочный стол заводской конструкции будет на порядок (в 10раз) дороже чем точно такой-же самодельный. Если брать материалы на базе, то с услугами сварщика самодельный стол вам встанет в 10-15 тысяч. Умножать умеете? А сделать стол??? Что может быть лучше чем подобная тренировка для начинающего?1 балл
-
Продаю маску Speedglas 9100X FX, новая. Цена 17 000 рублей. Оплата на карту Сбербанка. Телефон: 79506471272. Кому интересно звоните или пишите. Также Speedglas 9100XX FX, новая. Цена 25 000 рублей. И еще Speedglas 9100V, новая. Цена 10 000 рублей. Отдам 2 маски за 26 000 рублей (Speedglas 9100V и Speedglas 9100X FX). Фотографии выше.


 1 балл
1 балл -
Продам маску Speedglas 9100 V (новая), цена 10000 руб.1 балл
-
@metromaxi, Смотрите личку от 19 ноября. Я уже Вам отвечал!1 балл
-
Обязательно выложу фото.1 балл
-
Очередные ворота, наверное, последние в этом году. Клиент не предупредил, что открываться должны вовнутрь, переварил потом петли на месте. Пока в проекте забор в том же стиле.

 1 балл
1 балл -
Сегодняшние обнимашки с трубой.


 1 балл
1 балл -
Произведём обратные расчёты: 12-2 =10:5 = 2 разряд сборщика, монтажника, слесаря от имеющегося в ТК 5-ого.1 балл
-
приняли нового водителя на суперубитую рено..поехали за пластиком .. тудым-судым..приехали.. -эээ.. а задний борт где?! -эээ..потеряли.. -как вы пластик оконный еще не потеряли ... --------- -срочно,еще вчера надо!!! -материала нет... -изыскать внутренние резервы!!! -так,а запоры? -..мне тебе обьяснять?! -поооонИл... тяп-ляп-1,8 нет.есть обрезки 1,0..ставим! чет п/а криво варитЬ..пофиг!..тыц-бздыц..вжжж.. краски нет..-грунтуем в 4 слоя!.. -Андрюха,пуликом будеш? -из-за всякой фигни тащить компрессор-пульвер пачкать???..не!..кисточками!..-ср@ла-мазала..ляпляпляп.. готово! монтируем.. -@@@!! запоры забыли.. -ща! ...аффторский эксклюзифф

 1 балл
1 балл -
есть 2+21 балл
-
Указывать авторство и накладывать логотипы пользователей достаточно проблематично для сайта и его форумов, это скорее личное дело каждого. А вот "водяной знак" ВебСварки поможет Вам доказать авторство в спорных вопросах, ведь здесь фото показывают раньше, чем их воруют недобросовестные фирмы и сварщики. Реклама ВебСварки? А я до сих пор наивно верю, что Ваш ресурс в этом уже не нуждается :-)1 балл
-
Спасибо за приятные слова! Желаю всего самого наилучшего!1 балл