Лидеры




Популярный контент
Показан контент с высокой репутацией 10.04.2013 в Сообщения
-
Тоже представлюсь-Ж...в масле ,пуп в тавоте,но зато в торговом флоте(последние 33 года )
 5 баллов
5 баллов -
С прошлого сезона остался мангал, ждал своего часа, ничего особенного все дешево и сердито, пока не появился человек которому этого показалось мало.. (аппарат: инвертор,электроды 3-ка, АНО-21, ток 110А) сразу оговорюсь, сложности никакой нет,но варить мелчоевку 3-кой все равно что вырезать аппендицит кухонным ножом вот именно на этой ноте и родился "шедевр" если его конечно можно таковым назвать кстати сорри за небольшой бардак) после зимы все руки никак не дойдут до уборки..
5 баллов
-
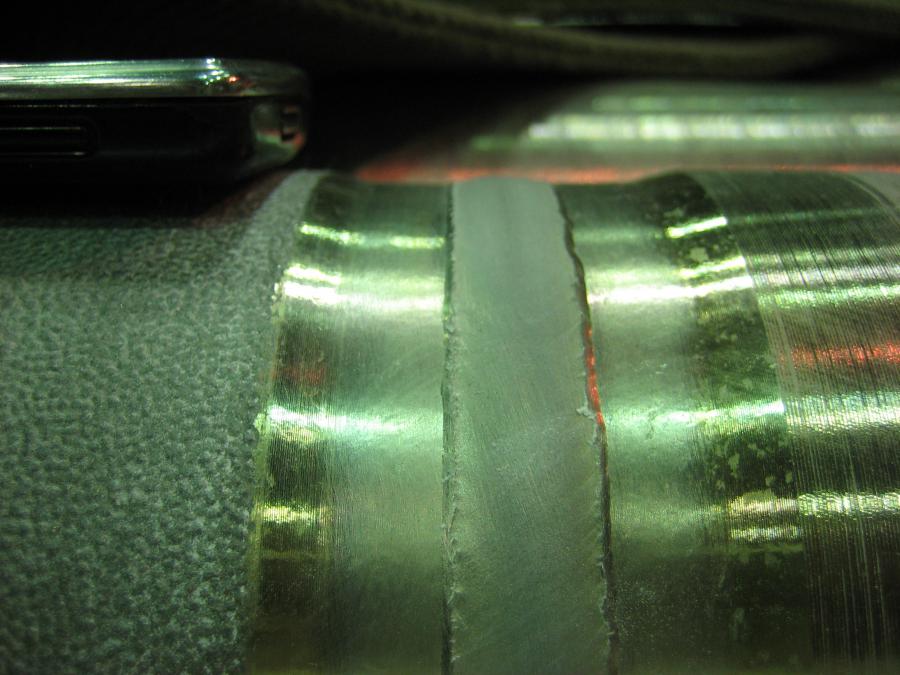
Это тот самый зазор о котором спрашивал Папаша.
4 балла
-
Мдааааа... заварил я кашу... вот Вам фото ремонта парохода, которому до "иголок" еще далеко...
4 балла
-
http://ff1.mosfont.ru/photo/00/08/53/8537.jpg На этом ледоколе в животе момей мамани зародилась новая жизнь. Отец с мамой тогда ходили на одном ледоколе. В наследие о тех временах у мамани до сих пор девичья фамилия, т.к. мужу и жене не разрешалось ходить на одном корабле.3 балла
-
Это мой последние 6 лет.Я его холю и лелею
3 балла
-
Сегодня во дворе из под снега выволок на свет одну фигулину. Как её обозвать даже и не знаю. Петельница, петлевщица....а шут с ней. Не важно. Короче применяю я её когда к петле воротной(шарниру) надо пластинки приварить. В уголок ложу шарнир, по бокам полосы ставлю пластины и зафиксировав привариваю. Так что б поровней выходило и одинаково.
3 балла
-
Сварочные работы по изготовлению алюминиевых элементов для небольшого катера. Рундук топливный бак тумба штурвала транец кронштейны транса надстройка верхней части катера
3 балла
-
Интересно мне знать кто у кого стырил эти цвета? Левый нижний,но "web" красным (старо-кемповским) цветом,чтоб не сливалось.
2 балла
-
@папаша, нашёл ещё фото: http://images.vesseltracker.com/images/vessels/hires/Oocl-St-Petersburg-1068160.jpg Под флагом королевства Нидерланды. Порт приписки Харлинген.2 балла
-
Угол,если Вы помните,уже был э-э-э вырезан в заготовительном цеху Это вертикальный киль (справа),100% РГК,полное соблюдение габаритов шва и РД.Шпигат находится рядом,это така кругленька дындочка (слева) R=20 мм. Просто шов,катет 8.Приварка проницаемого шпангоута к обшивке.Св.08г2с в углекислоте:
2 балла
-
@ARGONIUS, Полностью согласен.Там где web на боку лежит.Только по крупнее,и другого цвета.Красного например.Оригинально получиться2 балла
-
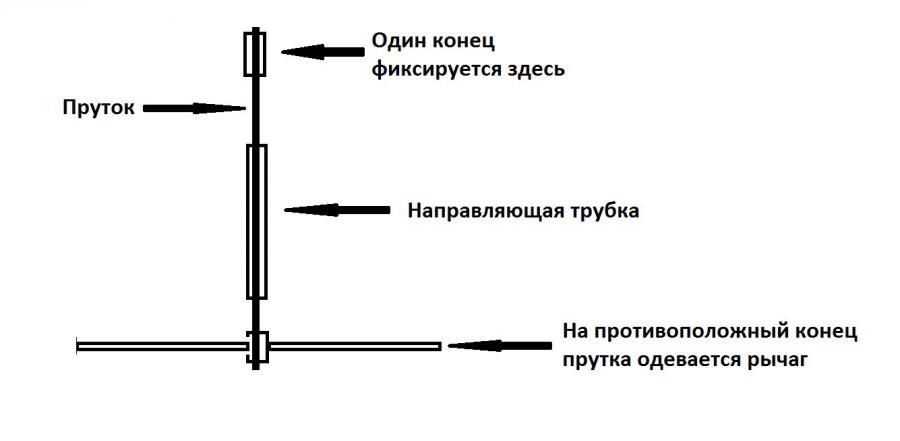
Все жестко закрепляется на столе, верстаке либо другой ровной поверхности. Крутим квадрат вплоть до 12
2 балла
-
А по цветам и не знаю... надо наверно голосование. Мне больше нравится как у Вас "web" на боку лежит, ну может чуточку покрупней буквы. И разных цветов наверное слова, но не чересчур ярко, солидное какое нибудь сочетание.2 балла
-
Слово веб изначально английское, значит латинскими. Ну а сварка наша родная- значит кириллицей.2 балла
-
Еще один довод начать ванну с краю и вести в угол - вначале нужно задать течение шлаку! Когда начинаешь на открытом месте, то шлаку есть куда течь, часть вообще вытечет наружу, и шов, изначально, нормально формируется. А когда начинаешь с угла, то шлаку некуда отжиматься, сразу, позади только угол, можно нашлаковать.2 балла
-
Отцы, повторюсь, но останусь в реальности http://i080.radikal.ru/1304/30/ae5ee4bb69fd.jpg Одновременно колбасили мясо и рыбу. Получилось по-хэвиметаллически.2 балла
-
Выдалась свободная минутка (час,другой,третий ) и добрался-таки до коптилки,а то сезон нагрянет,но агрегат не готов.Непорядок.Собрал,прихватил,зафиксировал,обварил,не ушло.Дошло дело до крышки.Ровную не хочу,покатую-не эстетично,да и была уже.Решил сделать полукруглую.Но тут засада-вальцы не работают.Мы же русские,нас этим не остановить."На коленке" соорудил вот такое чудо- шедевр,но с задачей справилось. Нужного диаметра трубы не оказалось,пришлось 133-ю "привлечь" Получилось такое вот изделие
2 балла
-
36 лет, г. Волжский. Высшее образование: Инженер-механик хим. производств, по специальности и дня не работал . Всю жизнь увлекался радио, с паяльником дружу с 12 лет, основной вид деятельности с 2000 по 2013 год - ремонт электроники, первым в городе приобрел паяльную станцию, первый начал ремонтировать сотовые телефоны... Сварочник купил в 1997 году у знакомого по случаю, и до 2009 года он проработал у тестя друга в гараже. В 2004 году вернулся в спорт, осенью 2008 получил травму колена после которой предстояло перенести 2 операции и восстанавливатся пол года, именно в этот период была разработана первая лебедка. (вот уж по истине "все к лучшему" ) Переломным оказался 2009 год, научился сначала варить электродом (было необходимо сварить раму для лебедки) затем заинтересовался сваркой нержавейки (для изготовления нержавеющего барабана) и собрал самодельный TIG AC\DC (Предгаз, постгаз, осцилятор - все как у взрослых аппаратов) Помаленьку хобби начало приносить больше денег чем основная работа, в 2011 году до кучи был куплен еще и полуавтомат, затем приобретен TIG AC\DC 200P после чего самодельный TIG ушел на заслуженный покой. Сейчас мастерская по ремонту электроники - уже не функционирует, полностью переключился на разработку - ну и как следствие предсерийные образцы собираю от начала и до конца сам. P\S кроме металла - очень люблю работать с деревом и композитами, ну и с электроникой не завязал - старые клиенты то остались2 балла
-
Не знаю куда примостырить. Если что модераторы переправят. Стихи про нас Сварных! ]Пока все ноют и гогочут, И рвут деньжата жадным ртом, Он мир согреть дугою хочет. И осветить ей каждый дом. Пока магнаты неумело, Качают недр последний стон. Он просто, занят важным делом.. И варит сталей сотни тонн. В его руках, горелки пластик, И шланг, как маленький питон. Он на площадке, словно классик, И в авангарде, тоже он... И он идёт домой усталый, Когда уж город клонит в сон. Таких ребят у нас немало, ]И всем им наш земной поклон! А, если хочет кто, проверить. Крепка ли бронь его стежков... То, сможем мы того похерить, И есть, блин, чем, без дураков!!! ]И, в общем, он обычный парень, Работа, дом, семья, друзья. Бренчит порою на гитаре. Он это ты... а, может, я. (Вадим Андреев) Наш треснул мир, и швы кругом Полопались на равных ранах, И он, хоть спит еще весь дом, Уходит на работу рано Приладив на лицо щиток, Он все проверит, обернется- И побежит электроток, И в пальцах молния зажжется! Металл послушен, как дитя, его рукам, на вид несильным; Всю смену, будто бы шутя, Сшивает сталь дугою синей. А после - милый тихий быт Квартирки в угловом подьезде, Там сын растет. Там две судьбы, Надежно сваренные вместе.2 балла
-
О цангах:
1 балл
-
Из справочника Анурьева Послойная проковка швов применяется при сварке металлов больших толщин и специальных жаропрочных сталей. Проковку производят после наложения каждого слоя частыми легкими ударами молока с закругленным бойком. Частота и интенсивность проковки выбираются опытным путем в зависимости от толщины металла, состава стали, температуры нагрева, при которой ведется сварка, и ряда других факторов и условий. Проковку ведут до уничтожения рисунка шва. Обычно первый и последний слои металла не подвергаются проковке, так как она может вызвать в них появление трещин и надрывов.1 балл
-
@schkaliki, она в гараж-то еле заходит. Гараж у меня под мастерскую. Сейчас у меня в нём хранится даже токарный станок по дереву, который мы с товарищами купили ашему корешу и коллеге на 30 лет. Станок купить- это моё предложение. т.к. по внутреннему своему устройству считаю, что корешам дарить следует только то, что нужно тебе самому. Теперь после того, как подарим и отмети круглую дату буду на станке точить распорки для гамаков, снижая их себестоимость. В гараже есть две раскладушки, погреб с овощами, запас дровишек для мангала. А вот у кореша моего гараж имеет площать 40 м2, высоченный и с водяной скважиной! это не просто гараж, это Гараж!1 балл
-
Полимерами (DEVCON,Loctite Hysol,Veicom)можно и нужно пользоваться,но не в Вашем случае.Ими хорошо ремонтировать поврежденные поверхности валов,трещины блоков ,но восстанавливать структуру вала лучше не пытайтесь.Прислушайтесь к советам наплавка-проточка,в крайняк-сварка-проточка.1 балл
-
@Шурпет, а чем расстроил? У меня например не всегда получается с ЦАМом. И за себя я не скажу что более-менее управляюсь с горелкой. @Schulze, миг пайкой на крутых тачках листы оцинкованные соединяют, а там толщины гораздо меньше вашей детальки. Но проволока в вашем случае нужна именно цинковая, а с ней насколько я знаю работает только дорогое оборудование фирмы EWM. В сварке вы разочаровались абсолютно зря- просто варить надо чем положено и как положено. Говорили же-нужно вварить кусок твёрдого алюминия. И очень желательно цинковой проволокой миг-пайкой. Возможно держался бы и другой какой присадкой привареный- не знаю. А вообще сварка ЦАМа это из разряда трюков и фокусов- этот сплав совершенно не создавался для сварки.1 балл
-
Избежать прежде всего правильным обращением с резаком и "штуковины" с фото пригодятся(от ожога может и не защитит, а вот баллон скорее не взорвётся). Про переделку резака на пропан не ведаю.
1 балл
-
@me4tatel333, вот те и "прямоугольник 40х20х3 " . Так бы и писали хотя бы: "профильная труба 40х20х3 длиной столько то метров". От деформаций не избавитесь, придётся править однако.. варить прерывистым швом, порядок наложения ещё хорошенько обдумать надо. От середины к краям варят но не всё так просто, нужно накладывать обратноступенчато и симметрично равномерно по обе стороны. Ведёт обычно дугой на сварку. в вашем случае на профиль. Натяг дать можно но это не гарантия можно не угадать. Может и спирально пойти. Стенд бы вам хороший для такого дела.1 балл
-
Про "косинус Фи" и "постоянную составляющую" девушек не спрашиваю по этическим соображениям. Кстати, о этике.Если завтра в теме не будет постов конкретно по этой маске,объединю её с равнозначной в "Советы в выборе" и удалю наш флуд.1 балл
-
Коллеги, форумчане. Выскажу свою точку зрения, а то накипело ужас. Работаю ведущим инженером по сварке и не разрушающему контролю стаж 6 лет, имею два образования техникум и университет, работаю в монтажной компании сооружаем и монтируем трубопроводы на электростанциях. Кто работал на электростанциях меня поймет, а кто нет, то сварка связанна с большой спецификой трубопроводов есть и газопроводы и мазутопроводы, трубопроводы пара и горячей воды всех категорий, маслопроводы, технологические трубопроводы, металлоконструкции, баки и т.д. Вся эта система Накс нацелена прежде всего на выкачивание денег, и нормальных ребят сварных уже без Накса взять нереально. Вот пример раньше на сварку м/к я бы смог поставить сварного 4 разряда и качественно выполнить требования нормативки, эти ироды из Накс приравнивают сварку м/к (металлоконструкции) к опасным производственным объектам таким как газопровод, и я сразу попадаю на 250-300 т.р. связанных с аттестацией технологии, специалистов, сварщиков, оборудования. Тогда вопрос какие на фиг опасные объекты м/к??? Или еще вопрос если в Ртм или других документах на сварку ссылаются на электроды по Гост зачем им тогда аттестация Накс, а без нее не сдашь, если они выполнены по ГОСТу?? Бред, реальный, бред и еще аттестация технологии каждые 3 года ну люди то еще как-то понятно, а технологии почему?? По людям вообще странно, сварной мое мнение должен через каждые 5 лет без перерывов в работе или какая разница в том что он варит 15ГС КО или НГДО. Так что вся эта система Накс должна работать по другому, а не как сейчас по принципу деру деньги до последнего. Это извращает полностью сварочное производство, так как приходят работать люди без сварочного образование но с корочкой Накс. С таким я столкнулся на одном участке, парень с корочкой 2 уровня его поставили куратором по сварке, хотя он там нифига не понимает, и вот он читает "букварь" и летит "сварочные работы остановить!!" и почему?? и ответ "я ваши образцы не видел" , мой ответ "а ты кто?". Во общем так далее и тому подобное. За ошибки извените пишу с планшета.1 балл
-
@laguna, и что это объясняет в контексте сварочной техники?1 балл
-
Сытому пузу вздремнуть не в обузу. Считаю одним из важных условий хорошей работы наличие оплачиваемых часов сна.1 балл
-
Вчера заняться вечером нечем было. Лезвие- обломок фрезы по стали, рукоятка 304-я нержавейка, сварены ER316LSi, опайка сверху CuSi3. Друг уже утащил
1 балл
-
Как раз сегодня занимался тем, что подготавливал материал (рубил, гнул), начал собирать и сваривать ванну. Толщина 2 мм. Конструкция такова, что углы свариваются снаружи. Соответственно и фотографии по этому профилю. На первом фото стенки прихвачены между собой. На втором фото алюминий,закреплённый под шов для теплоотвода. Так как варил небольшим током, без присадки, то и старался, что бы получился только хороший провар без формирования внутреннего шва. На третьем фото шов изнутри после сварки. На фото не видно, а на самом деле при близком рассмотрении видно, что провар ОК, и алюминий не дал формироваться "лохматости" или как её обозвать Ну и сам шов, собственно. Длина шва 250мм, сила тока 46А, импульсный режим (нижний предел 60% от сварочного). Завтра нужно будет дальше заниматься этим изделием, посмотрю как получится целиком и до конца
1 балл
-
Толстостенная жаропрочка между собой, с 15ХМ, последние швы на автомате. Если кому интересно - выложу ещё.
1 балл
-
У меня вот проблема была постоянная с креплением кабеля к массе-прищепке, увидел у кого-то и сделал так-же, оптимальный вариант на мой взгляд, может кому пригодится... Хотел еще пружинку сверху поставить, чтобы кабель не ломало, не нашел подходящей...1 балл
-
Когда тяжело и накопилось много негатива, приехав домой после командировок, ночью ухожу в лес, благо рядом есть родной. Всегда жду момент, когда поднимается сильный ветер и не погода, нет ни кого нигде. Деревья в ночи старые трещат, словно говорят со мной, ветер сильный треплет одежду, пробирающийся сквозь деревья со свистом. И если идет дождь, то оплакивает мои потраченые дни в разлуке с близкими и вновь куда то надо уезжать. Зубы берегу-деревья за меня по скрипят. Выть хочется-ветер за меня по воет. Плакать тянет-дождь за меня поплачет. Кому то страшно ночью в лесу-мне хорошо! Далее после описанного забиваю на все и просто дома сплю. Отпускает1 балл
-
Электрод ОК-46 очень простой для сварки. Шлака дает не так много, как МР-3. Нормально варит по ржавчине и краске. На фото тонкая и ржавенькая пластина Также сверху вниз (на спуск) нормально варит
1 балл
-
Инженер-сварщик, стаж более 20 лет. Специализация в основном цветные металлы и сплавы, кроме алюминия. Сам варю редко, в основном в огороде подаренным ЕВМ. В силу специфики есть к сожалению определенные обязательства.1 балл
-
Расскажу кратко о себе. Мне 30 лет. Сам я мурманчанин, родители мои моряки дальнего плавания. Как и все в детстве хотел быть моряком, потом потянуло на подплав, но под давлением родителей и по любви к физике поступил в один из хороших московских университетов, который закончил по специальности "******** физика". Обзавёлся женой и ребёнком, по окончании института получил интересное приглашение на работу на Урал. И открыл я тогда этот чудесный край, но душа тоскует по родному Северу. Работаю я по специальности, чему очень рад. Окружают меня хорошие и очень умные люди. На Урале у меня родился ещё один ребёнок. Теперь я счастливый отец двоих детей. В роскоши не купаюсь, но заработков вполне хватает на удовлетворение наших скромных потребностей. Сварку впервые лично применил 4 года назад, когда возникла насущная необходимость ремонтировать подворье на Саратовщине, куда перебралась моя маманя. И сварка для меня началась именно с забора. Первый аппарат, которым я начал работать стал Престиж-164, который мне любезно одолжил товарищ. Вот и намучался я тогда и с ним, и со своим неумением. Но выводы о необходимости проведения ещё целого цикла работ во дворе (у мамани и у тёщи) и о необходимости повышения мастерства были сделаны однозначные. Изучив вопрос с бытовыми сварочниками, посмотрев на живой пример умного и рукастого отца, прикупив кое-какое своё обобрудование, инструмент и небольшой гараж, купил себе свой сварочный аппарат. Теперь мои технологические возможности резко возросли. Из интернета были скачаны учебные фильмы (в основном американские с переводом и без), хорошие книги и пособия. Читаю, обдумываю, практикуюсь. Возникла насущная необходимость дальнейшего совершенствования навыка сварки для повышения производительности труда, качества работы и технологических возможностей, если это так можно назвать. Решил со следущей осени пойти в местный техникум на вечерние полугодовые курсы электрогазосварщиков. Папаня пообещал отдать мне немецкое газосварочное оборудование, припасённое им с корабля, которое не позволила морская душа отдать вместе с кораблём грязным индусам. Ещё тогда, на первом своём забобре, я понял, какие широкие возможности перед человеком открывает сварка хотя бы на бытовом уровне. Это и подъёмное оборудование, чтоб не рвать спину, и долговечные пороги, лестницы, ворота. Благодаря коптильням и мангалам собственного изготовления я стал богом копчёностей местного масштаба. Теперь купили с друганом подубитого ИЖака, решили его превратить в квадрик. Идей и задач чрезвычайно много, но на всё не хватает времени. Кстати, сварка-это в первую очередь очень интересная квантовая физика. Сварка- прекрасное средство от скуки и отличная альтернатива ненавистной мною алкашке. И ещё позволяет экономить огромные деньги на халтурщиках Одни сплошные плюсы! Этот форум для меня стал очередным учебным пособием, живым пособием, ибо уровень участников гораздо выше бесконечных обсуждений сварочных характеристик китайских сварочных клонов; и размах пременения сварки поражает воображение: от подвалов с гнилыми трубами до контейнеров под отработанное ядерное топливо.1 балл
-
@АВН, На 1-ом снимке свищи что-ли выбирали? Сегодня сделали 1-ый этап контроля (заподлицо)-УЗК, всё нормально, дали добро на сварку. Т.к. секция, как обычно, просто жуть какая срочная (по другому у нас не бывает), то встали варить в четвером: 2-ое (я и мужичок) снаружи, 2-ое внутри. Габариты шва: 78(ширина)/32(высота)...Т.к. все сроки горят варили эл-дами (ЭА-981/15) диаметром 5мм-тяжело (от магнитов пришлось отказаться, т.к. с обоих сторон одновременно варили), но зато быстро (кто варил такое, тот поймёт) На фото видно, что предварительно всего 2 слоя (четвёркой это было бы слоя 3-4) Потом красивенько четвёрочкой перекроем и все будут довольны))) P.S. Вварыши электродами диаметром 5 мм варить по техпроцессу нельзя...но ввиду заниженных норм и вечных "давай-давай" приходится извращаться...
1 балл
-
Труба ф1200мм толщина 16мм.
1 балл
-
Коллектор с пыжа, 04г вроде. Одна лапа треснула практически целиком по спирали. Хорошо видны следы скорее всего "холодной сварки", грамотно насранные гаражными "специалистами". Варено в 2 прохода, 1.6 316lsi проволока, обмотанная 1мм медной проволокой. Ток 75А, предварительный подогрев газовым "паяльником" с бутано-пропановой смесью, промежуточные прогревы между швами, 20-30мм. Молотком после остывания пару раз дюкнул, не отвалилась. http://s019.radikal.ru/i601/1303/1b/a021076059d4.jpg http://s018.radikal.ru/i515/1303/b0/5079d7fe86a4.jpg http://s019.radikal.ru/i607/1303/a9/3aedc4a2fb43.jpg http://s018.radikal.ru/i509/1303/31/dfd6fa443110.jpg http://s004.radikal.ru/i208/1303/25/94a197a14d1b.jpg http://s40.radikal.ru/i087/1303/16/4996755f0142.jpg1 балл
-
Спицу на 120 амперах?... Спицы вообще проблема варить. Если производитель серьезный (даже Китай) это не маленькое сечение и большие объемы. Прогреть их очень тяжело. У меня 200 амперник их с трудом берет на максимуме и с хорошим подогревом. Потому их многие и отказываются варить - надежность сварки практически нулевая, а брать деньги за такую работу просто не порядочно1 балл
-
Не пахнет. И полу-баком тоже а также: форштевнем, форпиком и бушпритом. В судостроении приняты обозначения " нос",- передняя оконечность корпуса, и"корма"-задняя оконечность корпуса. Отсчёт шпангоутов идёт с носа в корму начиная с нулевого. Бывают и минусовые шпангоуты -1, -2... в частности на носовых "полых" оконечностях ПЛ и в нижней части от ОЛ обтекателей ГАС. Расстояние между шпангоутами называется "шпация", есть даже измерительный прибор "шпацимер" и ещё "бухтиномер"- но это из другой оперы.1 балл
-
@svarnjuk, Сунулся туда и чуть не утонул в море инфы. Попробуйте сами. http://www.forumhouse.ru/threads/98190/1 балл
-
@Шурпет,корпус электрокотла
1 балл
-
1 балл
-
Трубы снова сунули на работе. Нестандартные 5" 304, своеобразное "колено" собирается из пяти, нарезанных под разными углами, элементов. Сначала собираю центральные три, варю два стыка. Потом добавляю концевые куски по одному. Сразу всю собрать нельзя, деформации на швах разные, а финальный размер должен иметь строгий угол. Т.е. на концевых стыках уже регулируешь зазор под шаблон. Собранное: http://s018.radikal.ru/i516/1209/9e/c15062d1e405.jpg Корень: http://s019.radikal.ru/i600/1209/0c/3515d5ac1fb8.jpg Заполнение: http://s019.radikal.ru/i600/1209/a9/0d52ff3aeec2.jpg Облицовка: http://i032.radikal.ru/1209/cc/1e14da6b03ee.jpg Обратный шов: http://s017.radikal.ru/i409/1209/38/a86d7e0a11c0.jpg Контроль - рентген. Токи: корень - 125, заполнение - 130, перекрытие - 125. Проволока везде 2.4.1 балл
-
Бывает и так. Лицевая сторона. И обратная. Закладная проволока Ф 6мм.
1 балл
-
Шов трескается в зоне термического воздействия, там где метал закалился. Я практиковался на предприятии где изготавливаются рамы для фур Вольво, Рено. Вся работа происходит по чертежам со строгим соблюдением технологий. Мне показывали фото рентгена и разрезов швов с дефектами, после того как выборочная рама была отослана в Швецию, где специалисты Вольво на стенде её проверяли. Рама должна была выдержать 2 миллиона циклов нагрузки, а лопнула на 56 тысячном. Но оговорюсь, это была рама которая была сварена только-только после открытия предприятия. Сейчас качество на высшем уровне. Мне кажется, если нет возможности провести необходимую подготовку, или не хватает мастерства, то лучше не браться за раму. Это лично моё мнение. без обид. А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина. Это я тоже видел на фотках. Удачи!1 балл