Лидеры




Популярный контент
Показан контент с высокой репутацией 27.05.2012 в Сообщения
-
Самый лучший способ усовершенствовать электрододержатель,это преобрести новый ,не уступающий (а ещё лучше превосходящий) по качеству прежнему.Всегда имею в запасе пару держаков,в случае выхода рабочего-меняется безоговорочно,безо всякий модернизаций,закрома же пополняются - как никак хлеб.Ассортимент в магазинах (путёвых в нашем городе от силы пару-тройка) обычно стабилен,поэтому от разнообразия держаков глаза не разбегаются.Из достойных - Бинцель да пару "советских",ну и "Телвин" ещё мелькнул.Сегодня проходя мимоходом узрел что то новое.Ну,естественно,"засвербил профессионализм" со всеми вытекающими.Покрутил-повертел-подержал-примерил-заверните.На вопрос супруги"Куда тебе их,солить?",произнёс убедительную речь о дефиците такого типа держаков,что это первая и,скорее всего последняя партия в наш город.Хоть все мои покупки проф.плана делаются по принципу "надо - купил",но женщинам нравится,когда в семье всё согласовано и понятно.Короче,в руке орудие труда устроилось,как влитое,зажим мощный,все оголённые мет.части скрыты(особенно удобно расположен фиксатор ручки.На Телвине таким же макаром сделано).Завтра на работе испытаю.Из минусов - на 560 единиц опустевший бюджет . http://s019.radikal.ru/i605/1205/8d/48ea46e5c9fd.jpg3 балла
-
Давайте о тех кто приносит нам деньги:всякие случаи,плохие,хорошие,веселые,невеселые и т.д. Меня больше всего вымораживает когда привозят на сварку детали (поддоны,блоки...)грязные,состоящие из одного масла и нагара,спрашиваеш, вы когда ботинки в ремонт здаете тоже грязные относите?Пару раз чуть до драки не доходило когда после долгих разговоров начинаеш говорить что такой кусок сала варить не буду.Должны же МЫ заставлять людей нас уважать.Что за народ пошел?2 балла
-
Именно поэтому я не делаю видеозаписей."Пёрл-Харбл" конечно хорошо,но "Среди хлебов долго..."1 балл
-
http://www.полуавтоматы.ru/topic/84200/ И не дорого. И качественно.1 балл
-
http://www.youtube.com/watch?v=jiWOa6ffj5s http://www.youtube.com/watch?v=jqrmJvuG7Pg тренировка1 балл
-
Если этот стол сделан для сварки профиля, то могу заметить, что время и деньги потрачены зря, впрочем как всё это верно расписал @tig. От себя могу добавить, что любые соосные несовпадения (обычно маленькие) превосходно ровняются молотком через дощечку, темболее "на горячую". Ну а про угловые соединения и говорить не стоит.Конечно, если бы подарили такой стол - не отказался, но и сам делать бы не стал. Может для чего-нибудь он и сгодился бы...1 балл
-
А я ничего не запомнил и поэтому варю алюминий на переменном токе.1 балл
-
Ага, соглашусь, только и вы согласитесь это не забота сварщика. Всяческих технологов, мастеров, начальников в разы больше чем сварщиков, вот их надо пинать. Технологи, уж простите меня, но отношусь к вашей братии очень предвзято, уважаю только тех технологов, которые сами лет так 20 отварили.1 балл
-
попробуйте хорошенько закоптить сажей дифузор(сопло) горелки. На стекло винил который применяют в рекламе, брызги не впиваются. Если найдёте кварцевое стекло - вперёд везунчик! Последний вариант - настроить аппарат.. думаю не стоит каждый раз..1 балл
-
Звонит вчера знакомый слесарь и говорит- надо пару сосков в квартире приварить.... Чёто я не подумавши сразу согласился гы-гы, потом осенило, что они везде резьбу режут и на метапол крутят. Хитрый слесарь утаил от меня, что труба гниловата, нарезаться никак не получается, а соседи снизу их не пустили Короче минут сорок я ползал вокруг этих сосков, но получилось. П,С, Слесарь получил от меня строгий выговор
 1 балл
1 балл -
Закреплена крышка на манипуляторе, но сварка в ручном режиме. Манипулятором только менял угол и поворачивал облегчая доступ, крышка все-таки не легкая. Сварка во всех пространственных положениях кроме потолка. Вертикал даже проще чем нижнее. Там две обечайки, четыре кольцевых шва. Схему я придумал такую: корень одной стороны обечайки, потом облицовочный того же стыка, потом корень другой части обечайки. и облицовка. Все без перерыва, ни разу не порвало готовые швы, а вот прихватки достаточно мощные так срывало, что аж подпрыгивал. Только с присадкой. Чернуху без присадки вообще варить смысла нет, треснет. Ширина облицовочного шва порядка 7мм(точнее не скажу ) Горелка по разному работает Все таки человек варит, не робот, главное равномерное проплавление обеих кромок.1 балл
-
Швы классные я так понимаю во вращателе.Какая при этом режиме получилась ширина шва( по фото сложно с маштабировать).Второй проход делал сходу, или полностью остужал? При проварке корня как идет горелка?, присадку добовляешь или без? С углом внутренним и внешним мне более менее понятно, а вот со стыком сложнее не, могу добиться стабильного ровного обратного шва, особенно когда приходится прерваться а потом продолжить. Предпологаю что подобные вопросы есть не только у меня.Пооперацыонно в ручную, стабильно, из тех кого знаю толком показать ничего не кто не смог только разговоры. Подключайтесь! Здесь же много классных сварщиков.1 балл
-
Особо не заморачивался съёмками,всё что есть от той работы. http://www.youtube.com/watch?v=zDV47tcOgII Прокоментирую. 351*36, 12х18н10т,на усу, крень РАДС, заполнение РДС (эа400/10т)1 балл
-
Это делается не уговорами, а ценником. напр. чистые детали - 1000р, грязные 2000. Мойка - тоже работа и расход материалов.1 балл
-
Просто железячка в работе. Крыльчатка от пылесоса. Ой как хорошо, что полез фотки рыть, скажите а где вы сами соты закупаете? Очень нужно мне поставщика найти... Прям жуть как нужно и есть ли ассортимент трубки по давлению? Если можно продублируйте в личку.
1 балл
-
Да у него швы не менее зачетные Правда жизнь заставила работать не дома а в Нигерии. Счас правда не знаю, давненько на форуме он не появлялся.1 балл
-
Ну во и я свае художество прилеплю http://s51.radikal.ru/i131/1101/79/d7e28515f3a4t.jpg http://s014.radikal.ru/i327/1101/54/72d41c631d9bt.jpg http://s015.radikal.ru/i332/1101/c7/80a2e3a640e0t.jpg http://i041.radikal.ru/1101/52/3a93bda93c4at.jpg http://s012.radikal.ru/i319/1101/a1/30736fce65e5t.jpg1 балл
-
Я зажигаю электрод чуток дальше от замка вперед. разогреваю электрод и подвожу к замку, первую чешую ложу на полочку оконченого шва1 балл
-
так и не допетрил как загрузить сюда фото)) в общем вот мой ляп на вашу оценку (отводик с двумя фланцами). сам знаю что есть куда стремиться... http://s16.radikal.ru/i190/1012/fd/1bc3040a33fb.jpg http://s009.radikal.ru/i307/1012/72/e2f8b266d663.jpg З.Ы. спешу поделиться своей радостью.хотя кому то это покажется пустяком.сегодня начальник обрадовал,что иду на повышение разряда)))гонял по теории,а практической частью было как раз таки сварить обводку на конденсатный насос( этот отвод с фланцами именно так и называется оказывается) )))сегодня заполнял документы))меня аж распирает) :yahoo: :yahoo:1 балл
-
Evgen, навеял не по теме чуток .
1 балл
-
Больше часа сегодня ступицу наплавлял (мучал) . Диаметр посадки под подшипник 160мм. Напылением наверное быстрей и дешевле вышло бы ?
1 балл
-
на пиве, медицине практически тоже самое. требования не особо жесткие по внешнему виду(но естественно качество и также внешний вид определяют конкурентные преимущества)Самое главное-защита внутренней поверхности на корне и небольшой мениск. стремящийся к его отсутствию. По сборке некоторые заказчики требовали целые ветки собирать на прихватках, а обваривать монтажные ветки фиг его знает какой геометрии по месту, но таких мало, в основном все адекватные, после визуального контроля даже не все светят.1 балл
-
Имелся ввиду шов, обозначеный красным на рисунке.
1 балл
-
Не стоило варить поперечный шов. Это сильно ослабляет конструкцию, создавая условия для образования новых трещин.1 балл
-
В ускореном темпе сегодня . В два аппарата.
1 балл
-
Вот сегодня еще вварил под заборник отверстие не снимая бак .
1 балл
-
Бак топливный Brima315РAC/DC , 110A , АМг-5
1 балл
-
Привет.Поэтому лично я стараюсь не связываться с такими вещами.1 балл
-
Опять бак с грузовика.Соляра слита,заливная горловина заткнута пластиковой бутылкой,отверстие датчика уровня тряпкой,углекислоту подавал через сливное отверстие.Прошу строго не судить за красоту шва-дрожали руки,т.к. все равно стремно было варить.Был секундный эффект вспышки в баке но углекислота отработала на все 100 процентов.
1 балл
-
Кратер не пробит, это шлак, как бы грязь, когда не много перегреешь на концовке, такое бывает, что эта грязь пережженая, которая плавает в ванночке переходит во внутрь, а обычно изнутри. Да и это далеко не идеал мой, первый из образца для немца, ему этого хватило. Что касается швов, они не выдутые, при сварке стягивается металл и образуется не большой валик и снаружи и изнутри, если правильно подобраны все режимы. Верно, своим! 20 минут согласен, только более времени необходимо для стыков с полуавтомата, бывает повторное требуется вмешательство кислоты.1 балл
-
500. 2.Стык аргонодуговой. 3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно . Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно овал другое круг большим диаметром и варите полуавтоматом в аргоне даже не порошковой проволокой. Защита хорошая.
1 балл
-
Черная и нержавейка(взгляд изнутри)
1 балл
-
Трех сотки.
1 балл
-
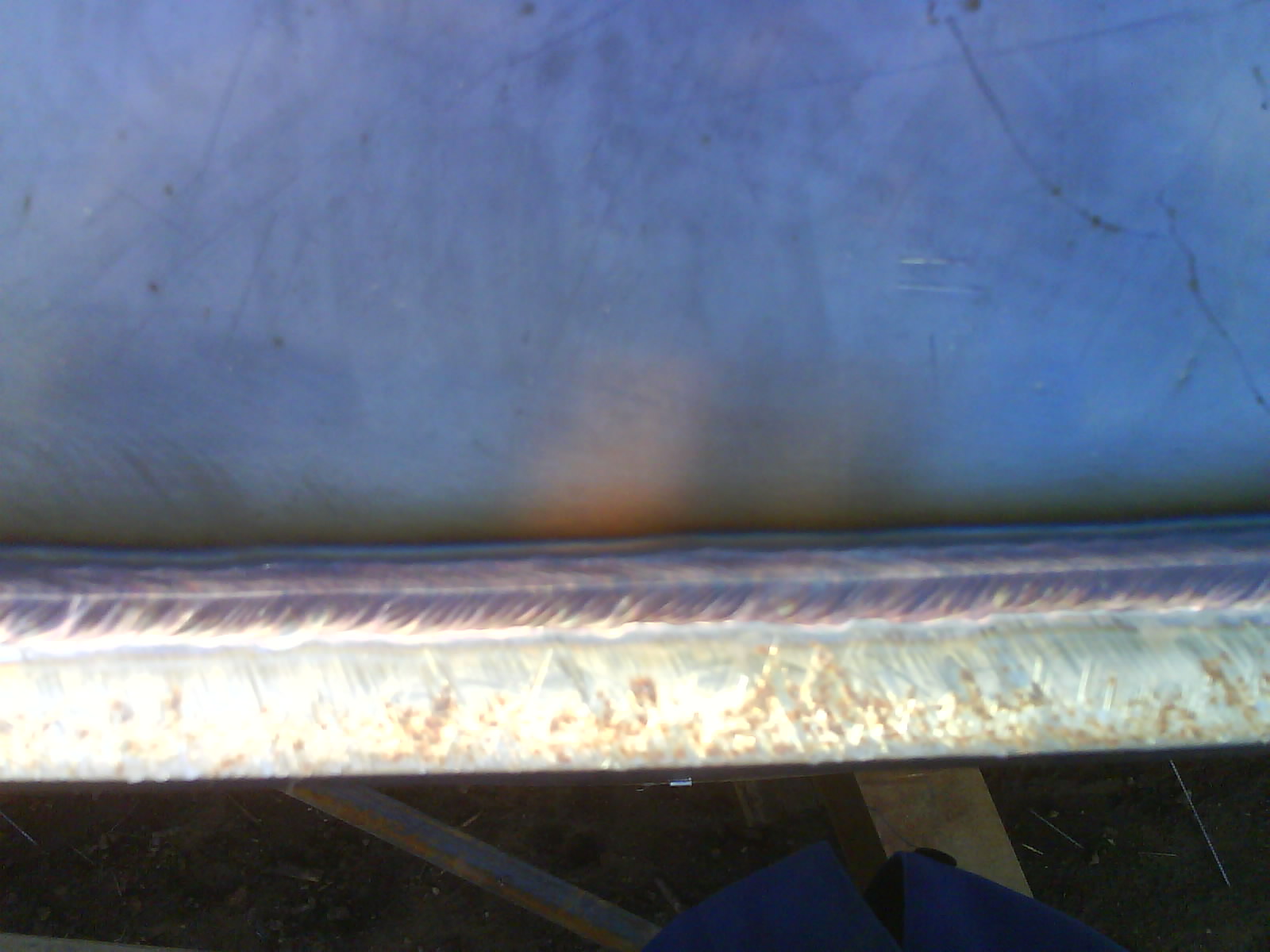
Газопровод четырех сотая
1 балл
-
Вид стыка трубы 219 (нержавейка) изнутри, 12мм толщ., сварка производилась с нагнетанием газа аргон.(поддув)
1 балл
-
Я тоже никогда не видел вживую, видел швы после сварки необработанные(два куска трубы из нержавейки, диаметром 60мм, длина каждого куска примерно 40 мм, шов хорошо видно)-тестовая работа при приеме на работу. Поразило то что снаружи шов соломенно-фиолетовый, по краям цвета побежалости, а вот внутри по краям шва теже цвета побежалости-по центру шов блестящий, практически зеркальный. На распросы мои ответили что варили с поддувом аргона и водорода... Может конечно и соврали, тем более что в нете о подобной технологии ничего не нашел. Я сколько потом не игрался с поддувом чистого аргона подобного не смог получить.1 балл
-
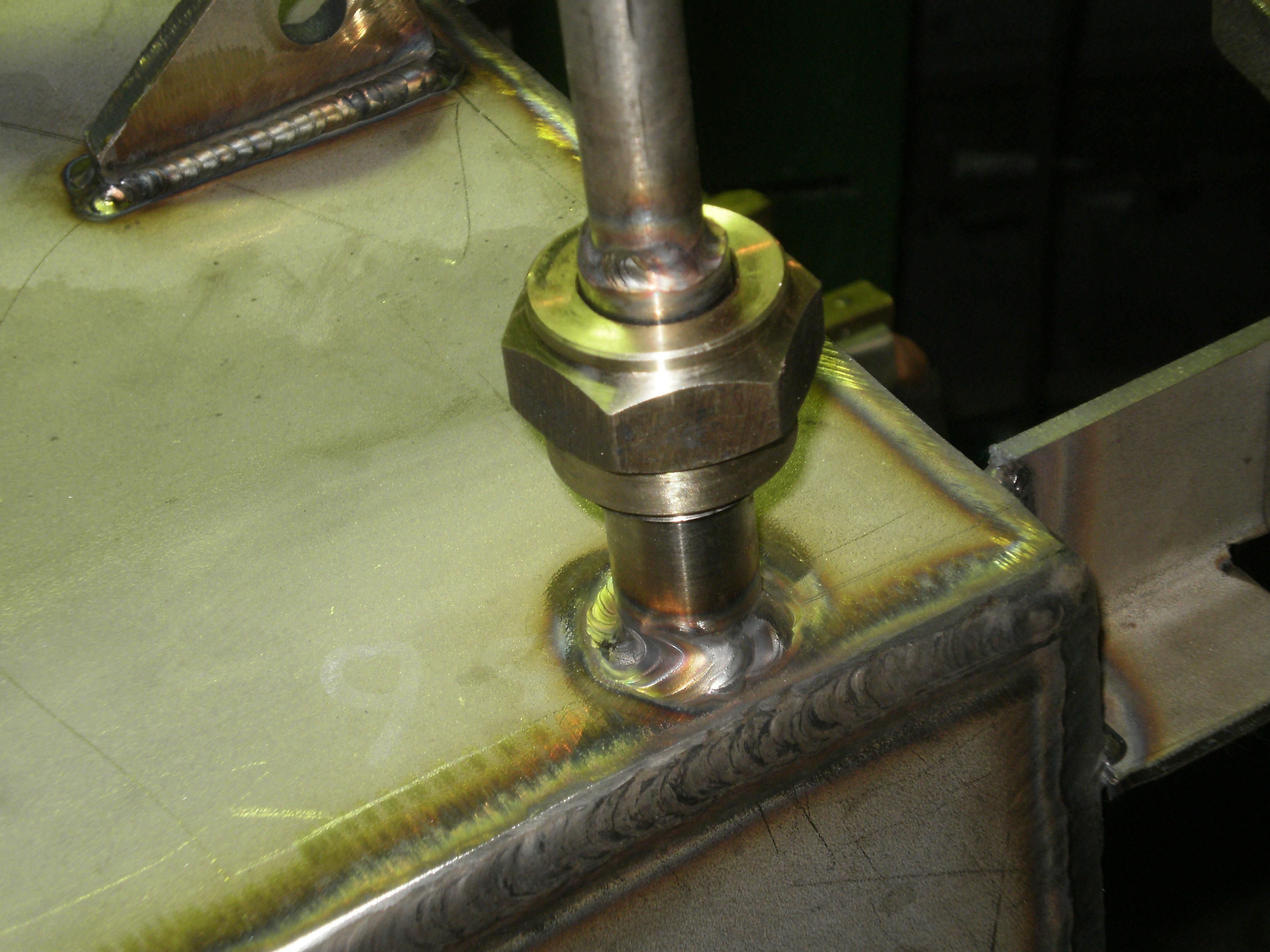
После вырезания проема монтируется рамка для лючка сварка ТИГ, около 150 А. потом П\А привариваются петли и запоры.Вырезанный кусок трубы приваривается к рамке(тоже ТИГ, ток около 130А)-люк готов. Быстро? 1.5 часа работы, их 12 штук... Сверху шва положил пруток присадочный диаметром 2 мм
1 балл
-
Начинаю выполнять обещание-фото последней работы. Но вначале маленькое пояснение. Я работаю, нет-работал на португальской фабрике "Силком"- Недобросовестные работодатели (пост №9) В числе постоянных клиентов есть Атлантикс Милс http://www.atlanticmeals.pt/En/index.aspx?showArticleId=54&menuId=5 -один из крупнейших производителей риса и детского питания из рисовой муки в европе-климат и экология португалии способствуют этому. Оборудование только из нержавейки марок 304 и 316 Задача: изготовит шнековый транспортер для перегрузки рисовой муки(основной компонент для детского питания). Корпус-труба диаметром 324 мм, толщина стенки 3 мм, длина 5 метров. Внутри спираль(шнек) который при вращении перемещает муку с одного конца трубы к другому. По всей длине трубы 6 люков размером 500х400 мм для очистки внутренностей транспортера. Валы шнека вставляются в самоустанавливающиеся подшипники которые крепятся на крышках трубы. Поэтому продукт подается через боковой приемный бункер-вваривается в стенку трубы. Выход продукта тоже сбоку. Вход смотрит вверх, выход вниз. Обязательное условие-строгая паралельность входа и выхода в вертикальной и горизонтальной плоскости. Два таких транспортера соединяются между собой-выход первого со входом второго, получается сумарная длина 9.5 метров. Потом этот транспортер будет установлен взамен старого изношенного. И до и после транспортера есть другое оборудование которое закреплено на фундаментах. Поэтому требование к положению в пространстве входа и выхода. Да, забыл добавить, транспортер устанавливается под углом 40 градусов к горизонту-мука перемещается снизу вверх Ну, вроде понятно обьяснил. Если что спрашивайте-отвечу. К сожалению не могу показать траспортер в сборе. Счас его моют и чистят-придают красивый вид перед перевозкой на место работы. А ехать на фабрику для сьемок не хочется-опять "чуманеть" буду. пс. Для "атлантик милс" я много чего делал, будет интерес-выложу.1 балл
-
Я предпочитаю по отбортовке, с прижимами, на подложке. Приходилось варить нижние и верхние бачки тракторных радиаторов ЮМЗ и МТЗ (они к сотам болтами прикручиваются). Швы получались красивые, практически в ровень с основным металлом, даже зачищать не нужно.1 балл
-
Эх... хорошо. когда есть возможность варить в кондукторе, но к сожалению гораздо больше швов без такой возможности. да и с более тонким металлом. например 0,4-0,5. или хотя бы единичка.1 балл
-
Только в конце работы. Счас еще показывать не чего. Фодес, заколебало все, времени с каждым днем все меньше и меньше а уточнений и дополнений все больше и больше. Сегодня целый день точил лабиринтовые уплотнения хотя вчера планировал варить лючки на корпусе. Спрашиваю патрона:" Почему уплотнения не закажеш на стороне?" Долго и дорого отвечает. Можно подумать я господь и сделаю быстрее. В прочем сам виноват-нечего было раньше из говна лепить пулю. Счас ему понравилось-"тебе самое главное поставить задачу, а как ее выполнить ты сам придумаеш"1 балл
-
В основном жостко зажимаю коонструкцию по всей длинне шва (например в кондукторе), сварка на предельном токе с максимальной скоростью Нержавейка 3мм ток 107 ампер сварка в один проход без присадки на максимально возможной скорости, вертикальная полка жостко зажата планкой толщиной 18мм , длинна стола 2520мм ширина 770 мм
1 балл
-
Немного нержавейки
1 балл
-
Да, финская, на первых фото засветка от дуги мешала расмотреть, потому и засомневался. Давно алюминий вариш? Швы зачетные. Заметил что иногда и сварщик с опытом, и знания есть, а швы какие то не кошерные(взгляд как то не цепляет), но качественные. А бывает новичек на 2-3 день уже ложит такие швы что приятно посмотреть(правда часто это только внешний вид красивый, при контроле разрушением видны непровары)1 балл
-
Наконец-то добрался до компа сфоткал и разобрал эт старая потек, антифриз, прогорела
1 балл
-
Пасиб. Горелка родная, только головка не поворотная несколько неудобно в углах. Алюминий из Амг, присадка Амг-51 балл
-
АВД , аппарат Kemppi, а горелка явно не родная, вроде АГНИ. Почему? Или я ошибаюсь? Швы качественные, приятно посмотреть. Что за марка алюминия и присадка какая?1 балл
-
Вот этим
1 балл
-
"Молоток-вырастиш кувалдой станеш!"(без насмешки и иронии). Если не трудно, опиши технологию-как подготавливал, разделка швов, токи , как , и чем после сварки профиль диска облагораживал?1 балл
-
Добавлю еще от себя... при попадании на кожу: жжение и желтые следы воздействия-явные признаки Азотной кислоты(неграмотные девки беспризорные ржут и прикалываются на тему Цироза печени) хотя на самом деле все заметно сложнее и тревожнее- работник фабрики где я работаю и в обязности которого входило "ОЧИСТКА СВАРОЧНЫХ ШВОВ" внезапно умер при невыясненных обстоятельствах 30 декабря 2009 года... Думайте сами... и внимательно читайте ссылку на википедию что я дал(раздел-ТОКСИЧНОСТЬ)1 балл