Лидеры




Популярный контент
Показан контент с высокой репутацией 24.05.2011 во всех областях
-
Составил: Главный внештатный специалист-эксперт Главного управления здравоохранения Курганской области главный профпатолог Лукина Марина Васильевна. Основные профзаболевания К основным, чаще всего развивающимся профзаболеваниям газоэлектросварщиков относятся: 1. Интоксикация марганцем (нейротоксикоз) 2. Пневмокониоз электросварщиков 3. Профессиональная экзема 4. Пылевой бронхит 5. Бронхиальная астма. Интоксикация марганцем Марганец относится к числу нейротропных ядов, способных вызвать развитие наиболее тяжелой формы профессионального нейротоксикоза. Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани. Марганец ускоряет выработку антител и синтез витамина С. Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля. Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах. В крови в норме содержится 0,012 – 0,050 мг% марганца. Выделение происходит в основном с калом, меньше с мочой, слюной, грудным молоком. Предельно допустимая концентрация (ПДК) марганца в воздухе рабочей зоны – 0,3 мг\м3 для аэрозолей дезинтеграции и 0,05 мг\м3 для аэрозолей конденсации. Марганец обладает выраженным тропизмом к подкорковым узлам головного мозга. Он нарушает обмен биогенных аминов, ряда ферментов, угнетает адренореактивные и активирует холинореактивные системы, увеличивает содержание ацетилхолина в синапсах подкорковых узлов и гипоталамуса. Но главное в его токсическом действии – нарушение синтеза и депонирования дофамина, нарушение баланса содержания ацетилхолина и допамина, в результате чего нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства. Марганец также вызывает гипофункцию желез внутренней секреции, функциональную недостаточность печени, вазомоторную недостаточность, снижает кровенаполнение мозга (в бассейне вертебро-базиллярных артерий) и суммарный мозговой кровоток. Марганец обладает аллергизирующим действием, поэтому кроме поражения нервной системы способен вызывать бронхиальную астму и экзему. При вдыхании пыли марганцевых руд возможно развитие пневмокониоза (манганокониоза), при вдыхании сварочного аэрозоля – пылевого бронхита, пневмокониоза электросварщиков. Необходимо отметить, что острых отравлений марганец не вызывает, в производственных условиях развивается хроническая марганцевая интоксикация. Признаки интоксикации развиваются медленно. У электросварщиков, работающих с марганецсодержащими электродами в закрытых емкостях и подвергающихся воздействию повышенных концентраций марганца в сочетании с оксидом углерода, клиническая картина поражения нервной системы характеризуется астеническими, вегетативно-сосудистыми, а иногда и негрубыми полиневритическими нарушениями. Степень выраженности экстрапирамидных нарушений зависит от концентрации оксидов марганца в рабочей зоне. Для стадии функциональных нарушений характерны общая слабость, повышенная утомляемость, снижение физической и умственной работоспособности, двигательной активности, повышенная сонливость. Сужается круг интересов, появляется благодушие, отсутствие адекватной оценки состояния своего здоровья, что обусловливает позднее обращение больного за медицинской помощью. Отсутствие специфики и яркой клиники на этом этапе вызывает затруднения диагностики. Объективно у больного имеет место легкая мышечная гипотония, гипергидроз, гипомимия, лабильность пульса и АД, чувствительные нарушения. Это легкая степень хронической марганцевой интоксикации. В большинстве случаев возможна стабилизация процесса, реже – восстановление здоровья. При продолжении контакта с марганцем к этим проявлениям добавляются признаки интеллектуально-мнестических нарушений, экстрапирамидной недостаточности (брадикинезия, умеренное повышение мышечного тонуса, координационные нарушения), поражения периферических нервов (гипестезия по дистальному полиневритическому типу). Изменения носят мало или необратимый, нередко прогрессирующий характер. Это средняя степень тяжести хронической марганцевой интоксикации. Тяжелая степень интоксикации развивается редко и характеризуется наличием акинетико-ригидного или амиостатического синдрома или марганцевого паркинсонизма. Марганцевый паркинсонизм развивается чаще у малостажированных больных (от нескольких месяцев до 2-3 лет) и характеризуется диффузным поражением нервной системы двигательными и психическими нарушениями. Кроме марганцевого паркинсонизма возможно развитие токсической полиневропатии с дистальной гипальгезией, снижением силы, болезненностью мышц при пальпации, снижение потенции у мужчин, нарушение менструального цикла у женщин, гастрита со ниженной секрецией. Следует отметить, что у многих, длительно работающих в контакте с марганцем интоксикация не развивается или под воздействием сопутствующих марганцу окиси углерода, продуктов сгорания электрода, аэрозолей металлов развивается поражении других органов и систем. Очевидно, это связано с тем, что синдром марганцевого паркинсонизма развивается в основном у лиц с генотипически обусловленной повышенной уязвимостью (неполноценностью) стриопаллидарной системы. Вследствие этого возможно субклиническое течение марганцевой интоксикации, которое под влиянием атеросклероза, нейротравмы, нейроинфекции и др. приобретает клиническое течение в виде синдрома марганцевого паркинсонизма. Необходимо отметить, что клинические проявления марганцевой интоксикации продолжают прогрессировать в течение многих лет после прекращения контакта с ним. Дифференциальный диагноз в стадии функциональных нарушений проводится с неврозами и неврозоподобными состояниями, полиневропатиями диабетического, постинфекционного, алкогольного происхождения. В стадии органических нарушений (токсическая энцефалопатия) – с опухолями головного мозга, острыми нарушениями мозгового кровообращения, постинфекционными и посттравматическими энцефалопатиями, паразитарным поражением головного мозга. Лечение и дальнейшее наблюдение пациента – в профцентре. Патология легких и дыхательных путей у электросварщиков В процессе работ, связанных с электросваркой, образуется высокодисперсный аэрозоль, включающий пыль железа и других металлов, а также газы, обладающие токсичными и раздражающими свойствами, и диоксид кремния. Состав и количество образующейся высокодисперсной пыли зависит от вида сварки, состава используемых сварочных материалов и свариваемых металлов, режима сварочного процесса и др. Кроме пыли железа, а при ряде работ и свободного диоксида кремния, сварочный аэрозоль может содержать токсичные вещества – оксиды марганца, оксиды хрома, соединения никеля, меди, цинка, ванадия и других металлов, а также оксиды азота, оксид углерода, озон, фторид водорода и др. Если в сварочном аэрозоле содержится большое количество пыли оксидов железа и диоксида кремния, то пневмокониоз электросварщиков расценивается как сидеросиликоз. При высоком содержании в аэрозоле свободного диоксида кремния могут развиваться классические формы силикоза. Известны случаи возникновения манганокониоза (пневмокониоз от воздействия пыли марганца) у электросварщиков, применяющих качественные марганецсодержащие электроды. При использовании электродов с фтористо-кальциевым покрытием у электросварщиков нередко возникают острые респираторные заболевания и пневмонии, что в определенной мере можно связать с токсическим действием образующегося при сварке фторида водорода. У газорезчиков, имеющих контакт с газами раздражающего и токсического действия, также отмечается наклонность к повторным пневмониям и частым острым респираторным заболеваниям. Возможно развитие острых поражений верхних дыхательных путей и легких вплоть до токсического отека легких (фторид водорода, оксиды азота и др.), а также литейной лихорадки от воздействия аэрозоля конденсации цинка, меди, никеля и других металлов. Т.о., сварочный высокодисперсный аэрозоль сложного состава может оказывать не только фиброгенное, но и токсическое, раздражающее, сенсибилизирующее действие. В связи с этим у электросварщиков и газорезчиков , помимо пневмокониозов, могут развиваться хронический бронхит и бронхиальная астма (от воздействия хрома, никеля и других соединений). Воздействие производственной пыли у сварщиков нередко сочетается с воздействием неблагоприятных факторов микро- и макроклимата, с вынужденной неудобной рабочей позой, что ускоряет развитие патологического процесса и обусловливает полиморфизм клинической картины. Большую роль играет также работа в закрытых емкостях (цистерны, баки и т.п.), где в условиях замкнутого пространства и при отсутствии вентиляции сварщик вынужден дышать воздухом с большой концентрацией сварочных аэрозолей. Респиратором сварщики не пользуются в силу неудобства (одновременное использование щитка и респиратора практически невозможно), а специальными шланговыми противогазами с подачей воздуха предприятия не обеспечены. Пневмокониоз, обусловленный воздействием пыли, выделяющейся при сварочных работах и газорезке, характеризуется в большинстве случаев доброкачественным течением. Обычно кониотический процесс возникает через 15 – 20 лет после начала работы. В единичных случаях при проведении сварочных работ в замкнутых емкостях возможно более раннее развитие пневмокониоза (через 5 – 6 лет). Клинические проявления пневмокониоза электросварщиков, как и многих пневмокониозов, весьма скудны. Обычно больные жалуются на кашель сухой или с небольшим количеством мокроты, умеренную одышку при физическом напряжении, иногда – боли в грудной клетке. При этом физикальные данные обследования длительное время остаются в норме, показатели функции внешнего дыхания длительно не изменены. Позже обнаруживаются признаки эмфиземы легких, показатели ФВД слегка снижаются преимущественно по рестриктивному типу. Рентгенологически в начальной стадии пневмокониоза выявляются диффузное усиление и деформация сосудисто-бронхиального рисунка. На этом фоне определяются четко очерченные, округлые, одинаковой формы и величины узелковоподобные образования, которые по мере прогрессирования заболевания и при продолжении работы в условиях воздействия аэрозоля довольно равномерно усеивают оба легочных поля. Указанные изменения обусловлены главным образом скоплением рентгеноконтрастных частиц металлической пыли. В отличие от силикоза не наблюдается значительное увеличение лимфоузлов корней легких, пневмофиброз выражен слабо, фиброзные узелки, характерные для силикоза, не формируются. Пневмокониозу электросварщиков свойственно, как правило, доброкачественное течение без прогрессирования процесса в постпылевом периоде. Отличительной его особенностью является возможность регрессии или обратного развития патологического процесса после прекращения работы в контакте с пылью. Наблюдаемое уменьшение количества и размеров узелковоподобных образований в легких обусловлено тем, что при этой форме кониотического процесса клеточная реакция в легких преобладает над процессами фиброза. В связи с этим возможно обратное развитие клеточно-пылевых очажков за счет элиминации рентгеноконтрастной пыли и рассасывания клеточных скоплений и молодых коллагеновых волокон. Пневмокониоз электросварщиков сравнительно редко осложняется туберкулезом. Довольно частые осложнения – это хроническая бронхолегочная инфекция с симптомокомплексом бронхита. Предрасполагают к развитию этого осложнения перенесенные острые отравления газами раздражающего и токсического действия или частые острые респираторные заболевания, под видом которых также нередко протекают слабовыраженные, стертые формы последствий острого воздействия газов, образующихся при сварке и газорезке металлов. Дифференцировать пневмокониоз электросварщиков необходимо с другими заболеваниями органов дыхания, характеризующимися развитием пневмофиброза и\или имеющими сходную рентгенологическую картину: туберкулез, саркоидоз, карциноматоз легких, лимфогранулематоз, диффузным фиброзирующим альвеолитом и др. В лечении пневмокониозов упор делается на этиологическое (прекращение контакта с пылью) и патогенетическое. Последнее включает в себя отхаркивающие препараты, муколитики, витамины, биогенные стимуляторы, по показаниям – бронхолитики, ингаляционные ГКС. Хороший эффект показывает физиотерапевтическое лечение, ЛФК, санаторно-курортное лечение. Профилактика профзаболеваний электросварщиков 1. Совершенствование технологических процессов. 2. Регулярное использование индивидуальных средств защиты (для электросварщиков это противогазы шланговые, которые обеспечивают подачу воздуха, пригодного для дыхания, из чистой зоны; существуют также автономные противогазы, которые обеспечивают подачу дыхательных смесей из индивидуального источника воздухоснабжения; фильтрующие СИЗ органов дыхания газопылезащитные). 3. Наличие, исправность и регулярное использование коллективных средств защиты: местная приточно-вытяжная вентиляция и увлажнение перерабатываемых материалов. 4. Качественное проведение предварительных при поступлении на работу профилактических медицинских осмотров, основная цель которых - определение профессиональной пригодности к работе в контакте со сварочными аэрозолями. Основные противопоказания к допуску перечислены в приказе МЗ РФ от 14.03.1996г № 90 «О порядке проведения предварительных и периодических едицинских осмотров работников и медицинских регламентах допуска к профессии». 5. Качественное и регулярное проведение периодических профилактических медицинских осмотров, основная цель которых – выявление начальных признаков профзаболеваний и начальных признаков общих заболеваний, препятствующих продолжению работы в контакте с пылью и сварочными аэрозолями. 6. Оздоровление лиц, имеющих контакт с пылью, в профилактории, пансионате, труппе здоровья. 7. Защита временем (исключение чрезмерно длительного стаже работы со сварочными аэрозолями и пылью и исключение сверхурочных работ). Рекомендуемый максимальный стаж для электросварщиков – 12,5 лет. 8. Наличие и регулярное использование дополнительных к обеденному оплачиваемых перерывов для посещения ингалятория. 9. Регулярное использование дополнительного питания. 10. Отказ от курения.1 балл
-
Не имею претензий,каждый говорит,что знает и как знает (в пределах разумного). В прошлом приходилось и кривой зелёный d=2 (ещё 70 гг.) по сталям на постоянке использовать. Остатки до сих пор валяются,заберите,ради Бога,кому нужен.1 балл
-
Доброго всем времени суток! Каждый раз читая посты начинающих удивляюсь--снимите короткое видео(21й век) и будет всё проще для взаимопонимания.1 балл
-
Загляните, мож и пригодится:http: http://penzaelektrod.ru/articles/art37.htm1 балл
-
Круговые движения на горизонталке, а так на трубе зигзагообразно или полумесяцем движение электрода, еще восьмерочкой (но для мелочевки не подойдет) Если прожигаешь, то можно не отрывать электрод, а продвигать вперед, а потом возвращать назад, на уже закристаллизовавшуюся ванну, т.е. вести электрод возвратно-поступательно (продольные колебания электрода).1 балл
-
Конечно это от твоего навыка зависит и опыта.1 балл
-
Возможно будет полРАД (TIG).pdfезно ознакомится1 балл
-
Предлагаю такой вариант.Разбить на несколько групп по принципу "Мафии". Одна часть ("ОТК" цеха) будет принципиально требовать соблюдения тех.процессов и культуры пр-ва. Вторая часть (мастера и нач.участков) жаловаться на первую т.к.она не ведёт приёмку деталей от заготовителей и проверку приходящих документов. Каждый студент на основе своих знаний придумывает претензии по качеству и оправдания своих действий.Вот это будет Игра,прям блокбастер по-нашему... Группы "Технологи" и "Энергетики" могут время от времени перебегать из одного лагеря в другой."Плановики" постоянно обострять ситуацию по срокам выхода готовой продукции ( на мастеров участков) и не возможности запуска технологических линий из-за задержек по проверке тех.готовности деталей и оборудования (ОТК).1 балл
-
Насчет выявления устранения дефектов это врядли совещание, тут нужно не со сварщиками общаться, а вести речь о текущем контроле как за входящим материалами и деталями. так за процессом и его приемкой. Это конечно же если производство а не изготовление ворот и калиток. Да и по поводу улучшения качества о чем можно совещаться? на каком уровне?? Тут больше тоже вопрос контроля, входящие аттестации, промежуточный контроль и т.п. Вопрос изначально не корректный на мой взгляд.1 балл
-
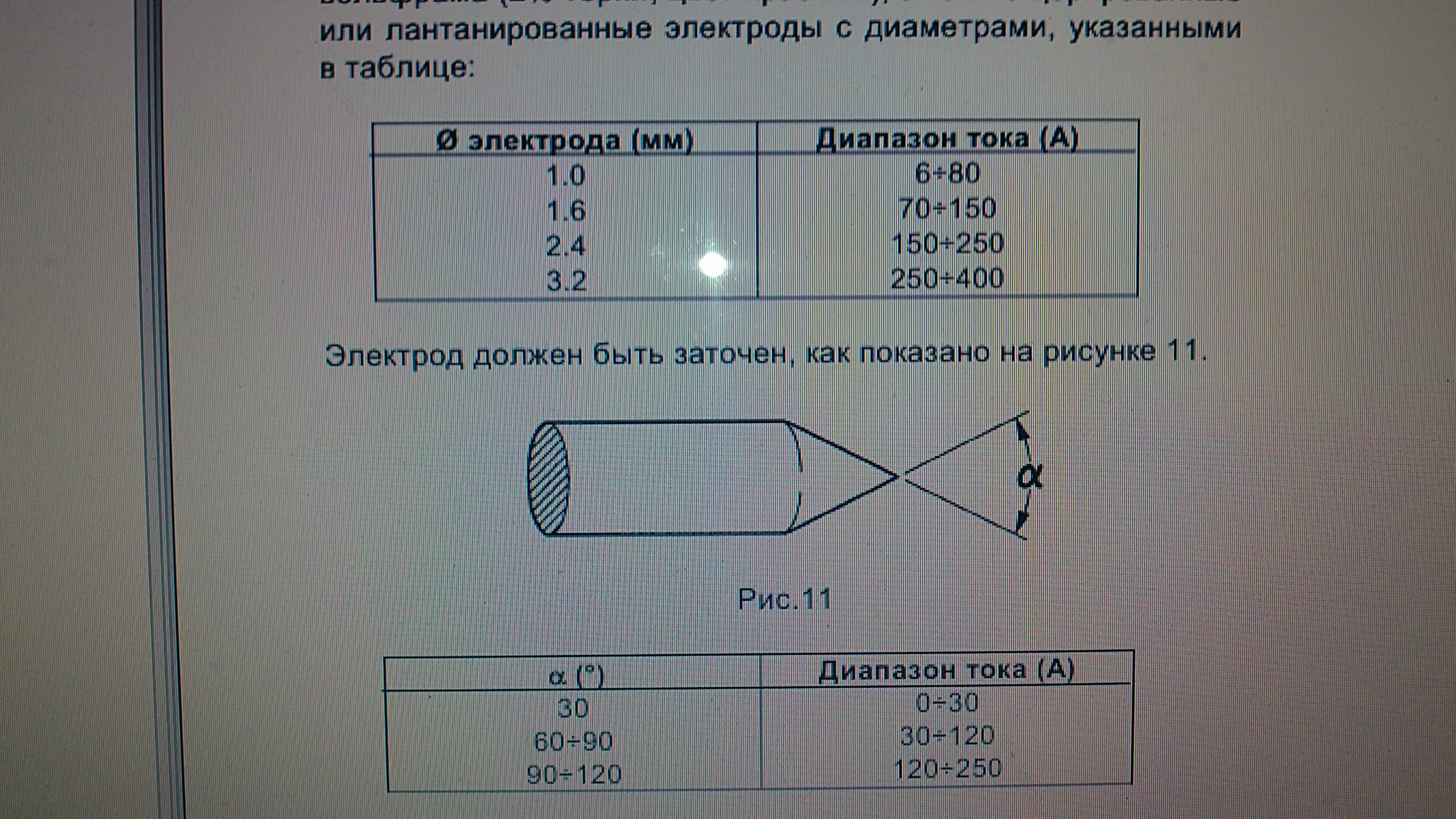
Можно ориентироваться на такую таблицу,но угловые минуты не стоит конечно ловить.
 1 балл
1 балл -
в крайнем случае,сточить всё это безобразие и перекрыть нормальным швом.Это если за 3 см трубы жаба давит.А вообще то решение при сварке(способ,режим и т.п. тех.моменты) принимает сварной,от заказчика лишь пожелания и условия,и если возникают разногласия по сварке,то можно смело передоверить держак и попросить продемонстрировать.Качество стыка целиком и полностью на Вашей совести,отсюда делай вывод.Кстати,переделка за кем либо стоит вдвое(минимум) дороже.1 балл
-
Здравствуйте, коллеги Почитал ветку. Приятно видеть, что с нашим оборудованием работают профессионалы. Несколько замечаний, которые показались мне навскидку важными: 1. Удлинение кабеля - вещь иногда крайне необходимая, но заплатить придется банальным падением мощности на дуге. Ампераж большой и даже на тех сечениях, что у нас стоят - можно потерять с десяток ампер. Соответственно на предельных режимах (толщины около 50-мм для Мультилаз-15000 это почувствуется. Однако, если толщина до 30мм, то на компенсацию сопротивления кабеля запас остается. С ВЧ-поджигом на таких длинах мы еще не сталкивались с проблемами, если столкнетесь - расскажите и будет подумато. Есть только нюанс http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Когда длина не нужна, не койлайте лишний кабель в бухту. Иногда это приводит к изменению частотной характеристики. Проще говоря, получается паразитная катушка. Оно нам надо? 2. Если разделка чего-либо воздушной плазмой идет под последующую сварку и эти сварные соединения ответственные, то лучше перед сваркой зачищать поверхность механически. В "кислой" плазме металл очень интенсивно окисляется по поверхностному слою, что не есть хорошо для последующей сварки. Однако, для не слишком ответственных соединений и особенно для опытного сварщика - это не проблема. Наши для внутренних нужд варят без зачистки. 3. Маска-хамелеон - это вещь. Только нужно обязательно смотреть на время реакции, т.е. интервал времени, за которое она затемняется. Видел китайские маски висящие без пользы - оказалось, что успеваешь схватить зайчика, пока она "очухается". 4. Давление 6 атм для Мультиплаз-15000 - маловато. Наши режут 50-мм уверенно только при 8 атм на входе. Следите за провалами давления от компрессора по манометру - обычно на аппаратах с рессивером давление бегает между двумя уровня (включение-выключение компрессора). Естественно, что на минимуме - режет хуже. И еще - при попадании влаги в воздух качество резки резко ухудшается. Мы к штатному отстойнику на блоке и штатному осушителю на компрессоре поставили еще и доп.фильтр-циклон - стало существенно лучше. Если у вас есть вопросы по нашему оборудованию - я пришел на форум, чтобы на них отвечать. Можете спрашивать в ветках с названиями аппаратов, а можете в личку. С течение дня реакции не гарантирую, но в течение пары дней буду стараться давать ответы. С уважением, Ваш Мультиплаз, а кто предпочитает по имени - Андрей.1 балл