Активность
- Последний час
-
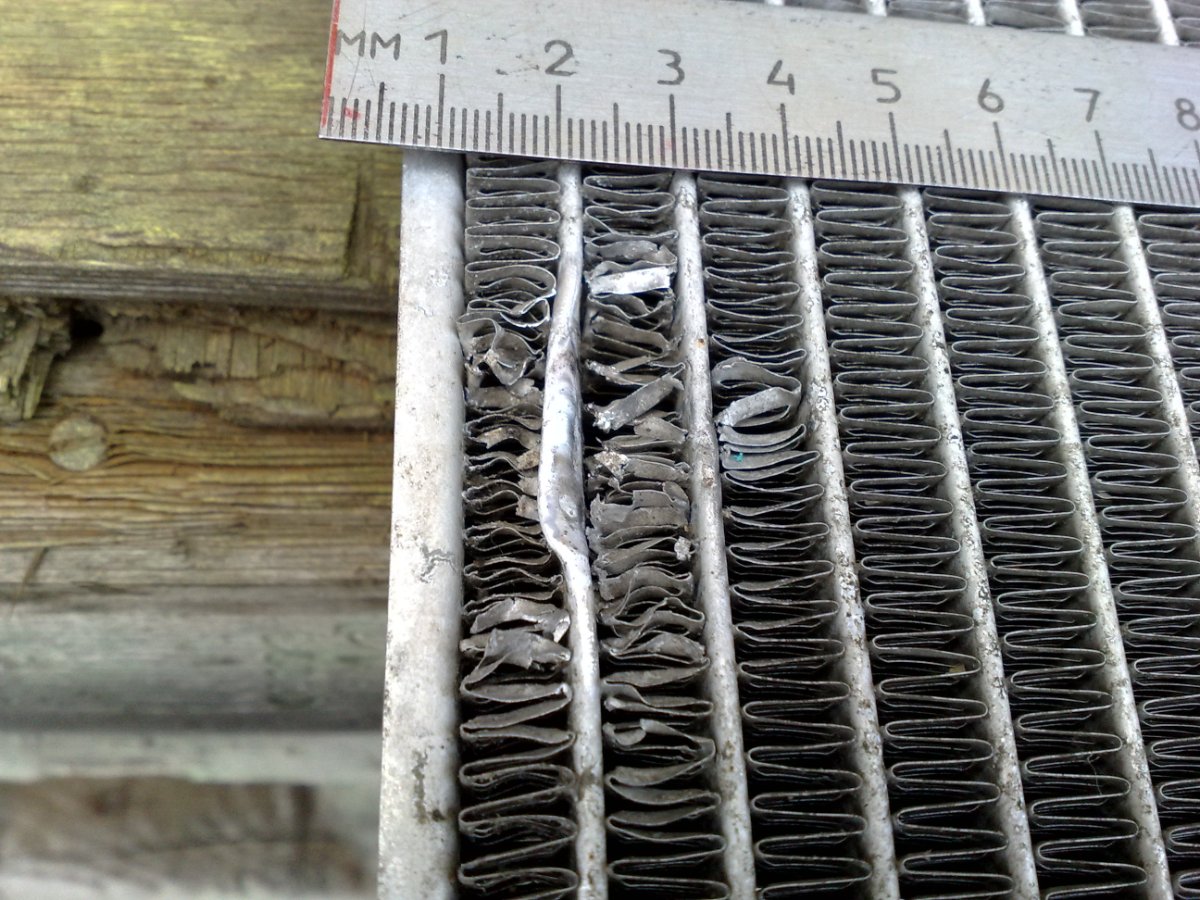
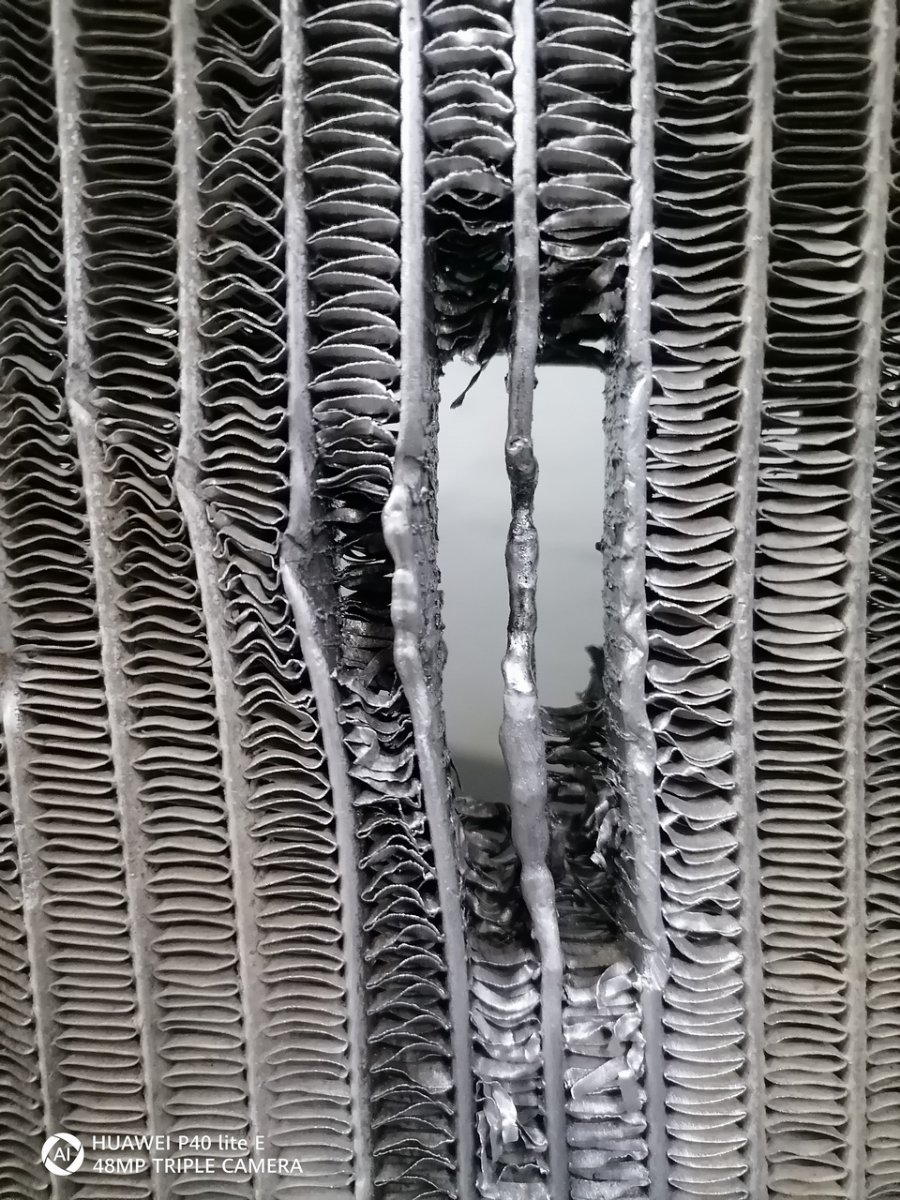
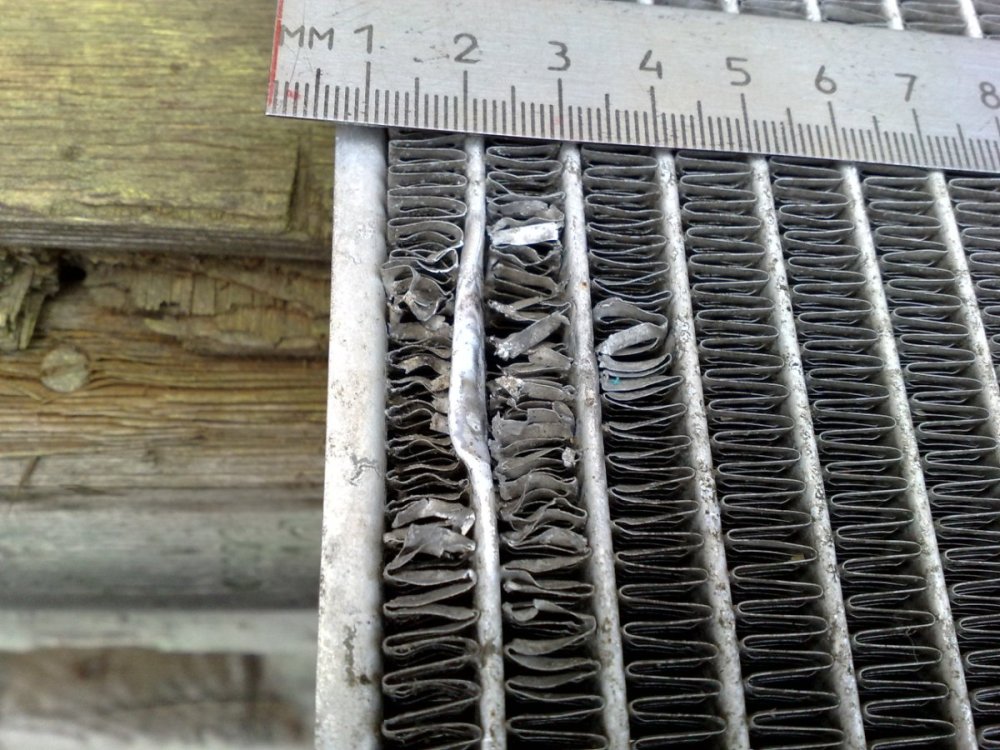
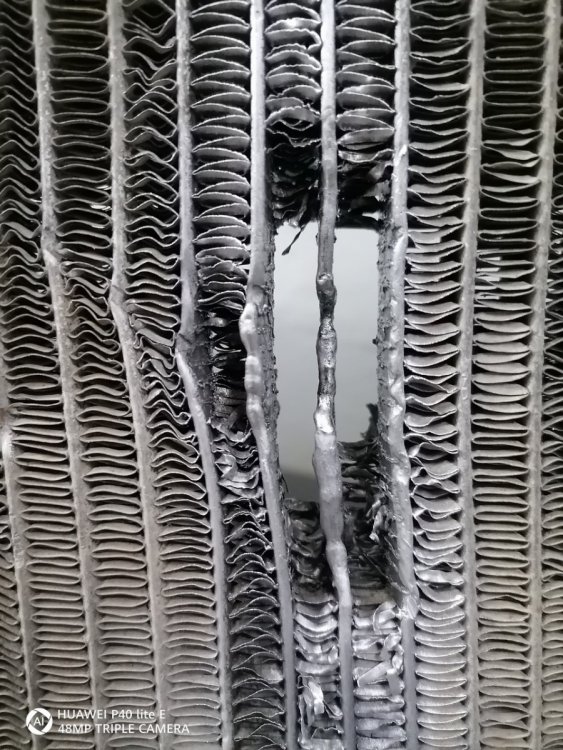
В виде пособия. П.С. На интеркулере, где круглое отверстие (это тестовая сварка) даже снаружи не зачищалось и не мылось, внутри тоже. Это не совет, это констатация факта.





-
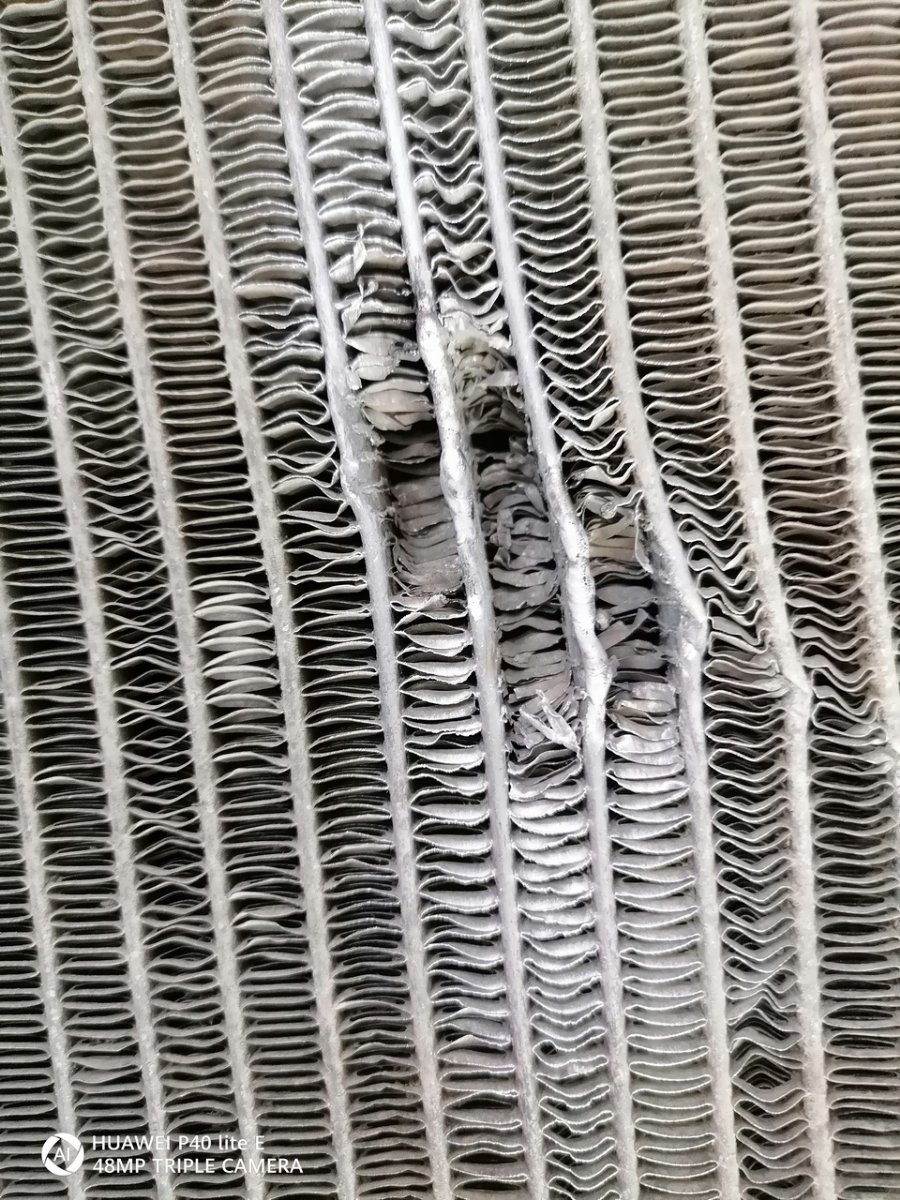
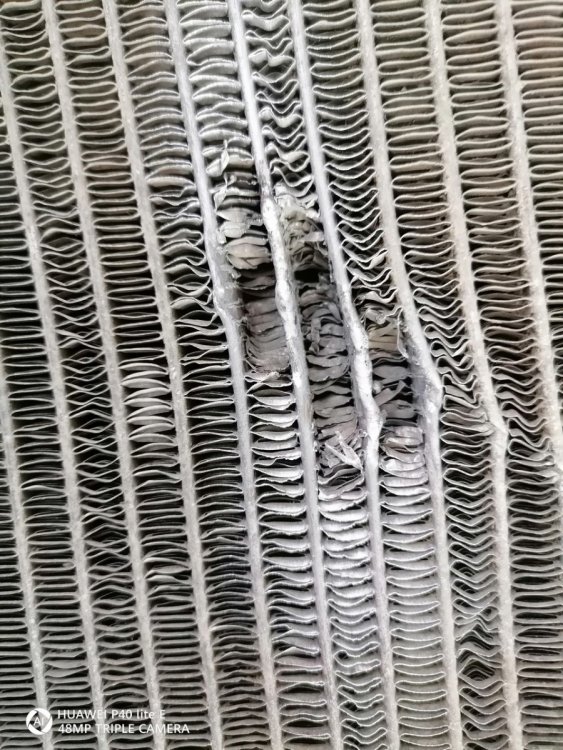
Где проволока подходит, был небольшой свищ, а по итогу, второе фото. Сота стала вдвое уже, длина сварочного наложения увеличилась раз в пять. Подозреваю не сплавляется потому как внутрености соты не зачищены совсем, да и снаружи как показало фото тоже не ахти. Хотя не вооружённым взглядом казалось, что снаружи очистка в первой попытке была удовлетворительная.

-
Всем здравствовать. Нашёл на складе таку штуку, похоже с кондиционера, наверное. Электрод 1мм, сопло 4, гах 4-5л по шарику. Электрод заточен. На сотах присадка 5356 1мм, с катушки полуавтомата. На патрубке присадка 4043 1,6мм. Отверстие залепил 4043 2мм. С начала прожигал китайской горелкой, потом прошёл дугой на 8А по показометру, пока не заблестело. Далее вроде как что-то, пошёл процесс. В таких местах(сота сверху) попасть присадкой та ещё задача. Зрение стало подводить, мелко шибко, электрод тонкий при солнечном свете просто не видно его и шлёп макнул, прилип. Грязи шибко много не лезло, сваривалось хорошо (есть с чем сравнить - крышка клапана мото Урал сплав АЛ-4, было что-то), ну мне так сначала показалось. Даж как-то через чур шустро вышло, что насторожило. Но после проверки водой всё стало на свои места, потекло сбоку соты. И началооось. Сверху вроде ванночка идёт присадкой попал, слилось, на вид не плохо, до определённого момента, появляется как-то маленькая точка которая категорчески не желает сплавляться, трындец. Стоп, вырезаем наваренное, точнее вырываем, УШМ не подлезть, другого ничего нет. В результате пробоина становится в разы больше, сварка по новой, та же картина, всё глубже в соту уходим, дотягиваться тяжелее, видно плохо. . Тормознись и думай, зачищай, но, ноо, и тут Остапа понесло, млин.

























- Сегодня
-
На тонком 1мм ток прихватки выше чем ток сварки. 3 и 5мм я так полагаю идёт с притуплением 2мм, потому и ток прихватки 84А одинаковый, а основной чем толше, тем соответственно выше, дабы тепла хватило. Если я правильно понял. Эт, полагаю расчётные данные, копутер по заложенным формулам рассчитал. в действительности надобно руками пощупать.
-
Дешево и хорошо бывает очень редко. В таком пистолете все решения будут компромиссом между ценой и характеристиками. С другой стороны он стоит не дорого, и если в нужный час будет выручать, то приобретение уже будет не зря.
-
Как раз таки для улицы планируется, учитывая низкие площади обработки и нерегулярное пользование я думаю и от камеры отказаться,по крайней мере сперва... Почему? Неравномерное распыление?
-
В среднем состав оборудования небольшой пескоструйной обработки: бак с песком, смеситель, рукав, сопловой аппарат, потом уже на выбор камера (чтобы песок везде не разлетался, плюс вторично его использовать можно) и циклон для обеспыливания воздуха, который из камеры выходит. Так что при уличных работах циклоном точно можно пренебречь, а камеру сделать очень условную лишь для того, чтобы собирать в нее песок. В этом случае типовой однофазный 2,2 кВт поршневой компрессор со 100-литровым ресивером будет достаточен, т.к. фактор производительности будет малозначим (пока песок добавляете, успеет накачать). Нормального качества поверхности правда с таким пистолетом можете не получить.
- 4 ответа
-
- 1
-

-
Самой большой, какую можете себе позволить. У нас поршневая трехцилиндровая Ремеза с примерно 800 л/мин на выходе кое как тянула поделку под маркой нордберг.
- 4 ответа
-
- 1
-
-
Приветствую, хочу замутить пескоструй, максимально не дорого и универсально, т.е взять компрессор и пистолет с емкостью для песка. Объемы обработки не большие, в основном кузовщина эпизодически,детальки, железки под покраску... Вопрос какой мощности брать компрессор?И на сколько сильно необходим "циклон"для пескоструйной обработки или им можно пренебречь?
-
 Причина, в общем-то, понятна–наличие огромного числа неконтролируемых рисков при реализации данного РД.
Причина, в общем-то, понятна–наличие огромного числа неконтролируемых рисков при реализации данного РД. -
Вот так и и будет.Резюме:операционка-зло, аварийный способ,только от безнадёги и жлобства.
-
Это не аргумент. Ты подрядчик. Есть объем выполненных работ.Есть какие-отступления от норматива,предположим от этого-СП 31.13330.2021 Водоснабжение. Наружные сети....Возникла какая-то нештатная ситуация-протечка в месте операционного шва,который не предусмотрен никакими документами.Был нанесен существенный ущерб имуществу.Иск в суд,техническая экспертиза,заключение ...а дальше додумывай сам.
-
В документах, как минимум, будет отсылка к 16037-80.А по факту-операционка, то есть отклонения от РД.Прокурор с судьёй, конечно, посочувствуют, но отвалят по- полной.Так что имейте это в виду, когда будете лепить подобные швы.Лепите их хорошо.
-
Лично у меня нет, но стыки ,сваренные на том объекте сотнями-есть.И пока тот объект в сводках аварийных ситуаций не мелькал.А уже 14 лет прошло.
-
Как раз-таки и есть смысл парится,чтобы не запарится совсем.. Если будет подан иск в суд об ущербе,то потребуются нормативные документы на выполненные работы,есть ли они у тебя?
-
Так о том и речь-если даже газпрём забил на РД для операционки, то и париться рядовому юзеру нужды нет.Хотя можно стать первым в мире, кто напишет РД для стыкового соединения трубопроводов операционным способом.
-
Речь идет не о газпроме,а монтажных и ремонтных работах,которые ведутся помимо газпрома.
-
То есть, целый проектный институт газпрёма, проектирует стройку в РКС,имеет данные геологии по грунтам, доступ к последним технологиям сварки труб, и не имеет РД на сварку стыков труб операционным способом? Да лишнюю арматурину приварить без согласования было нельзя, на всё чертёж-проект требовался.
-
Знаешь,есть такая поговорка - На каждый чих не наздравствуешься,то бишь все предусмотреть невозможно.
-
Я к тому,что там ничего без бумажки -проекта не делалось, и за отклонения жёстко дрюкали.А тут такое дело, не одна операционка втихую в ночную смену, а два года подряд, днём и ночью, сотни стыков, километры труб, масса сварщиков и ИТР.Технадзор злобный,за отсутствие пеналов подогреваемых протоколы выписывали, за трезубцы чуть на месте не вешали, а тут без нормативки стыки ваяют... Странно, да?
-
В советское время существовал норматив на глубину подвала/погреба в жилых домах частного сектора 180см,да и сейчас это осталось с некоторой корректировкой. Меньше -заставляли углублять,если больше -подсыпать,то есть это был официальный норматив. Многих это возмущало,но.. Когда наступило другое время,задались вопросом -откуда взялся этот норматив? Если не ошибаюсь,корреспонденты Комсомольской правды проводил такое расследование.Так вот,творца это нормы не удалось найти.Очевидно, было дано техзадание,какой-то безымянный клерк профильного министерства,подумав,что средний рост человека примерно 176см,решил,что 180 будет достаточно ...кто-то голову пригнет ,а кто-то и подпрыгнет. При утверждении посмотрели,а что?...логика есть и подписали. Пошла норма в народ.
-
В бытность работы в РКС монтировали сеть промышленной канализации в зоне вечной мерзлоты,нижняя точка врезки в колодцы не более 30мм от грунта, колодцы по 1500х 10000 в максимуме были....так-вот, всё заваривали в тотал операционками,но в документах-16037-80, и технадзор смотрел на всё это широко закрытыми глазами и не бухтел ни разу...сдали без проблем всё.Так кто накосячил–проектировщики? Или они не знали о существовании секретного РД на операционку? А это был газпрёмовский объект,и и делали мы его 2 года.
-
В Гугле -Сварка труб в труднодоступных местах.Нормативные документы...выдаст рад ссылок,может быть,и найдет что-то.
-
И не найдёте в бесплатном доступе, даже если они есть.А их, скорее всего, нет.
-
Ну что Вы так завелись, это чисто ремонтный способ.Не регламентируется никакими РД, на настоящий момент.На низком давлении воды, в ЖКХ, водкоканале, часто применяется, ибо клали они на все ваши документы–не текёт, и ладно.Страшный и ужасный накс, стремящийся засунуть своё мерзкое сосущее жало во все аспекты сварочного производства, тоже не возбудился на создание регламента по данному способу,по причине, по которой ловят неуловимого Джо в анекдоте.