Активность
- Последний час
-
.thumb.jpeg.76e6301b5f39a7761be9db872ec3998b.jpeg) Вас понял)) ай цвай полицай это я понимаю))) да конечно. на фартук стоит 2.500 руб. 3 класс защиты. Плотность 490 гр. 100 % хлопок. есть еще 2 вариант - 2 класс защиты. 450 г. плотность. 100% хлопок.- везде огнестойкая ткань. цена 2.200 руб. Лидер продаж конечно же 3 класс. Его сравнивают с износостойкостью спилка, но у нас намного легче.
Вас понял)) ай цвай полицай это я понимаю))) да конечно. на фартук стоит 2.500 руб. 3 класс защиты. Плотность 490 гр. 100 % хлопок. есть еще 2 вариант - 2 класс защиты. 450 г. плотность. 100% хлопок.- везде огнестойкая ткань. цена 2.200 руб. Лидер продаж конечно же 3 класс. Его сравнивают с износостойкостью спилка, но у нас намного легче. -
 у нас на форуме, англоязычное высказывание не приветствуется. Ну это я так, напомнить да, особенно в такой ... форме ... Спросили немцев, а они знают: ай цвай полицай ... драй фире ... Оказалось, только мы Русские эту песню знаем
у нас на форуме, англоязычное высказывание не приветствуется. Ну это я так, напомнить да, особенно в такой ... форме ... Спросили немцев, а они знают: ай цвай полицай ... драй фире ... Оказалось, только мы Русские эту песню знаем -
да, просмотр возможен. ну наверное, стоимость интересует , ли вы рыбой не торгуете, то остается только стоимость фартука.
-
VID_20251113_151949.mp4 — Яндекс Диск пжл. сейчас открылось ?
-
Добрый вечер . Не понимаю ваш вопрос .... How much is the fish?
-
углом вперед, углом назад. как раз то что вы уже заметили плюс больше брызг и меньше (но в некоторых случаях режимом можно уйти от брызг). Это чисто теория МИГ\МАГ сварки, углубляться не вижу смысла. Так же, в одном случае удобнее сварщику следить за швом, в другом случае менее удобно. зависит от задачи. Что в целом вы уже и сами поняли, и применяете. и я так же вижу и думаю. Поэтому уменьшение напряжения, в голове не как не дает результата - уходим от подреза. Т.е. уменьшая скорость сварки, что вы и сделали, сделали более жидкую ванну, т.к. энергии в еденицу времени больше получается на том же участке. А если уменьшить еще высоту дуги, то энергии будет еще меньше и следовательно еще ниже надо будет ставить скорость. Поэтому у меня и непонимание, зачем ниже то напряжение дуги? @welderman , вот интересно. Если вводные данные у нас говорят, что уже и так холодный шов, то снижая напряжение дуги, мы еще больше остужаем и следовательно, получить подрез выше или будет очень резкий переход между основным материалом и присадком. На сколько знаю, некоторые это так же дефектуют как брак. Да, возможно подреза не будет, т.к. границы шва имеют резкий перепад, но в таком случае и прогрев материала падает и .... И мы получаем, типа "холодный шов", когда плохое перемешивание с основным материалом и следовательно потом такие швы лопаются, даже так, что шов прилеплен только к одной стенке материала, а вторая стенка просто отваливается.
- Сегодня
-
Ещё вопрос экспертам. Сварка с наклоном гусака вперёд/назад. Если гусак наклонен назад проволока подается по ходу направления шва. Если гусак наклонен вперёд проволока подается против хода направления шва. Может есть какие то названия типу такой сварки? В чём отличия? Применимость? Мы варим по умолчанию проволокой вперед. Хотя я заметил, что проволокой назад в некоторых случаях лучше получается шов, тем более когда надо поднять высоту катета. Иногда применяю.
-
 Kordahnak присоединился к сообществу
Kordahnak присоединился к сообществу -
По моим наблюдениям при понижении напряжения шов становится уже, бугристее, при дальнейшем понижении напряжения появляется чешуйчатость.
-
Как раз напряжение и не могу убавить
-
Что это?
-
Из аналогов мне перепали Нитецу W16 , прикольные , в разорваной потасканой пачке но за копейки аж 5кг. мне понравились но есть чувство что сырые...И 3.2 мм диаметр варит почти как 4ка(жирно сильно),хотелось бы 2.6 ну да ладно. Все просто вокруг этих ЛБ водят хороводы мол нету лучше на свете электродов. Так же пытался варить есабовскими 53.70, дуга себя странно на них ведет, но попробовал буквально 4-5 электродов и видимо еще не разобрался.
-
Я бы двумя обошелся
-
Стол под токарный станок. Почти на "халяву" достался лист 430-й нержавейки, решил из него сделать поддон под стружку.

-
нет. Вы используете текст. А ссылка выделяется нижним подчеркиванием автоматически и меняется цвет текста.
-
Добрый день, Арслан. Спасибо за отзыв , желаем ,чтобы вы получали удовольствие от работы с нашими аппаратами. У нас еще много различных новинок-обращайтесь.
-
Я тоже. Stavinox 70.18, 2,5мм. Купил их только потому, что в этом диаметре в маленькой пачке (2 кг) только они и были. 3мм и 2мм в пачках по 1 кг - пожалуйста, а вот 2,5мм в магазинах в 1кг пачках не бывало, ладно хоть 2кг было. Столбы заборные ими наращивал, да заглушки на них рутиловые брызжут сильнее, не особо люблю, когда стоя на уровне груди сварка. Упаковка порадовала: пленка - коробка - вакуумный пакет (шипел, когда разрезал) - картонная коробка - пленка. Если сухими упаковали, то долго таковыми будут. Сравнивать особо не с чем, особенно в этом диаметре. На токе порядка 45-50А горят нормально, во всяком случае для моих дачных нужд, не липнут на этом токе, поджигаются нормально, козырек отломишь, так и повторно поджигаются также нормально. И на прямой полярности горят, правда само собой не так, как на обратной (огарок дожигал, перед тем как рутиловые использовать). Но тут на аппарат еще оглядку надо сделать, как я думаю. У меня он нормальный, на своих минимальных 30А УОНИ 3мм поджигает и тянет, плюс мне его @tehsvar ремонтировал
-
Зачем? Есть лишние деньги? Возьмите аналоги, они не хуже.Цена на LB-52U сверхзавышена сейчас ,но суперпупер сварки не будет.За пивом они также не ходят...Нет, если Вы решили замахнуться на вильяма, нашего, шекспира( запилить на подряде газпрёма/лукойла/транснефти пару километров трубы) то хозяин-барин,можно потом понты поколотить в профтусовке с умным видом И от источника многое зависит...и кривые руки японец также не правит...
-
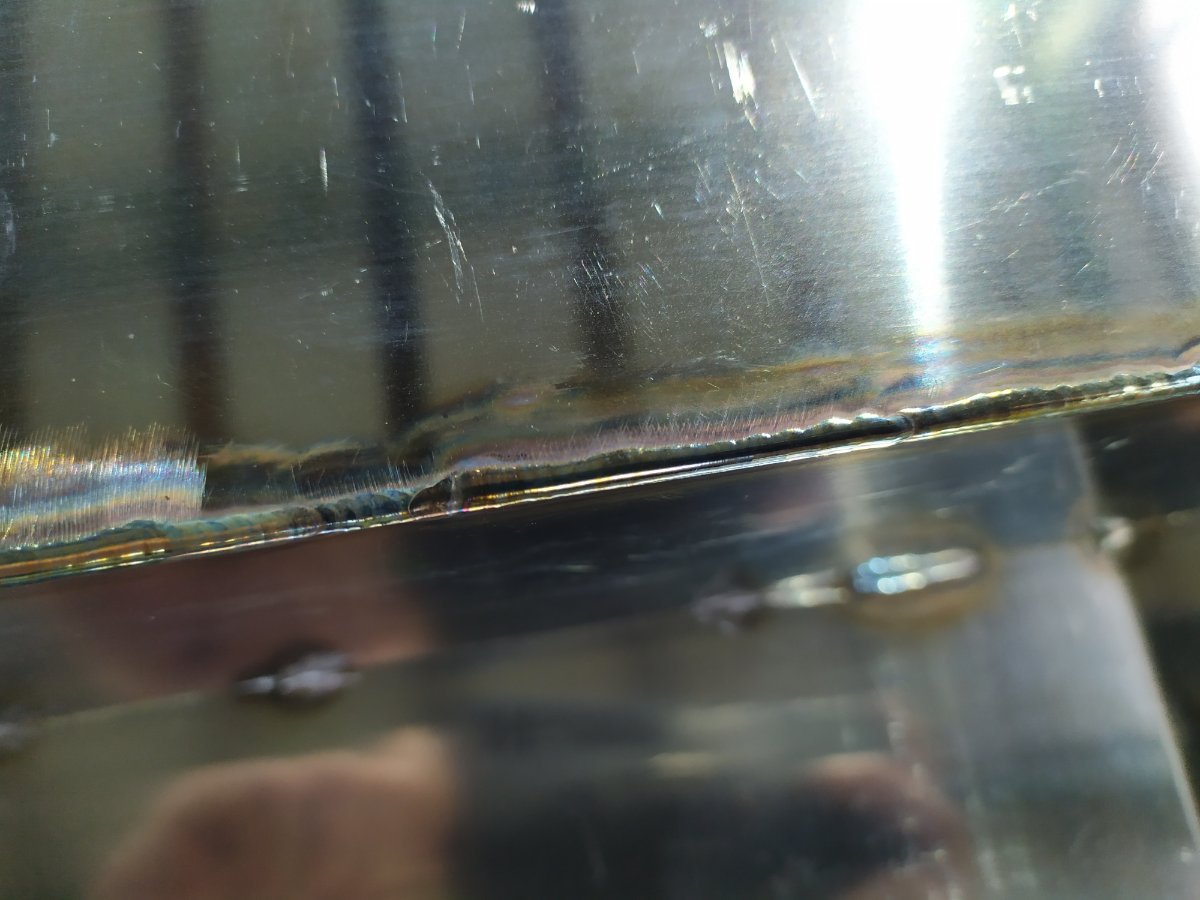
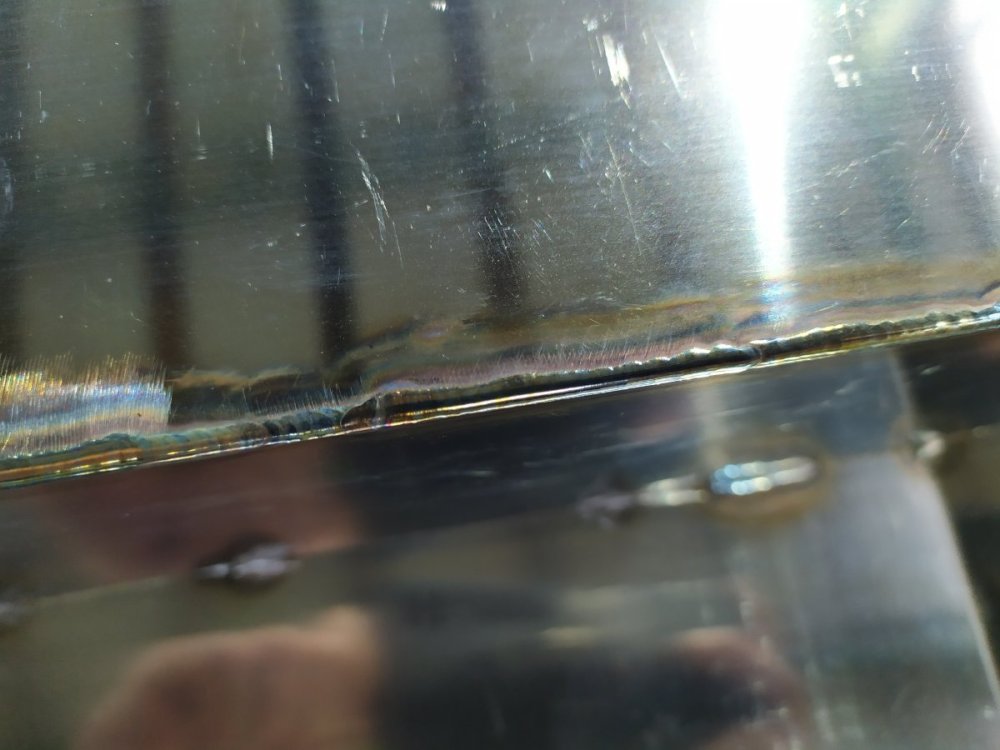
Механика образования подреза может меняться в зависимости от многих факторов.При превышении определённого уровны излишне текучий(горячий ) металл ванны будет отжиматься в хвостовую часть, формируя характерный горб и оставляя подрезы на боковой периферии
-
 Roborox_380V присоединился к сообществу
Roborox_380V присоединился к сообществу -
Предположу, что тема интереснее новичкам. А они сегодня предпочитают полуавтоматы, цены на которые стали весьма демократичными.
-
да я не спорю, что спилок - очень долго держится, не сейчас в последние 2-3 года, спилок стал намного хуже, мы шьем фартуки из огнестойкой ткани 3 класс 490 г. плотность пропитка Пробан, из этой ткани Крупный производитель Восток Сервис шьет свои бронебойные костюмы ЗЕВС. Вот и мы приняли решение шить из этой же ткани. Пока нареканий нет. Спинка из брезента - сделана только для того чтобы к ней пришить резинку- которая под мышками. Суть нашего фартука- 1 очередь защитить полностью весь костюм или даже футболку. На руки мы предлагаем новый вид нарукавников - типо рукав. Когда вместе одевает сварщик : наш фартук Телохранитель + нарукавники Рукав - то он защищен полностью. Можно даже одеть на простой костюм. Нитки используем простые- не огнестойкие. Пока не было нареканий. Мы начали шить их не давно только 4 месяц продаем. Вот и решили у спецов спросить )) что нужно улучшить. Насчет того быстро одеть и снять- то это самый важный момент- мы продали уже наши фартуки в 7 заводов- и все довольны - как одеть и как снять. но хотим чтобы - в принципе все вопросы были сняты!!! вот новая ссылка прошу посмотреть : VID_20251113_151949.mp4 (125688899) открывается ?
-
и-и-и-и.... И тогда более выраженный подрез ведь будет?! Если уменьшаем длину дуги, то меньше энергии будет и жидкая ванна не успеет растекаться. Поэтому меня и удивляет. Вроде бы, повышая дугу, мы будем иметь более расплывчатый валик, т.е. не будет его сильно поднимать.
-
Старое обсуждение Т- образный уличный стык. Надо ли торцевую трубу обваривать по кругу со всех четырех сторон или только продольные швы варить? Как у вас в этих стыках?
-
Странно что такая тема и глохнет! Столько всего на рынке есть варить не переварить... Вот например недавно попробовал индусов рутиловых от AG ,мне понравилось, и ценник нормальный, правда любят они ток побольше(что и написано на пачке,при диаметре 3мм вроде 90-100А). Еще понравились esr 11 "турецкие"(питерские), которые в ярко голубой пачке, но те подороже и подозрительно похожи в работе на куда более дешевые отечественные ОК.46 Все хочу попробовать легендарные LB да жаба душит...
-
Не совсем понял вопрос, о каких именно стыках речь? Если имеются ввиду горизонтальные перемычки вдоль крыши наверху то со всех сторон( и зря, достаточно было низ\верх) Коли речь за опорные "лапки" то по два шва с двух сторон на длину опоры, больше там из-за пустот зацепится не за что. Все что ниже крыши в основном с двух сторон варено за исключением нижнего пояса 50х50, он варен по кругу.
-
А место стыка труб обвариваете по всему периметру стыка или только вдоль ребер?