Активность
- Последний час
-
 sergei1959 присоединился к сообществу
sergei1959 присоединился к сообществу - Сегодня
-
 рима присоединился к сообществу
рима присоединился к сообществу -
У этого производителя есть модель N2H3, сделана как раз чтобы конкурировать с недорогими аппаратами с маркетплейсов, на авито реально взять за 15к новый с гарантией
-
ну это не тонкое . Взять электрод 2-ку и легко можно, даже сплошными швами. Тут главное это хорошо подогнанный стык. Конечно если щели и дырки, то П\А легче заварить. как предложенный П\А будет варить на достаточно минимальных режимах, это надо пробовать. Не каждый аппарат может нормально настраиваться и держать стабильно режим. Но в любом случае, ход мыслей, что П\А проще, правильный. ну это такое себе. В любом случае надо приобретать, обычно, уже то что будет более часто использоваться. Обычно это всего понемногу. И штатное у китайцев, обычно смех и раздражение. Хотя как стартовое конечно подойдет. это полное вранье. И если там реально хороший слой лака, это значительно лучше в долгой и счастливой жизни аппарата. Мы после ремонта, обязательно покрываем лаком и аппараты без лака, после уже с лаком и аппараты с лаком так же ремонтируются и покрываются лаком. Как итог, есть период для возврата. Поэтому, надо брать, сразу все проверять. Не нарушать упаковку и прочее, чтобы можно было сдать обратно. Хороший вариант проверить и не нарваться. Другое дело, маркетплейсы. Если в магазине еще можно все провернуть, то вот интернет пространство (сдать,\обменять) может оказаться довольно проблемным. И сварка самозащитными проволоками, тенденция понятная. Но качества в этой сварке нет. Я уже не раз это видел, сам пробовал, но ждать чуда не приходится. Поэтому лучше сразу проверять аппарат в среде, хотя бы СО2. Если он стабильно ведет себя в углекислоте, то более или менее внятного результата на самозащитной проволоке сможете получить. А вот поигравшись с самозащитной не понятно, на что способен аппарат.
-
Как раз проблемы со сваркой тонкого металла, профтруба 1,5-2 мм. Ну и жестянка в перспективе. Как вариант Vniissok mig 255, весьма богатая комплектация, съёмная горелка, газ/без газа, цена 11 тысяч, компактный. Для редкой работы подойдёт такой? Вопрос еще в ремонтопригодности, ему в сварочном магазине отсоветовали этот аппарат якобы из-за того что там платы залиты лаком и при поломке их перепаять и восстановить не получится. Дорогой Сварог за 30-40 тысяч ему не по карману, пенсия 15 тысяч, а свой дом и гараж периодически требуют сварочных работ по хозяйству.
-
нужно понимать, что за задачи стоят. А то ... надо будет приварить швеллер какой нибудь и тут уже бюджет будет другой. А вообще, в таких задачах, поверьте, просто это реально так, проще использовать ММА аппарат. Это как сравнить трубку курильщика и сигарету. В одном случае, это целая процедура перед процессом и еще не меньшая процедура после. А сигарета, в виде ММА аппрата, достал, сварил, убрал. только надо иметь 2-ку электрод, 3-ку, совсем уж крайний случай 4-ку. Если варить кузов автомобиля, пороги, крылья и т.п. то в целом практически любого простенького хватит, даже если горелка не отстегивается.
-
Здравствуйте, коллеги. Знакомый попросил помочь с выбором бюджетного полуавтомата, для сварки без газа, или с возможностью дальнейшего подключения углекислоты. Этот человек пенсионер, денег в обрез, выбирает прям что-то совсем недорогое, для нечастого использования в гараже. Что можно рассмотреть из дешёвых маленьких аппаратов с маркетплейсов?
- Вчера
-
 Возьмите порошковую в углекислоте раз чешуйчатость не нравиться.
Возьмите порошковую в углекислоте раз чешуйчатость не нравиться. -
 valera_70 присоединился к сообществу
valera_70 присоединился к сообществу -
 Рус присоединился к сообществу
Рус присоединился к сообществу -
 яРД присоединился к сообществу
яРД присоединился к сообществу -
6.Аргонодуговой сварочный инвертор VIKING TIG 350 PULSE AC/DC PRO Max мощность, кВт 9.8 Баланс полярности переменного тока 15-50 % Бренд Viking Время постпродувки защитным газом 0.5-15 Сек Время предварительной продувки защитным газом 0.1-15 Сек Диапазон сварочного тока (А) 5-350 Напряжение холостого хода, V 65 ПВ на максимальном токе, % 60% Регулировка горячего старта в режиме MMA 0-100 % Регулировка тока импульса 10-100 % Регулировка форсажа дуги в режиме MMA 0-100 % Регулировка ширины импульса 5-95 % Тип поджига Высокочастотный (HF) Частота импульса 0.5-1000 Гц Частота переменного тока 0.5-250 Гц Частота сети (Гц) 50/60 ЦУНА со скидкой-130 000 руб(включая НДС)



-
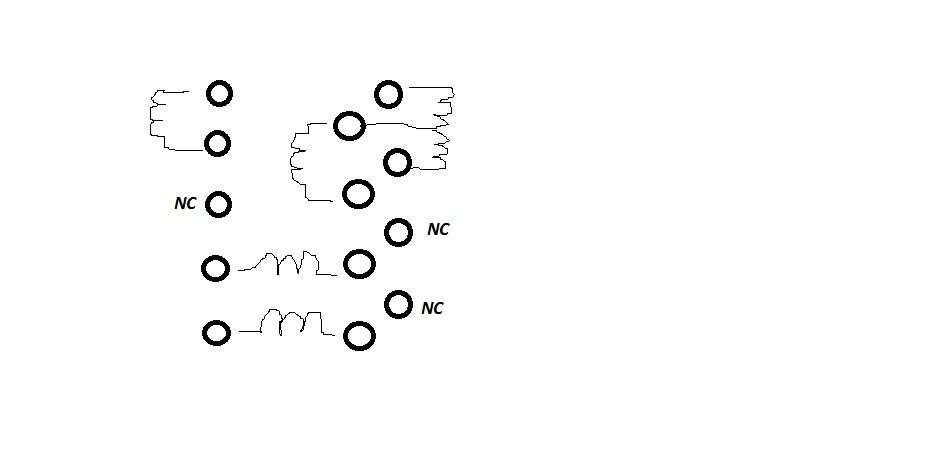
Единственное, не могу понять, визуально, где сдвоенное соединение (средняя точка). Это что три контакта рядом. Поэтому это приблизительно, я отметил среднюю точку. Как по факту не скажу, надо лак убирать и ноги распаивать. В общем не хочу трансформатор уродовать, т.к. контакты могут поплыть, ведь проволочки накручены на эти контакты, а пластиковый корпус не способствует долгому нагреву.
- Последняя неделя
-
Да это он. Мне бы хотя бы узнать его распиновку. Проживаю в Астрахани.
-
 Надо бы глянуть что получается, потом уже разбирать что не так. 3мм можно варить вообще без чешуи если не вертикал, варили с отрывом или без?
Надо бы глянуть что получается, потом уже разбирать что не так. 3мм можно варить вообще без чешуи если не вертикал, варили с отрывом или без? -
 ВалерийЗ присоединился к сообществу
ВалерийЗ присоединился к сообществу -
 skech присоединился к сообществу
skech присоединился к сообществу -
 Так хорошо ж!
Так хорошо ж! -
 Хм-м-м. Залетный задал вопрос, взбудоражить форум Если ты сварщик и только слышал, что бывает смесь... Интересна глубина этой деревни. Лет 20 назад, у народа было удивление и не понимание. Но сейчас то... даже количество демонстраций снизилось почти до 0, т.к. в целом ни чего нового.
Хм-м-м. Залетный задал вопрос, взбудоражить форум Если ты сварщик и только слышал, что бывает смесь... Интересна глубина этой деревни. Лет 20 назад, у народа было удивление и не понимание. Но сейчас то... даже количество демонстраций снизилось почти до 0, т.к. в целом ни чего нового. -
расчеты теории ВСЕГДА используют принятие того или иного параметра как коэффициент. Ведь синергетику как-то создали и китайцы не просто же скопировали не известные параметры... Для расчета жидкостей, воздушного потока, протекания тока, в том или ином случае принимают что-то равное 0 или какой-то постоянной величине. Т.е. кривую, для примера, разбивают короткими прямыми участками. я понимаю о чем вы. Но не убеждаю. По сути, есть две точки с какими-то параметрами, между ними будут аппроксимированные данные. Если знать зависимость одних от других, а в целом после некоторых тестов можно понять, то получаем значения и в точках не расчетных. Вот и будут некоторые отклонения с конкретными величинами. Следовательно, если то или иное значение поддается формуле, то компутер это рассчитает и без всякого ИИ. Конечно для испытательной работы, нужен перемещатель, который будет на одной высоте перемещать горелку. Изменив высоту в плюс и минус, будут дополнительные данные. Синергетика как и ручные изменения параметров не позволяют изменять от минимального значения до максимального. Есть предел после которого процесс перестает быть стабильным.
-
ms10494ac22 9777564 Вы про этот трансформатор спрашиваете? Просто обычно это называется трансформатор вспомогательного питания. Территориально вы где? Могу выпаять, мне без надобности. Странно, чтобы такое сгорело, не встречал и не слышал. Тогда надо смотреть обвязку ШИМ, да и сам ШИМ. P.S. у меня должен быть живой... в плате была совершенно другая проблема.
- 3 ответа
-
- 1
-

-
 На мой взгляд, тут долно совпасть множество параметров. Например, диапазон настроек аппарат. Позволяет ли он менять настройки индуктивности? При помощи этой настройки иногда получается снизить разбрызгиваение на улекислоте, которая позволяет варить тонкий металл на довольно нихких скоростях за счёт того, что даёт меньшее проплавление. Но с другой стороны, если похволяет техника- на смечи варить быстрее, веселее и эстетичнее. Тут надо искать баланс. Думаю, что если бы вы имели достаточно мастерства, чтобы заварить красиво на смеси, то такого вопроса бы не возникло. Поэтому тут надо тренироваться. Для этого надо Выкладывайте фото, будем анализировать и советовать. А вы выполняйте рекомендации и отчитывайтесь. Вместе найдём баланс. PS Только не пытайтесь в углекислотный балон закачать смесь и наоборот. Это должны быть разные баллоны.
На мой взгляд, тут долно совпасть множество параметров. Например, диапазон настроек аппарат. Позволяет ли он менять настройки индуктивности? При помощи этой настройки иногда получается снизить разбрызгиваение на улекислоте, которая позволяет варить тонкий металл на довольно нихких скоростях за счёт того, что даёт меньшее проплавление. Но с другой стороны, если похволяет техника- на смечи варить быстрее, веселее и эстетичнее. Тут надо искать баланс. Думаю, что если бы вы имели достаточно мастерства, чтобы заварить красиво на смеси, то такого вопроса бы не возникло. Поэтому тут надо тренироваться. Для этого надо Выкладывайте фото, будем анализировать и советовать. А вы выполняйте рекомендации и отчитывайтесь. Вместе найдём баланс. PS Только не пытайтесь в углекислотный балон закачать смесь и наоборот. Это должны быть разные баллоны. -
 EvFrat77 присоединился к сообществу
EvFrat77 присоединился к сообществу -
3 мм - тонкая?!
-
И обучение должен вести специалист, досконально разбирающийся во всех нюансах процессов. Ткт не обойдешься тупой закачкой словарей и справочников. Или хотя бы коллектив специалистов...
-
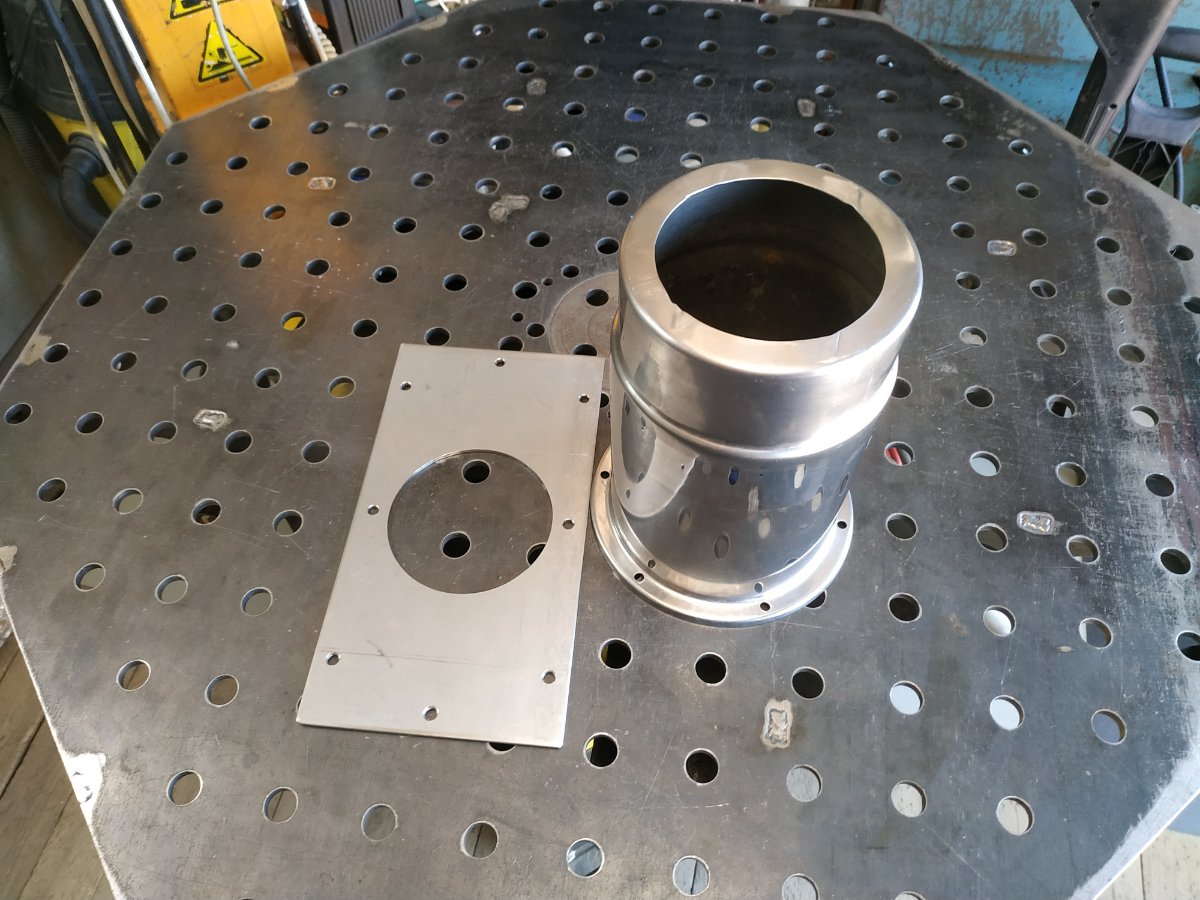
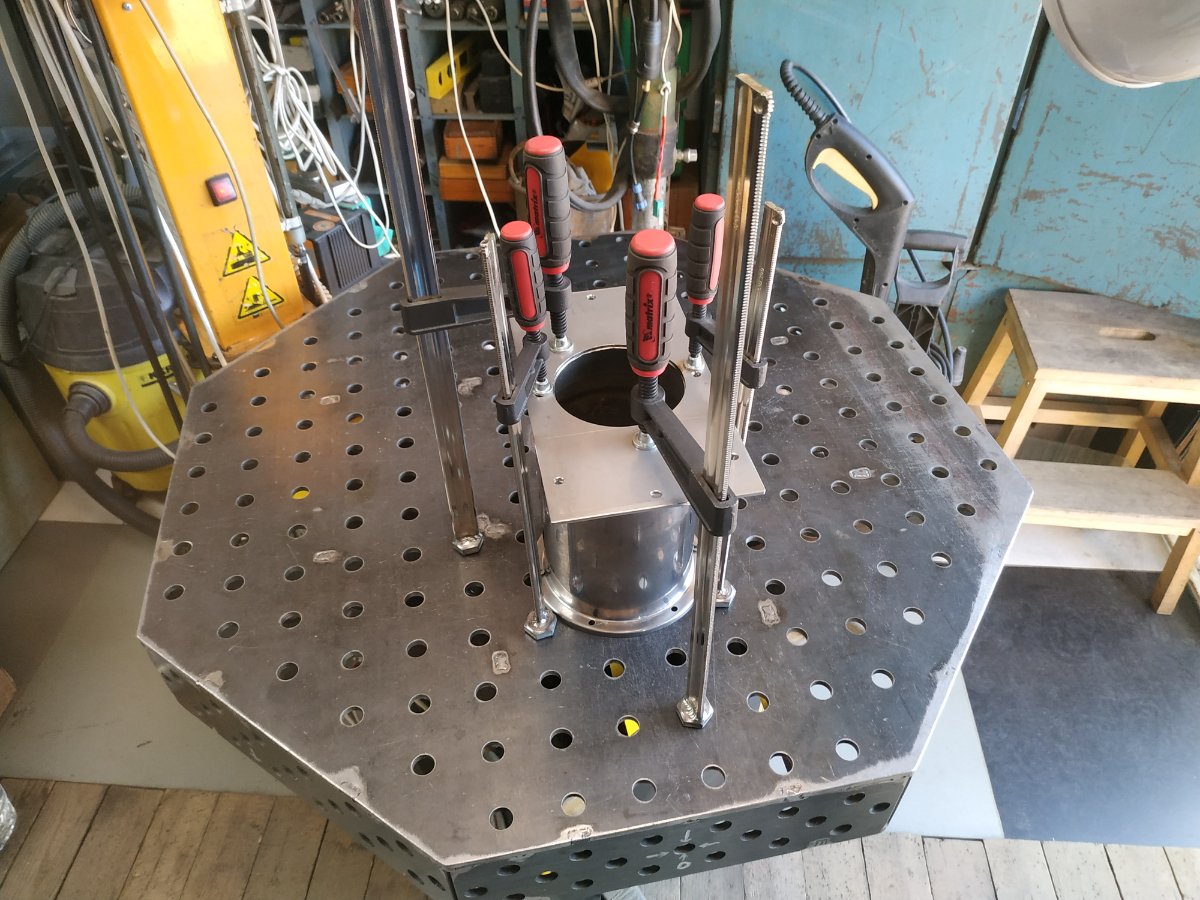
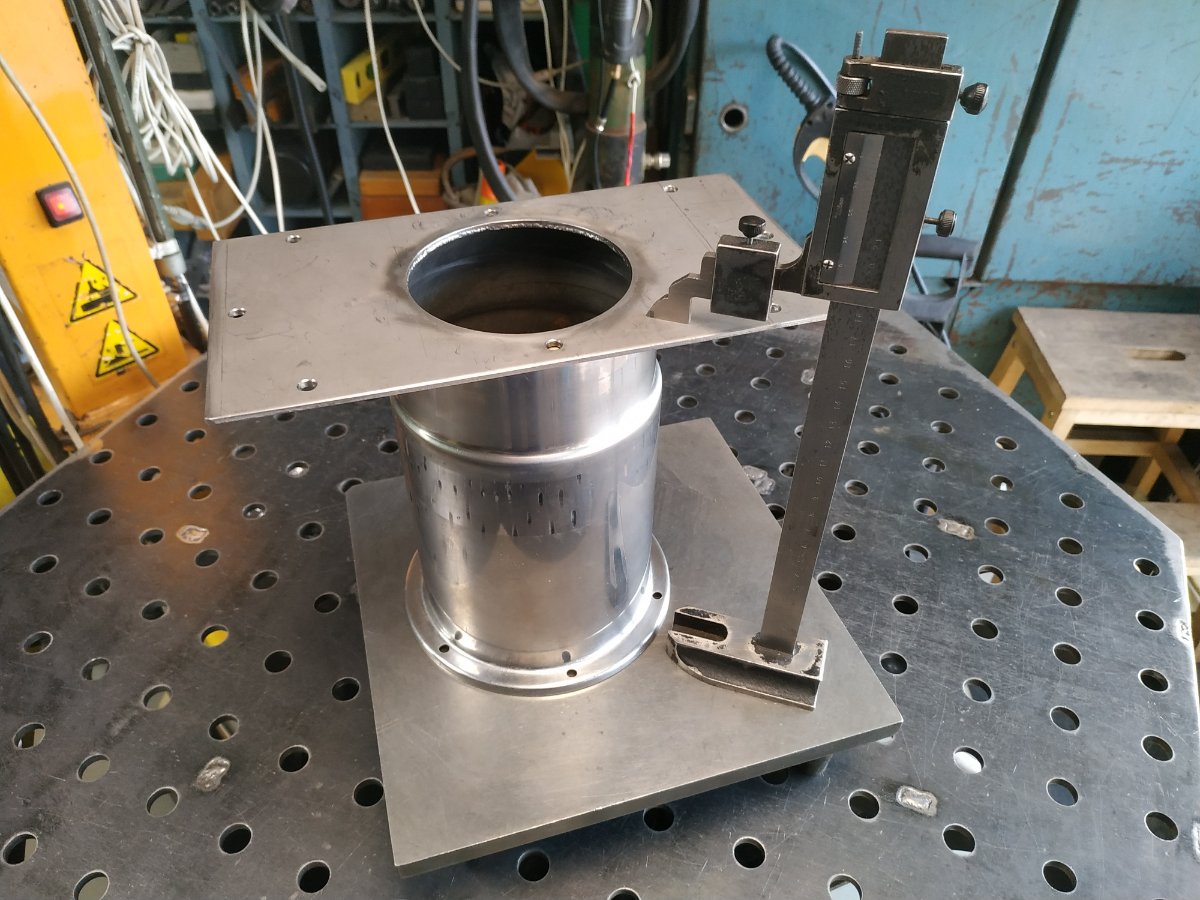
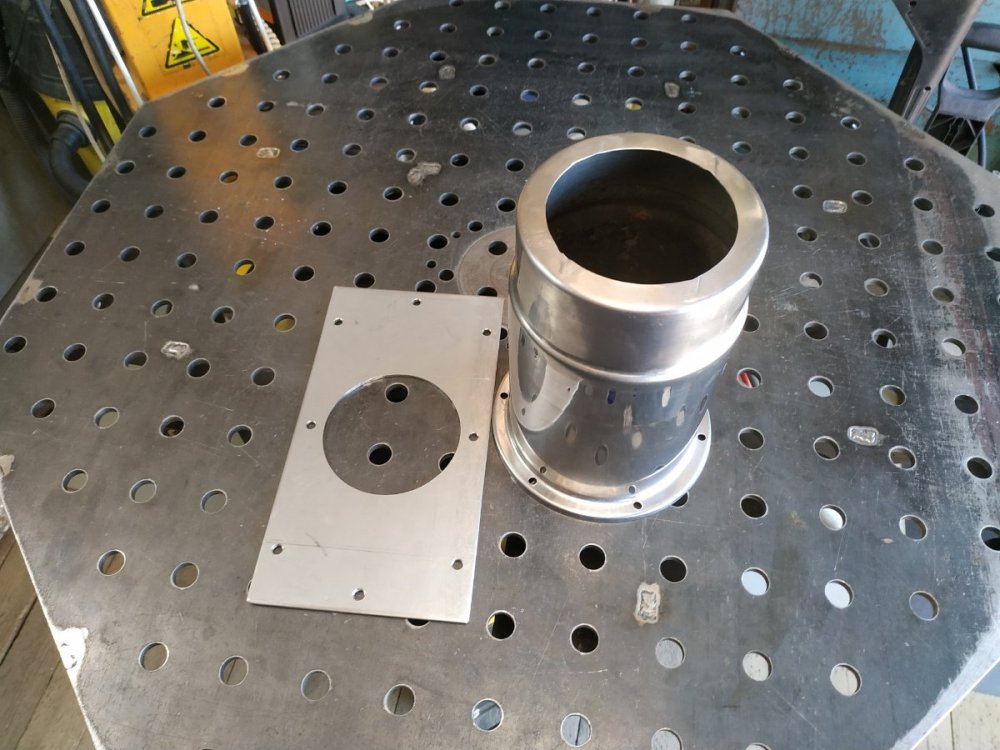
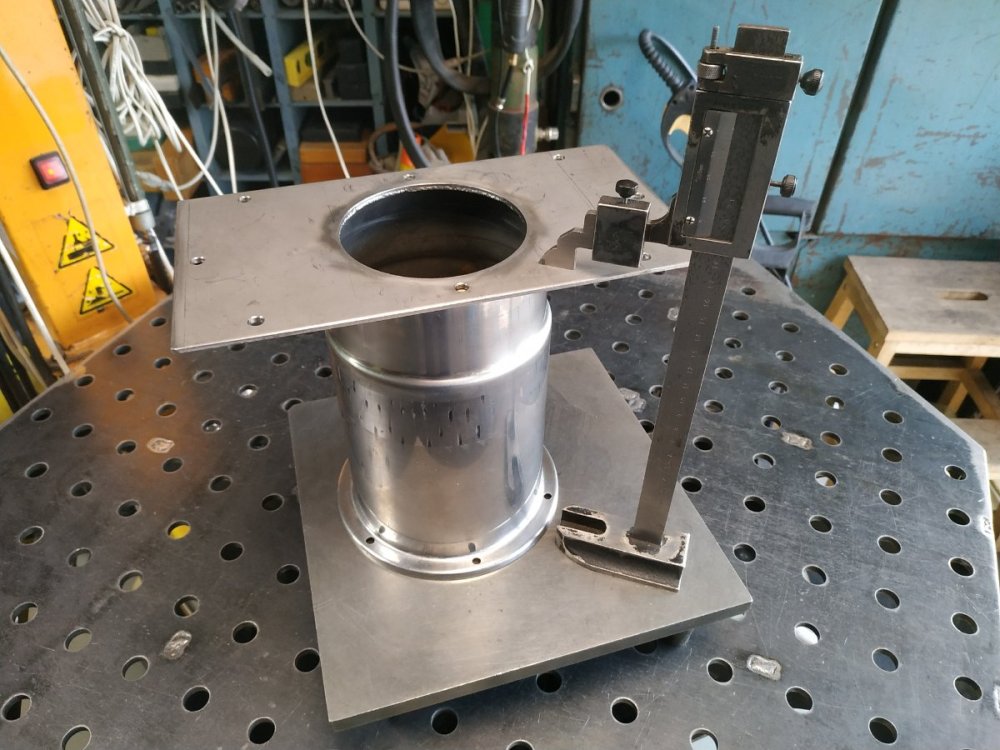
Штампованная "труба" - 1 мм, пластина 4 мм. Заказчик предполагал выполнение сварного соединения Н1 (ГОСТ 14771) с присадочным материалом (пластина сверху). Я высказал предположение о значительной деформации такого соединения и технических трудностях с газовой защитой обратной стороны шва.. Было решено расточить отверстие в трубе до диаметра отверстия пластины и выполнить сварное соединение сплавлением кромок (можно отнести к У1). Результат - деформация отсутствует и шов чистый.



-
 Маловато будет. И то и другое используем. Смесь на трехфазнике и углекислота на однофазнике. На токе 150+А смесь приятнее в работе, т.к не надо с брызгами сильно заморачиваться. Плюс в струйном можно сваривать, если понадобится. А всякие тонкостенные профиля разницы особой нет, как по мне, можно отстроить почти без брызг на небольшом токе. Если аппарат с более-менее адекватной синергией, то он и в СО2 не особо брызжет.
Маловато будет. И то и другое используем. Смесь на трехфазнике и углекислота на однофазнике. На токе 150+А смесь приятнее в работе, т.к не надо с брызгами сильно заморачиваться. Плюс в струйном можно сваривать, если понадобится. А всякие тонкостенные профиля разницы особой нет, как по мне, можно отстроить почти без брызг на небольшом токе. Если аппарат с более-менее адекватной синергией, то он и в СО2 не особо брызжет. -
 Варил на кислоте, потом на смеси, вернулся на кислоту.
Варил на кислоте, потом на смеси, вернулся на кислоту. -
 Варил на углекислоте сначала, потом смесь попробовал. Больше к СО2 не возвращался.
Варил на углекислоте сначала, потом смесь попробовал. Больше к СО2 не возвращался. -
 Приветствую, можете сделать фото шва и скажите модель вашего аппарата) не понятно что значит чешуя рвется, у меня в смеси на большинстве швов вообще чешуи нет, выглядит почти как монолитный металл, вообще многие гаражные и мелкие производители той же лофт мебели проф трубу сваривают с зазором и заподлицо счищают шов с последующей "полировкой" лепестком, маскируя тем самым неидеальность сварного соединения, так чтобы шва не было видно, в качестве эстетики или под покраску вполне вариант так делать в работах для себя. Из-за преимуществ смеси в сравнении с углекислотой, больше тепловложения (для тонкого может быть во вред) и снижение разбрызгивания, даже аппарат на работе удалось настроить на сварку почти без брызг. У углекислоты очевидные преимущества, это - дешевизна и бОльшее количество газа в баллоне если сравнивать баллоны одинакового объема (углекислоты по факту примерно в 2 раза больше, чем смеси)
Приветствую, можете сделать фото шва и скажите модель вашего аппарата) не понятно что значит чешуя рвется, у меня в смеси на большинстве швов вообще чешуи нет, выглядит почти как монолитный металл, вообще многие гаражные и мелкие производители той же лофт мебели проф трубу сваривают с зазором и заподлицо счищают шов с последующей "полировкой" лепестком, маскируя тем самым неидеальность сварного соединения, так чтобы шва не было видно, в качестве эстетики или под покраску вполне вариант так делать в работах для себя. Из-за преимуществ смеси в сравнении с углекислотой, больше тепловложения (для тонкого может быть во вред) и снижение разбрызгивания, даже аппарат на работе удалось настроить на сварку почти без брызг. У углекислоты очевидные преимущества, это - дешевизна и бОльшее количество газа в баллоне если сравнивать баллоны одинакового объема (углекислоты по факту примерно в 2 раза больше, чем смеси) -
Генератор будет и подешевле и функциональнее. Смотрел недавно 380/220 на 10 кВт. По клиентам с трансформатором гонять будет несколько заморочисто.
- 21 ответ
-
- 1
-

-
Ну даже не знаю. Ресанта САИ 200 6,9 кВт. Пусть на электрод 3 мм - 3 кВт заберет. Если 4 ку не будете брать то поехали: Обычная розетка 220 В которую Вы подцепили к щиту 380 В (надеюсь что фаза до щита и ноль до щита приходят хотя бы 2,5 квадрата) рассчитана на 16 А. На практике ампер 20 потянет пока не сгорит. То же самое в соединениях удлинителей. И того 20 А*220 В =4400 Вт - на тройку бы хватило. Ток в удлинителе во время сварки можно померить клещами. Напряжение в последней розетке во время сварки тоже тем же мультиметром с клещами можно померить. В результате получим напряжение я думаю этак вольт 150, во время сварки 3-кой. Ток 20 А. И того 3000 Вт придут на Вашу Ресанту если не меньше. Пищит Ресанта от того что работает в режиме низкого сетевого напряжения. Теперь смотрите как уменьшить потери. Проверяйте состояние розеток и вилок на удлинителях. Если контакты розеток слабо прижаты к штырям вилок то в этих местах потери напряжения при больших токах возрастают. Мерять напряжение без подключённой нагрузки бесполезно. Как вариант выкиньте розетки, соедините удлинители на прямую с помощью ПРОФЕССИОНАЛЬНО выполненных скруток или пайки. Не используйте колодки для соединения проводов. Скрутка должна быть достаточной длины и хорошо обтянута, провода, до скручивания, зачищены до металлического блеска. Вся эта возня даст с десяток вольт на выходе и в корне проблему не решит. Оборудование которое вы используете не рассчитано на задачу которую Вы пытаетесь им решить. Сходите в магазин купите НЕОН-315 и 100 м кабеля КГ 3х4 с розеткой и вилкой на 380 В и будет Вам счастье. Есть ещё вариант поставить после щита повышающий трансформатор, но это я описывать не буду, пусть профессиональные электрики с этим заморачиваться. Всем благ.
- 21 ответ
-
- 2
-