Лидеры




Популярный контент
Показан контент с высокой репутацией 20.06.2012 во всех областях
-
Занимаюсь всякой хренью огородно-походной, и то знакомый припёр, уеду я наверно в города...
 4 балла
4 балла -
Внесу свою лепту .В "материковской" рыбалке очень новичок,а в фидерной ловле так и подавно.Спиннинг отложил ввиду отсутствия рыбы в досягаемых далях.Так вот,когда встала проблема вязания поводков и было перелопачено N-ое кол-во информации,касаемо длины,узлов,крючков да способов соединения их воедно.Из приспособ облегчают жизнь крючковяз (первое фото),петлевязка (жёлтая приблуда на фото) и собственно станок (принцип узрел на буржуйском видео).Повязав поводки "на пальцах",понял,что можно и так,ничего критичного,но...Ох уж это стремление к лучшему да к стабильности .Короче,за полчаса-час изваял сие усторйство.Всё регулирующееся,разборное и компактно упаковывающееся.Ну и бонус за труды (часть улова,для жарёхи) .Ни хвоста ни чешуи! http://i072.radikal.ru/1206/a8/5980a7a7af89.jpghttp://s017.radikal.ru/i406/1206/c1/d15eba4e68c1.jpghttp://s51.radikal.ru/i131/1206/ae/4ee253cf06e0.jpghttp://s15.radikal.ru/i188/1206/15/afb372b6bbb3.jpg3 балла
-
Как всё до боли знакома хрень . у меня папа я думаю специально лейки сковороды собирает и мне впихивает . старый человек .забыл в каком веке живём . А так по работе проводили испытания геодезической вышки . всё нормально - не упала. .
3 балла
-
Mersedes Ateco. Родная рессора лопнула, хозяин купил новую(Польша), тоже лопнула на второй недели эксплуатации. Заварил обе, родная немецкая ходит 6-й месяц, польская лопнула опять на второй неделе но уже в другом месте. Тоже самое с рессорами Газелевскими. Старые (сваренные) ходят, а вот новые или разгибаются или трещат. Похоже на заводах не соблюдают технологию нормализации стали после закалки или в продажу отправляют брак. Так что не всегда новое лучше старого.1 балл
-
Продолжаем. Сегодня сделал полки и жировой поддон. С поддоном пришлось повозиться, "допиливая напильником": я забыл, что у него будет 50мм стенка и сделал его в те же размеры, что и полки. Как итог, он не влазил на место, мешало буквально полтора миллиметра. Пришлось загибать немножечко внутрь боковые стенки, ибо резать рамку поддона мне очень не хотелось, тем более сетка была уже приварена внутри него. На полки пошла сетка с дюймовыми ячейками, на поддон - полудюймовые. Хотели и на полки такую, но, как узнали на неё цену, быстро расхотели, около 200 евро за "лист" сетки 1.250х2.500. Дюймовая стоила 100. На поддон полудюймовой мне удалось в одном месте достать обрезков, правда вышел стыл из 2 кусков, но это уже мелочи. Вид на сегодняшний день. http://s018.radikal.ru/i509/1206/1e/90e6181d79fd.jpg1 балл
-
А что такое св. кафедр.?1 балл
-
Аттестация НАКС это бюрократия! Я обучался на курсах ЦентрКомплектМонтаж в 1987 году. Учился именно на катушках. Получил 4 разряд РДС трубы во всех положениях под ренген. Работал в НефтеГазе до 1994года. Монтаж и трасса, все прошел. Был перерыв 4 года. Пришел в ту же организацию устраиваться на работу, не берут. Нужно,говорят, удостоверение НАКС. Я же работал у вас, варил под просвет, говорю. В ответ нужна бумажка и все. Вот такая у нас организация работ. А надстройка НАКС это прилипалы, которых сварные кормят. Поэтому и цены на корочки сумашедшие.1 балл
-
Может уже пора перейти в "Помощь в выборе" и там про Кемппи вещать,а то пока ковыряешься,залезаешь,крутилки вертишь и наслаждаться некогда будет?У меня в любой сварке два режима - "умею" и "не умею".1 балл
-
А тип и диаметр проволоки, защитный газ, пространственное положение, тип шва, номер прохода источник сам определяет?1 балл
-
В принципе, ничего страшного. Чернота все равно выдавливается дугой из ванны. Чтобы не платить сварщику. Кроме того, из опыта общения с продавцами, чем дороже стоит оборудование, тем легче его продать. Синергетика оправдана только при импульсно дуговой сварке. Там без бутылки не разберешься - пять-шесть органов управления, и все влияют на сварку.1 балл
-
А можно поподробнее про завод? Адрес, фото завода, фото сборочных цехов, ну и конечно фото счастливых лиц, русских рабочих!1 балл
-
В таком случае предполагаю низкую квалификацию сварщика-полуавтоматчика.Варят и под гамма-контроль и под УЗК,если это прописано в технологии и экономически оправдано.Дело тут даже не в зазоре,а в сварочных материалах и режимах сварки. http://www.sovplym.ru/welding/documents/manuals/?sgrp=56&frm=50&e=.htm1 балл
-
фото радиатора покажи, для ясности?1 балл
-
тык лехко...При многопостовом источнике один тоже себе поменял.На балластнике провода на клеммах перекинул и готово.Таких знатоков пруд пруди...1 балл
-
Курганскую (не является рекламой) она даже похожа на настоящую .1 балл
-
А в нашем ЗАО- Тётушки-пенсионерки так "жгут" порой,когда их вызывают теплообменники ВЗП(воздух-воздух) поварить,в смену 8-ч.,по 300-400 труб 40х1.5мм в трубную доску вваривают.Т.к пенсии (за отработанные 3-4 сварочных срока - нехватает) ПОТЧЁТ И УВАЖЕНИЕ ТАКИМ ЛЮДЯМ!
1 балл
-
в крайнем случае,сточить всё это безобразие и перекрыть нормальным швом.Это если за 3 см трубы жаба давит.А вообще то решение при сварке(способ,режим и т.п. тех.моменты) принимает сварной,от заказчика лишь пожелания и условия,и если возникают разногласия по сварке,то можно смело передоверить держак и попросить продемонстрировать.Качество стыка целиком и полностью на Вашей совести,отсюда делай вывод.Кстати,переделка за кем либо стоит вдвое(минимум) дороже.1 балл
-
Того "требователя" нужно заставить обеспечить сварщика инверторным сварочным аппаратом с дистанционным потенциометром, позволяющим корректировать сварочный ток в процессе сварки. Самому сварщику выбрать электроды для сварки корня тонкие (2 - 2,5мм)с тугоплавкой обмазкой, обеспечивающей концентрированную дугу. Сварку вести на короткой дуге, используя функцию Arc Force: http://www.kemppi.ru/articles/funkciya_arc_force_i_hot_start/index.htm Техника сварки: обеспечить равномерный провар кромок за счет быстрых колебаний электрода1 балл
-
Комент по ходу. Электод ЕСАБ хорош только со сварочником той же фирмы потому как очень чуствительный к непостоянке.Ток можно уменьшить для непрерывной сварки но только до определенной величины. Непонятно, кто требует непрерывности сварки? Как это может отразиться на качестве сварки? Приспособа конечно интересная но.... попробуй потом пройти атестацию в нормальной фирме где все варится по месту.1 балл
-
Шигаев Т.Г. Сварка модулированным током / Итоги науки и техники. Сварка. Т 17. - М.: ВИНИТИ, 1985. – С. 91-133. Процесс сварки модулированным током (СМТ) предполагает периодическое, заранее запрограммированное изменение энергетических параметров системы источник питания - сварочная дуга между высоким (импульс) и низким (пауза) уровнями, В течение импульса тока расплавляется основная часть электродного и свариваемого металла, в в последующий период паузы происходит кристаллизация большей части сварочной ванны. Впервые СМТ была предложена в Советском Союзе в 1953 г. М.П. Зайцевым, В данном обзоре систематизированы данные в основном за 1978 - 1984 гг., но поскольку он публикуется впервые, в нем будут освещены и более ранние, наиболее интересные работы, даны основные термины и определения процесса-СМТ. Взято здесь: http://www.svarka-lib.com/node/208/ Сварочные установки С модулированным сварочным током не только разработаны, они выпускались и применялись в СССР. И янки здесь ничего нового не придумали. Другое дело что с совершенствованием силовой электроники уменьшились массогабаритные размеры, облегчилась настройка и выполнение самой сварки. Но согласитесь, это не разработка принципов и практическое применение, это усовершенствование уже давно придуманного и приписывать себе авторство просто не порядочно. Впрочем что от них ожидать? Кроме воровства идей и мозгов.1 балл
-
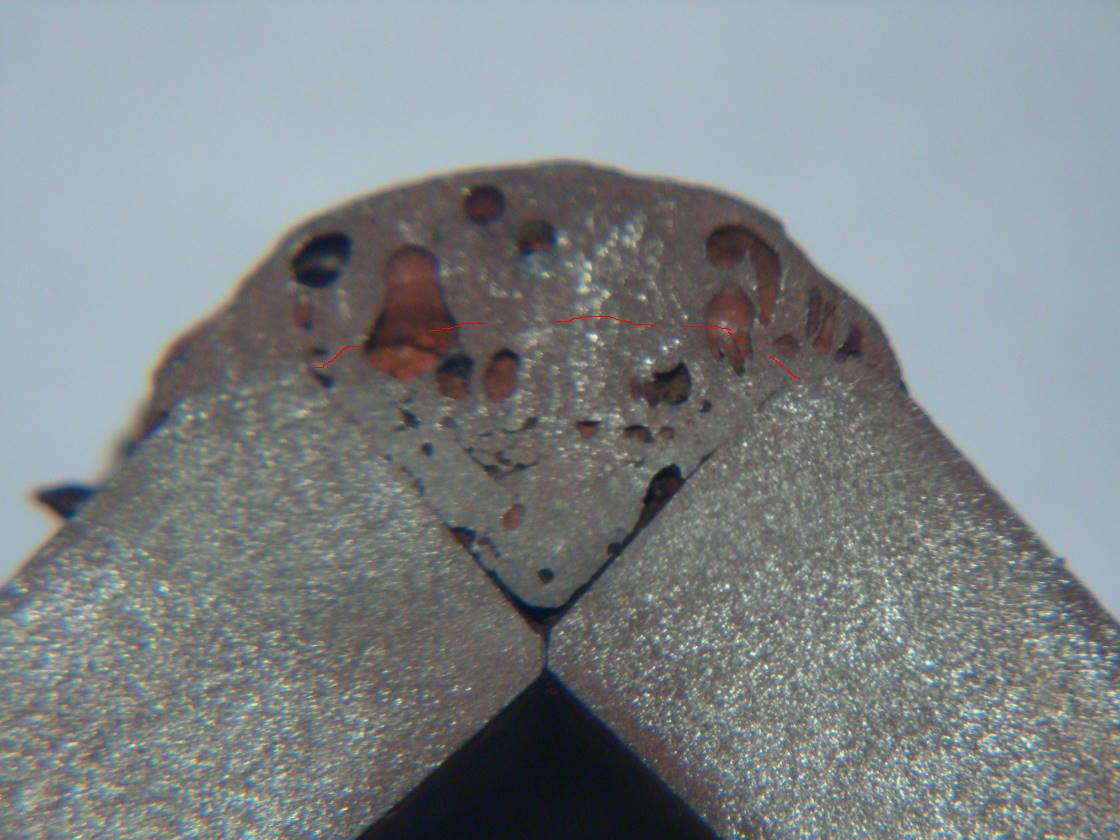
А вот что творится если при первом проходе полуавтоматом вдруг сдует газовую защиту ((( И если это место не счистить , а наложить второй шов сверху получим несплавление , и поры . Поверхность шва при этом чистая - без пор ! Пунктиром - границы швов .
1 балл
-
Дыры в ведрах, лучше паять. Кислота, припой ПОС, мощный паяльник. Трубку к баку можно варить, можно двойкой, а можно и с присадкой, как советовали выше. Только вот присадка не Ф4, а двойка, тот же отбитый и защищенный электрод. Пока плавишь толстую присадку, прожжешь тонкий металл.1 балл
-
Всё зависит от сварщика!Как-то на спор варил консервную банку электроды 3 !Внутри была вода!После сварки всё герметично!1 балл