Лидеры




Популярный контент
Показан контент с высокой репутацией 08.02.2012 во всех областях
-
Электроды УОНИ 13\45 обмотанные медной проволокой! Дешево и сердито!3 балла
-
Ух ты,изменения существенные. тогда так.
 2 балла
2 балла -
Тренировка для глаз кто найдет 1/2 жмите + в зеленном кружочке ???????????????????????????????????????????? ???????????????????????????????????????????? ???????????????????????????????????????????? ???????????????????????????????????????? ?????????????с1 балл
-
Давление значительно выше вашего,можно и без кольца,ширина рёбер 50 мм. чтоб недобздеть и не перебздеть,давайте на 6 лучах сойдёмсяhttp://websvarka.ru/talk/public/style_emoticons/default/unsure.gif. мыло актуально....а мел-керосин лучше...1 балл
-
20-ку выдержит и крест,но необходимо пересечение креста делать с зазором и фаской по Т-8.На фото 8 планок проблемно выварить на пересечении и поэтому поставили по центру кольцо.Но с пневматикой лучше не шутить,и проверять на мел-керосин.1 балл
-
там металл S-5mm у него заявлен на заглушку,да и по разному можно 10 бар,не 50 бар. Глаз как ренген,цветная дефектоскопия не требуетсяhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif1 балл
-
Вот такой справочник может пригодится...
1 балл
-
Гораздо компактнее-это факт. ERGOTIG 18 super http://www.tdkapitan...ki/gorelki_tig/ , ABITIG 450 W http://www.weld-torc...6102011-184210/ хорошие производители,и цены неплохие (для тех моделей,которые вам подходят 300-400А)+расходники,а что будет надёжней ("наша иль не наша") покажет работа и время.1 балл
-
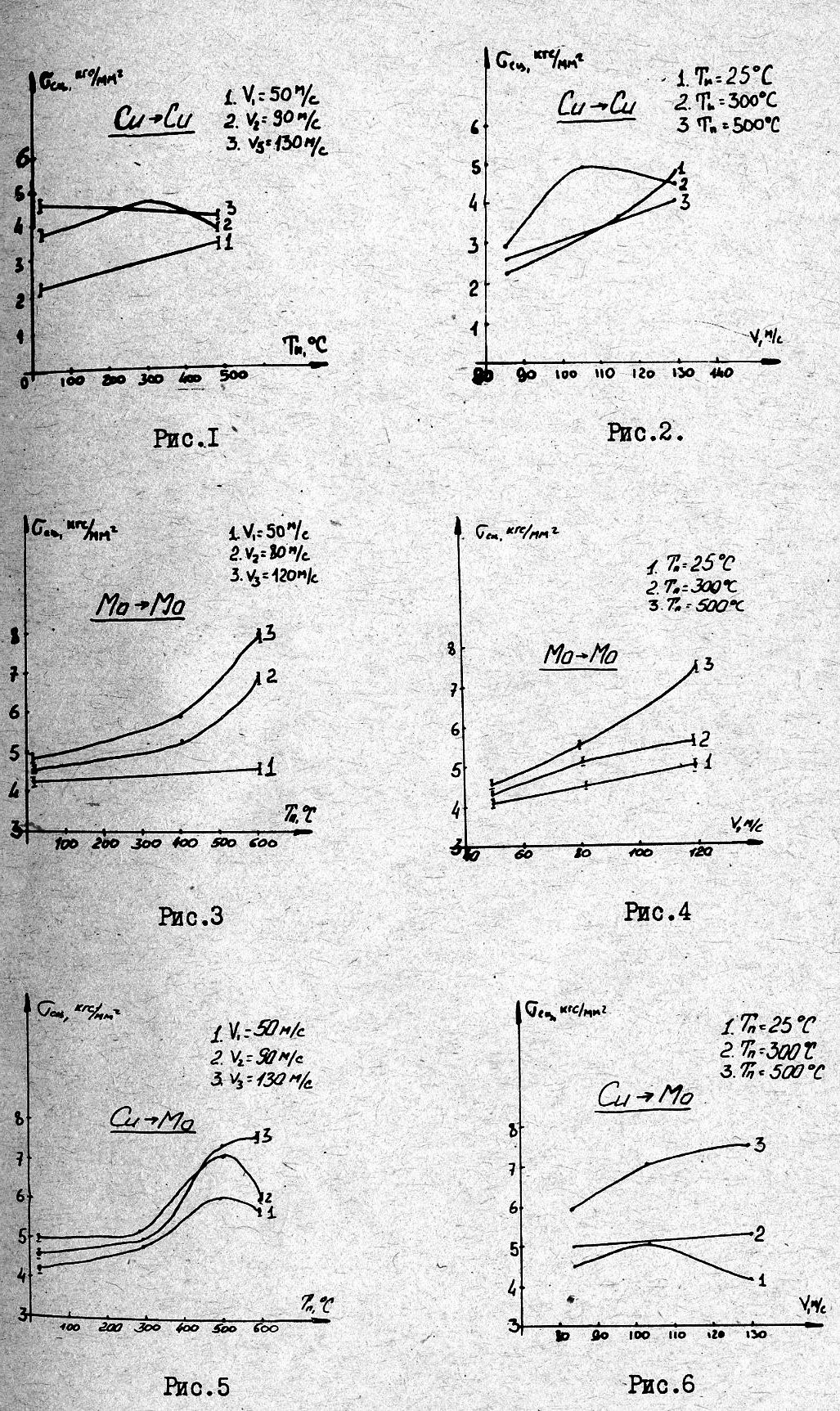
Да, не на научном, но для выбора способа восстановления изделия эти цифры очень важны. Я даже перевожу их в кг/мм2, так понятней клиентам. И величина когезии важна, пористость, коэффициент трения. Никель, который Romich напыляет на опорные шейки распредвала, в парах трения не применяется, т.к. в отсутствие или ограничении смазки (что часто бывает при превышении усилия сжатия или малых зазорах) идут задиры. По поводу адгезии. Цифры примерно как у плазменных покрытий (рис.) Из своего опыта - штифтовая методика очень не точная, много влияющих на точность измерения факторов, и к тому-же трудоемок процесс изготовления образцов. Мы в свое время от нее отказались и перешли на клеевой метод. Возникла проблема клея. Дело пошло, когда нашли в Шостке пленочный, если не ошибаюсь ВК-20. Площадь образца увеличили до 20 мм (штифты Ф4). А зто по какой методике? Трещины. Их зачастую замазывают компаундами, запаивают, запыляют... Течь перестает, но трещина остается. Качественный ремонт предполагает полное удаление трещины с последующей сваркой. Даже раздека и провар на 3/4 толщины в значительной мере ослабляет конструкцию - остается концентратор напряжений. Вибрация при работе механизма, термические циклы сделают свое черное дело. При сварке чугунных блоков (да и др. деталей из чугуна) в околошовной зоне есть микронадрывы, которые Кастолин предлагает запаивать. Вот в этом случае ДиМет может оказаться полезным. Но "лечить" трещины только напылением (радиаторы - другая тема)с моей точки зрения нельзя. Оно, конечно, напылить можно, и даже верю, что герметично получится, но есть большой риск, что "благодарный" клиент на счетчик поставит или, пардон, морду набьет. Про масло... Мне вот не понятно, неужели так трудно помыть и обезжирить напыляемую поверхность? Тем более, что в процессе напыления на нее осядет и прилипнет к смазке абразивный порошок. Для меня, да и для многих других, подготовка поверхности под напыление - "священная корова". Я даже пальцем запрещаю прикасаться к подготовленной под напыление поверхности. Сегодня разрешишь - завтра он грязной рукавицей ухватится. А потом стоит - глазами хлопает - "Отвалилось покрытие..." Детонационно-газовое напыление. Когда я работал в Туле пушки не было, мы напыляли в основном плазмой, меньше газом и ЭДМ. Детонационная установка "Днепр" была у нас в Апатитах. Тоже обстреливали подложку вначале корундом (подготовка поверхности) затем нужным для покрытия порошком, но потом от этого ушли - ствол дороже. Я этот метод почему упомянул - очень напоминает ХГН (или наоборот - ХГН детонацию). Кстати, не понятно, почему ХГН выделяют из категории "газотермическое напыление". Ведь в процессе участвуюет нагретый газ. Детонация в принципе то-же самое, только температура и скорости повыше. Нагрев и разгон порошка осуществляется за счет энергии продуктов детонации газовой смеси (обычно ацетилен+кислород). Скорость распространения детонационной волны 2000 - 4000 с/сек. Температура в зависимости от состава смеси 2200-5500С, скорость полета частиц 600 - 1000 м/сек, коэффициент использования порошка 50-70%, скорострельность 1-6 цикл/сек. Адгезия покрытий (не всех, конечно) достигает 160 МПа, пористость 0,5-1,0% При всех достоинствах этого метода он имеет и крупные недостатки (нужна шумоизоляция, работа в автоматическом режиме в серийном производстве) Детонация хорошо пошла для напыления коленвалов.
1 балл
-
Фотографии бы вашего "соединения". Я все же вставлю... Вы отзывы почитайте! Что новичек, что профи не знает как из этого чуда аппарат ввыжать нормаьлный результат. Дома отрезать канализацию. может и пойдет. А вот для серьезных дел эта ноухау ни как не пригодна. ИМХО! Если кто-то докажет обратное, буду очень признателен!1 балл
-
ОЗЧ-2, ОЗЧ-6. Это электроды, как и ОЗЧ-1 на медной основе для сварки чугунных деталей. Для сварки чугуна предпочтительней электроды со стержнем на основе никеля или железо-никелевого, медно-никелевого сплава (ОЗЧ-3, ОЗЧ-4, МНЧ-2, Castolyn 2-44 и др.) Дорого, однако если требуется качество...1 балл
-
copich, по чём нынче родина(с совестью ,оптом)? Может и я продам...... П.С. А окурки по пол километра , до урны несу.0 баллов