Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2011 во всех областях
-
Рекомендации видел, но меня они смущают, да и проще подбирать опытным путе, а таблички для начинающих. Есть например вот такой РД , а вообще опытным путем я установил для себя такую схему: работал все время на диаметре 3,2. Заточка конуса на 3d, на маліх токах без притупления на токах около 100 притупление около 1мм (для постоянки). Для переменки угол заточки примерно 90 градусов. притупление примерно пол конуса. 1,6 вообще не затачивал. для переменки. Где-то так. Заточка строго вдоль электрода, притуплять акуратно, чтобы не сломать кончик(если притуплять после заточки). Электрод. если резать на части, не ломать. а резать до конца и не перегревать при заточке.<br>1 балл
-
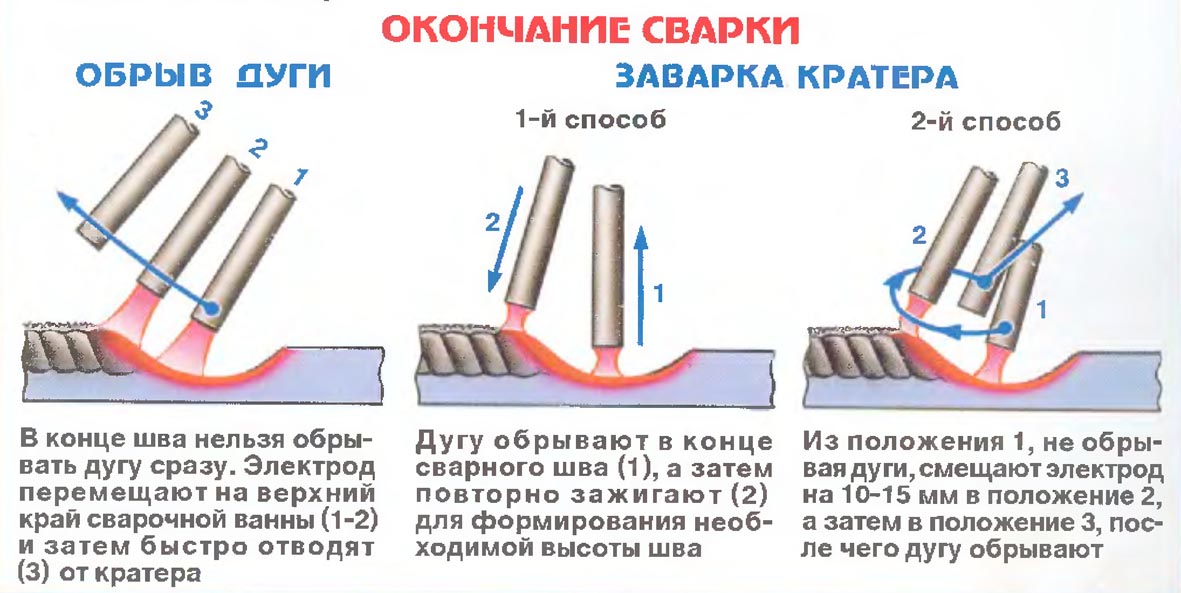
blazen79 Структура металла совершенно здесь ни при чем. Резкий обрыв дуги вызывает образование усадочной раковины, от которой возможно распространение трещин по шву. Основная суть процедуры окончания шва заключается в заварке кратера. Вы, делясь своим опытом, забываете что кроме труб (случай замкнутого шва) есть еще конечные швы. Потому и рекомендуется, в случае повышенной ответственности конструкции, выводить начало и конец шва на выводные планки. А что касается техники, то она хорошо иллюстрирована в комиксах для сварщиков...
 1 балл
1 балл -
Когда работал на шахте случилась одна история.После наряда оставляет начальник нас троих парней НАГОРА(то есть на поверхности,значит в шахту не ехать).Говорит,надо у него на даче срезать старые навесы на воротах,а новые ворота с навесами приварить к столбам.Один парень знал где дача,другой сварщик и умеет управлятся с САКом,а я так принеси- подай иди ....не мешай.Пришли на дачу,приехал трактор с САКом.И неожиданно начался дождь,благо лето не заболеешь,да и переждать не давал тракторист,САК взял на час так что не тяните.Растянули шнурки(кабеля),сварщик навернул аппарат на резку,ну а мы под навес.Снять ворота не получилось прикипели намертво.Курим ,шутим и посматриваем за сварщиком.Вот он срезал верхний навес и начал нижний.Ворота плавно накренились и прижали его к земле.И смех и грех ,картина маслом-лежит половинка ворот из под нее трясущиеся ноги и протяжный крик АААААААААААААААА.Подбежали,подняли ворота,А парню просто прижало держак между ног к промокшей насквозь робе.Интересно сколько САК на резке дает вольт.1 балл
-
Вообще глубоко в теорию не влезаю, так как мне за это не платят, есть люди с образованием, которые обязаны ответить и знать на эти вопросы ответы. Подбираю к материалу присадочный материал по параметрам схожим, если есть такой выбор. Вообще при сварке подобной стали следует следить за состоянием Сварочной ванны и именно из этого состояния делать анализ переплавления металла, создавая скорость сварки, подачу присадки ну и соблюдения различных тонкостей при начальной стадии сборки любой детали. Просвещу Вас в тонкостях, которые следует соблюдать, из которых вытекает финишное качество и красота сварных соединений. 1. Всегда протирайте детали, материал спиртом,ацетон или просто сухой тряпкой на худой конец. Это действие избавит Вас от нежелательный непослушаний Сварочной ванны(особенно на тонких металлах 1,1.5,2мм. 2. Купите пассатижи-кусачки, при создании изделия после каждой прихватки откусывайте кончик проволоки, так как в горячем состоянии при завершении контакта сварки проволока на кончике окисляется, чернеет и уже не пригодна. Многие совершают подобные ошибки, всегда вижу,толкают горелый конец на новое и новое соединение. В последствии при подобных черных точках на металле, при сварке изделия металл ведет себя не послушно, особенно в зоне места прихватки. Из за этого шов получается, как был По с..л, так говорят сварные. При соблюдений этих 2 х правил, есть здравая логика, конечный красивый результат. И помните, прихватку не нужно долго греть, чем меньше выгорело лигирующих элементов, тем проще положить на них шов. Это 3 правило. Удачи всем в красоте!1 балл