Активность
- Последний час
-
Это понял, спасибо. В режиме mig mag левый энкодер м. мин, правый вольты. Циклогрмму можно и не трогать, попробую, если будет работать. P. S. Ну вот, опять по живому, по живому всех многих новичков, как так-то. А как же реклама? Оно же покупается, из за пульсов, для пульсов, всемогущих двойных пульсов, могущих всё, во всех положениях, для всего и вся, сталь, нерж, алюминий, прям из коробки и без обучения. . Главное в жизни был пульс и импульс, (в не малой степени так и есть), а что теперь? С уважением.
-
почему? это нужно для освоения процесса? Не подколка.

-
Советы по настройке MIG/MAG. - Не забивать голову пульсами-х...ми. Это режимы не для тех задач, котопрые я в этой теме вижу. - Не забивать голову абсолютными значениями напряжения-скорости (рифму не смог придумать). Это как, например, в токарной обработке со знанием скорости резания - полезно, если применяешь дорогущие пластины, в спецификации к которым эта скорость резания указана. Есть синергетика - замечательно. Получил от нее напряжение, взял тестовую железку и на ней отстроил скорость проволоки таким образом чтобы у дуги появилась "мелодия". Отстраивать так: одна рука на регуляторе скорости; другая рука судорожно сжимает горелку; глаза и уши на дугу. Покрутил скорость в плюс/минус -> нашел крайние точки, где дуга перестает нормально гореть -> выбрал середину (или понравившуюся жесткость дуги). Если не устраивает сварочный ток ->прибавил-убавил напряжение -> повторил игру со скоростью проволоки. Вот, для примера, мой аппарат, самый простецкий, какой только бывает (трансформаторный). Напряжений всего четыре, фиксированных. Все мой потребности этим конструктивом закрываются. Только для удобства настройки (как описал выше), вынес потенциометр скорости проволоки на отдельный пульт (люблю комфорт).
-
Это пожалуй, на сегодняшний день, самое сложное. Вы наверное заметили, что на форуме не раз проскакивало, когда вопрошающий просит совета, совета в выборе, но при всём при этом, остаётся при своём желании. Он за ранее вбил себе ответ в голову, предполагаемую модель и ищет одобрительного совета, естественно его не получает. Не так давно, где то здесь на форуме читал про сие, так что советующие по тихому начинают закипать, мол зачем совета просил, если не слушаешь и упираешься. Сложней бороться с собой, головой вроде понимаешь, что обучение всегда идёт от простого к сложному, с постигания и усвоения азов, принципов. Но завсегда хочется фффсё,! и сразу!.
- Сегодня
-
Пока не напрягает, за исключением что сопло махом засоряется. Но пока это не критично. Я брал аппарат на озоне и морально был готов, допускал мысль, что он может вообще не работать, муляж. В начале темы фото есть, он работает, как-то, но работает, для дома вполне. Как бы это сказать, аппарат есть, на нём есть режимы. Когда его брал, я полуавтомат видел только раз, работающий транс, мельком, да у соседа тоже транс, в работе не видел. Тема для того и задумывалась, отзывов по этому девайсу не слыхать, как реклама гласит, синергетика лехххко, без опыта младенец сможет, пульс, даббблл пульс, да без него просто не возможно, и т. д., вот и глядим, как человек без опыта, можно сказать из коробки, лехххко опровергает усе постулаты обучения, законы физики . Глядишь кто и призадумается, повторяю я брал аппарат чисто по рекламе, а уже поооосле, литература, форумы. Не всё так просто, ближайшая металлобаза 250км, а магаз. где вообще, металл бывает, в соседнем нас. пункте 60км. Когда я там буду, тоже пока вопрос. Смотрю, слушаю. Бывает такое, бывает и шипит. Всё хорошо. Это хорошо, когда кому-то не всё равно. Ну а кому надоело, просто мимо. Если надоел властям, то под снос, я не в обиде. Если информация несёт вред, её в, за борт.
-
 Григорий 72 присоединился к сообществу
Григорий 72 присоединился к сообществу -
Я хоть по профессии не сварщик, присоединяюсь с опозданием!!!
-
Коллектор Мерседес. Работа простейшая -буквально минут 10, не больше. Некоторая незаконченность валика,но не суть важно-все равно срезается,тем более это второй проход с подогревом,т.к. вставка 5мм. Совершенно на скорую руку, пренебрегая так горячо всеми любимыми "чешуйками"Часто коллекторы такой длинны имеют прогиб по плоскости-в процессе эксплуатации происходит коробление коллектора,не говоря уже послесварочной деформации,даже с закреплением и подогревом. А вот фрезеровка плоскости представляет проблему:трудно выставить на столе,неоправданно много времени уходит на это,конечно,лучше использовать УСП .Поэтому лучше напильники,абразив и лекальные линейки
-
 ArsenyT присоединился к сообществу
ArsenyT присоединился к сообществу -
 Domovoy2023 присоединился к сообществу
Domovoy2023 присоединился к сообществу -
Попробуйте начать сначала. Не нотация ни разу, просто ваш поединок с аппаратом желательно превратить, наконец, в сотрудничество уже. Купите (да, да, - не с грядки/теплицы/помойки, а именно с металлобазы) пару отрезов уголка с полкой 40/45/50мм по 3м, толщина 3-4мм чтоб была. Порежьте их по 150мм или около. Зачистите до зеркала. Массу не на стол, а на заготовку. Проволоку возьмите есаб или что-то более менее толщиной 0,8-1мм. Новый наконечник. Газ на щёку или по ротаметру 10-15 поставьте. Сядьте/встаньте удобно, чтобы руки с опорой были. Не на ветру. На аппарате уберите недосинергетику/пульсы/шмульсы, а также, по возможности, всё, что может САМО вносить корректировки в процесс сварки. Короче, чтоб только сами регулировали напр., подачу. Индуктивность в минимум или в среднее положение. Её в последнюю очередь крутите, когда более менее начнёт получаться. Сначала в нижнем положении пробуйте просто вести горелку углом назад, чуть-чуть (по мм на сторону) делая движения по ширине. Потом 2 уголка в стык с зазором 2мм. Ориентируйтесь на слух и отсутствие брызг капель. Дуга должна приятно журчать. На аппаратах с крутилками, удобно тем, что можно крутить прямо в процессе сварки. У вас не знаю можно ли так. Смотрите проплавление и обратный валик обязательно. Каждую заготовку подписываете мелом или маркером (подача, напр., инд., положение). Потом можно пробовать вертикал. Он у новичков получается самый красивый по швам почему-то. Потолок - самый последний, когда остальными овладеете. Если результат не изменится, то отнесите аппарат и чистые заготовки туда, где умеют варить. За немного денег или ликёро-коньячно-водочной продукции, вам его проверят. По результату, его или оставите или купите другой. Сорри за нудятину.
-
 RemontProfi присоединился к сообществу
RemontProfi присоединился к сообществу - Вчера
-
Всех с праздником, всем здоровья, успехов в работе, здоровья близким!
- 4 ответа
-
- 2
-

-
Не в ту тему запсочил.
-
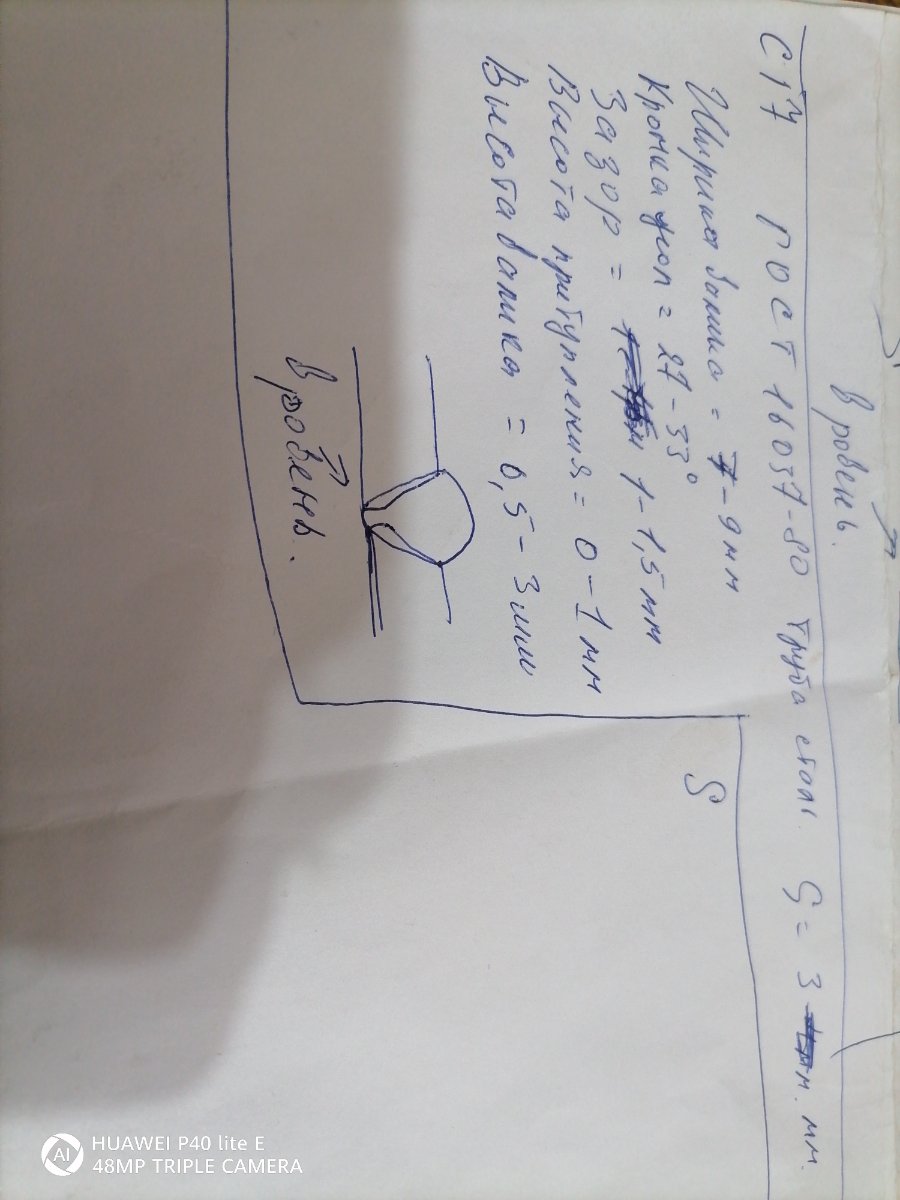
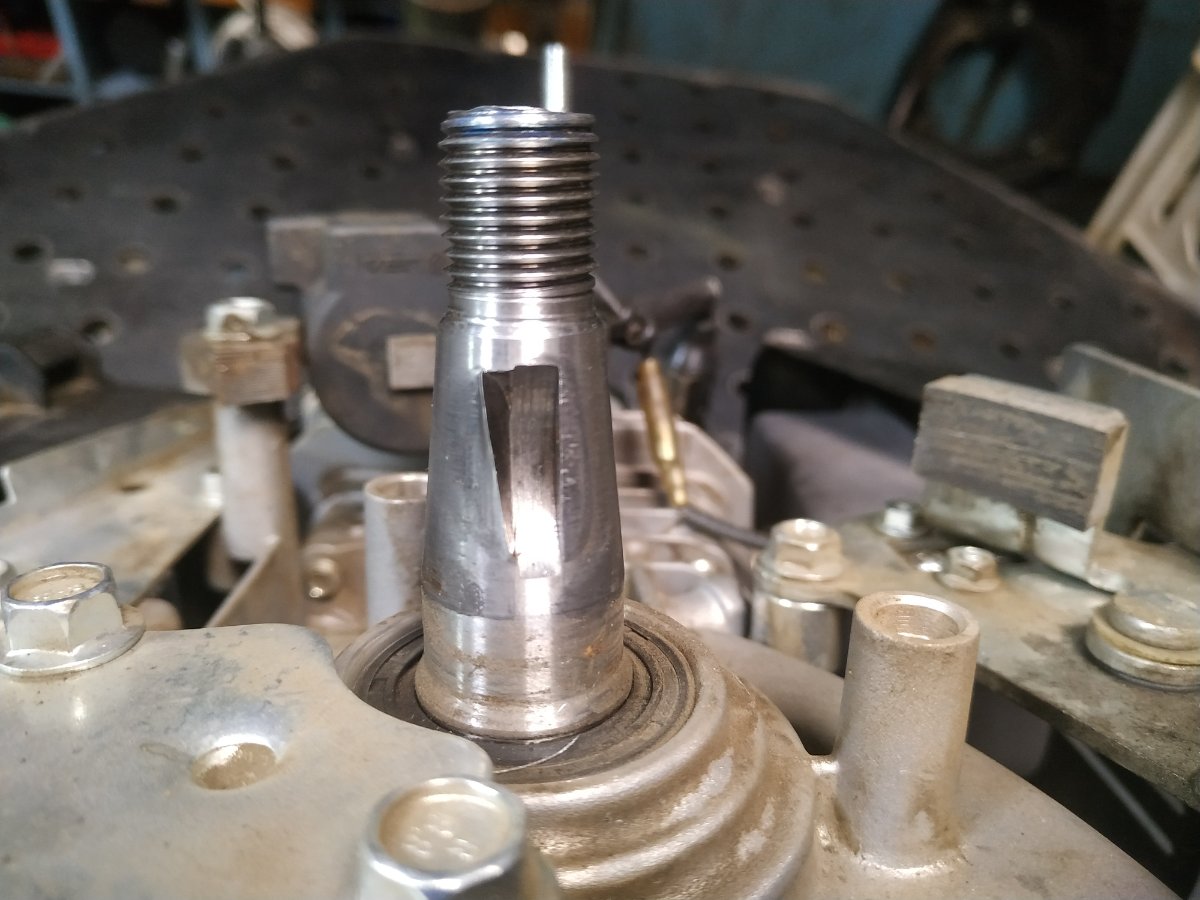
Фооокусы... https://vkvideo.ru/video-92464423_456239940 Сначала заварить хотел. П.С. Но это не окончательный вид, буду один край дорабатывать и шпонку толще делать.
-
 MarketologRU присоединился к сообществу
MarketologRU присоединился к сообществу -
Где-то читал, аналогию, с водопродным краном, где ток это толщина струи, напряжение это высота нахождения крана, а скорость с которой открываем кран получается индуктивность. Т. е. если мы откроем кран чуть на маленькой высоте, тонкая струйка ласково вольётся в поверхность, не открывая далее кран, поднимем его выше, струйка будет прерываться и падая будет брызгать, таким образом подбирая высоту, толщину струи и скорость открытия крана, держим струйку ласковой и не брызгающей. Имеем деталь, толщину, тип соединения, пространственное положение, подбираем соответствующий ток, которому соответствует определённый диапазон напряжения. Выбираем, пробуем на кошках, смотрим, что надо нам, насквозь не проплавляет, а нам надо, добавим ток, высота, ширина валика не устраивает, высокий, добавим напруги и наоборот, пробуем. Смотрим, всё устраивает, но малость брызгает, настраиваем индуктивность, больше, меньше. Запоминаем, привыкаем, как работает наш аппарат и что умеет, не забываем пользоваться газом, больше, меньше и скоростью. В общих чертах, как-то так понимаю.
-
да без проблем.
-
На практике пока как у алхимиков, те что-то во что-то лили, я что-то, куда-то кручу. Теория пока сама по себе гуляет, практика сама по себе. .
-
Благодарю за помощь, я вроде не юродствовал, просто уточнил.
-
- 4 ответа
-
- 2
-
-
плюсик к поздравлению
- 4 ответа
-
- 1
-
-
да то что надо смотреть на процесс. Капля и разбрызгивание ... Капля мелкая, когда напряжения на дуге меньше и наоборот, хотя еще очень сильно зависит и от скорости подачи. Если в аппарате есть обратная связь по оборотам двигателя, то дуга держится на запрограммированной высоте. И следовательно вы регулируете размер капли и разбрызгивание корректируя напряжение. А индуктивность, это как финишный штрих к уже подобранному режиму. Если мотор не контролируется, то очень важно держать высоту горелки на постоянном уровне. Тогда регулируя напряжение вы увидите зависимость и когда тут получите стабильность, то далее уже смотрите как влияет индуктивность. Следовательно, разбрызгивание это не только зависит от индуктивности, а от размера капли, на какой высоте она отделяется и в какую среду попадает, т.е. в расплав или на холодную часть железки. Индуктивность смягчает переходный процесс. НО!!! главное получить базу и потом ее уже до шлифовать. Поэтому я и спросил про ваш подход и чем обусловлен был выбор. А лезть в дебри ЭДС и т.п. это хорошо, что вы понимаете, но на практике то как используете? Я еще раз скажу, что оборудование отличается. Могут изначально применяться некоторые смещения. И задавая вопрос, что, зачем и почему, я хотел услышать именно ответ чем обусловлено, что тут так а там то ... просто для интереса, не более. Настроить, если аппарат это позволяет, я могу. Но вы учитесь и я хотел натолкнуть на порядок действий. Но ... в ответ теория и корявенькие швы.
-
Поздравляю всех профессионалов и любителей ! Здоровья и Успехов!
- Последняя неделя
-
А что не так? Правильно ли понял, индуктивность есть скорость нарастания тока, от нуля А до заданных А, за 0,0000 сколько то сек. ? Физически реализуется просто скрученной медной или алюминиевой шиной в спираль, чтоб магнитное поле сей катушки оказывало сопротивление току, эдс, противо эдс, с физикой не очень, на программном уровне через полупроводники, но это уже совсем дебри... Большая скорость какля отогорает со взрывом и брызгами, при правильном подборе, сварка ласковая и мягкая. Если аппарат при заданных его параметрах, на данном соединении даёт червя, то логично добавить напряжения, в пределах допуска есесно, и почему бы не убавить скорость нарастания тока чтоб по мягче было, ну можно же.?
-
Это я уже понял, не заметить это сложно, по мере прогрева изделия треба снижать ток или шпарить с отрывом, тоже и в ММА и в тиг. Хорошо бы иметь одноразовый горячий старт. Настроил параметры, нажал кнопку, он один раз сработал, чтоб начале был прогрев по сильнее, а последующие старт стоп без гор. старта, пока кнопку снова не зажмёшь. Ну потому что я, систематически, плохо вижу стык и надо остановиться даже если ванна не увеличивается, чтобы с ориентироваться.
-
Есть mig mag, ручной, выставляются м. мин и вольт. В син миг тоже можно вручную, например выставил толщину и есть диапазон напряжения, также левым энкодером, настраиваешь ток, напряжение само меняется, с учётом вашей коррекции. Т. е. выбрана толщина 1мм, аппарат выставил напряжение 52А, напр. 15в, вы сделали коррекцию напр. +- вольт или процентов, после сменили толщину на 2мм, аппарат выставил 90а и напряжение с вашей коррпкцией, правым энкодером можно вернуть коррекцию напряжения в ноль проц.
-
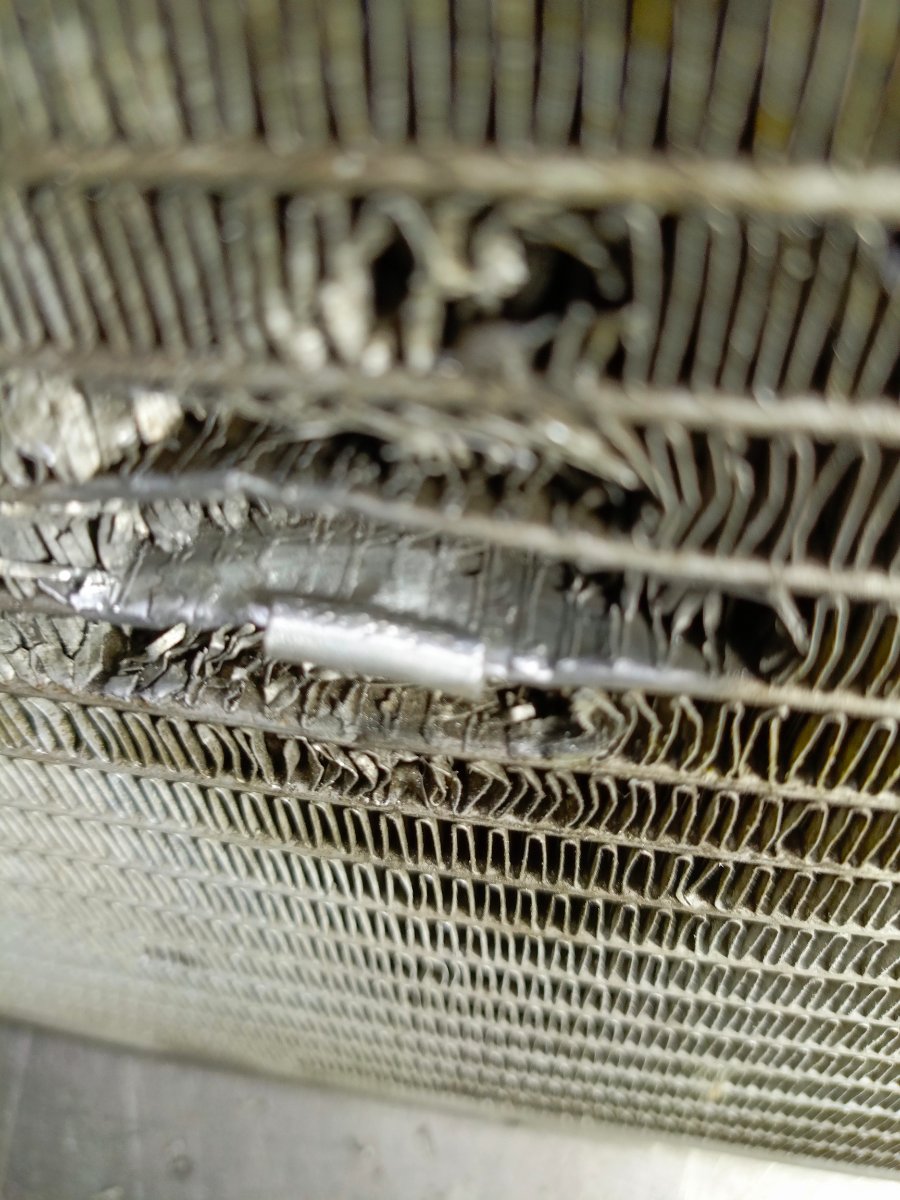
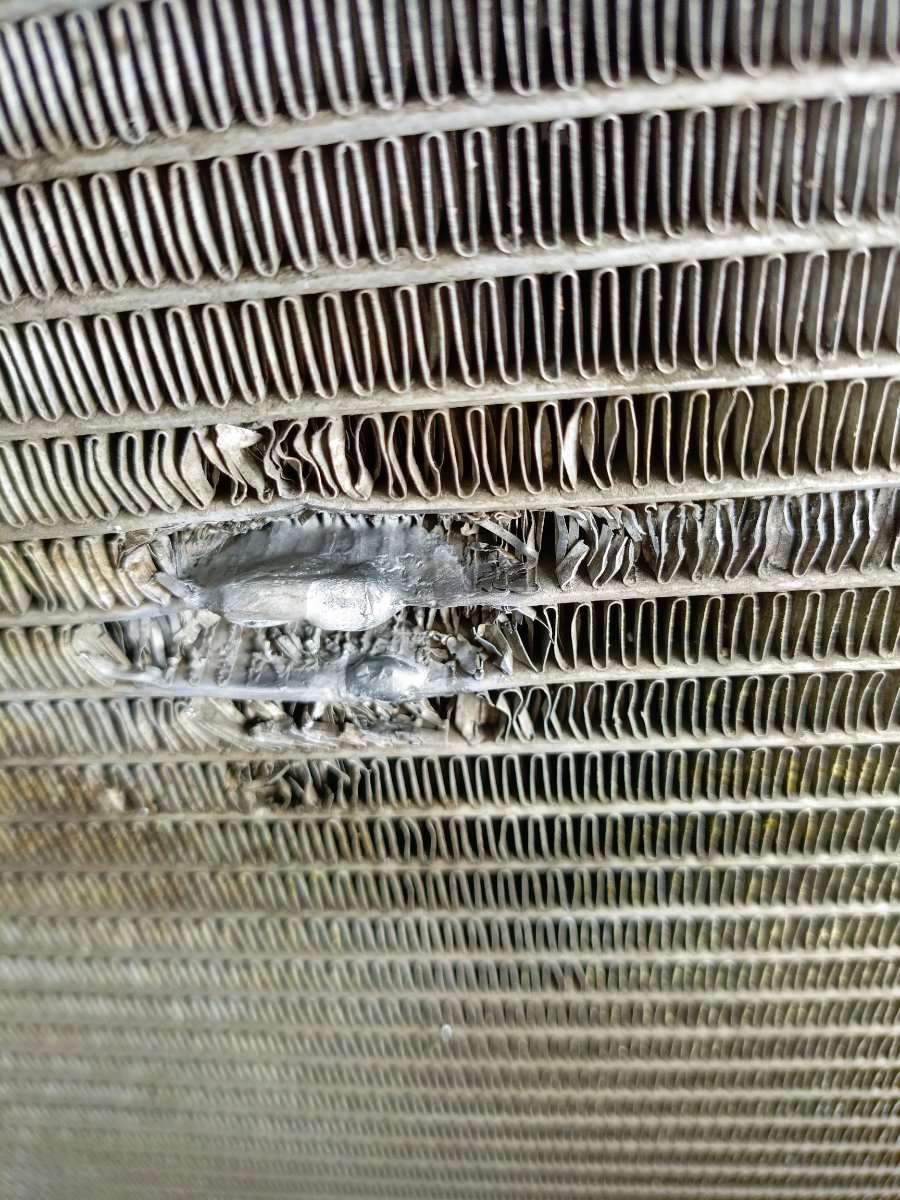
Радиатор Мерседес. Повреждение в дороге.Заклеено смолой. В этом случае лучше поставить скобку.
-
А в этом аппарате можно вручную выставить напряжение и скорость подачи, у него есть так называемый "manual mig" режим ?
-
опять суета и ... в итоге безобразие. Не важно, завышает, занижает или реальность. Важно, что вы по факту видите. Цифры, что кто-то говорит или вы где-то увидели, для очень грубого пристрела. Если у вас аппарат дает рекомендации, то цифры кого-то вам не нужны. Аппарат ваш и к нему нужно вам привыкнуть. У вас свои попугаи у других свои. Главное - действовать по алгоритму, а не крутим все что видим. В некоторых аппаратах или на некоторых материалах иногда надо "толщину" выбрать меньше иногда больше. А так же зависит от массивности самой детали или того зазора, который перед глазами.