КапитАл
-
Постов
19 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент КапитАл
-
 Парни,клиенту нужен бак под воду из нержавейки. Размеры 900/1100/1200. Один вход и два выхода. Сколько будет примерно стоить работа?Что просить с него?
Парни,клиенту нужен бак под воду из нержавейки. Размеры 900/1100/1200. Один вход и два выхода. Сколько будет примерно стоить работа?Что просить с него? -
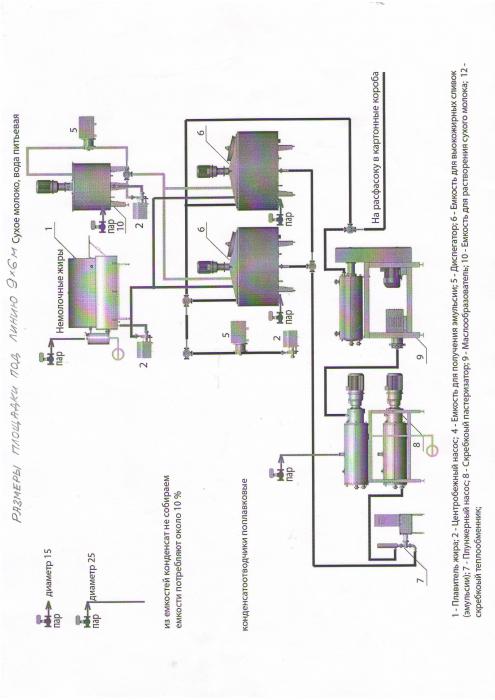
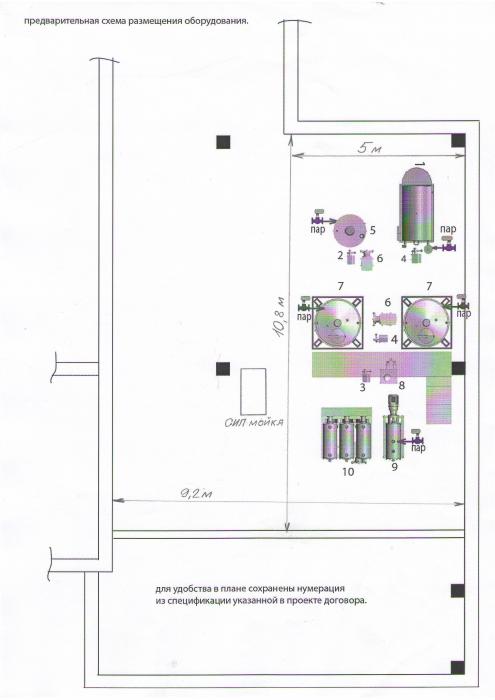
Парни,нужно срочно назвать цену за работу по обвязке маслоцеха.Труба 15ая и 25ая.Нержавейка.одно из условий - сварка с поддувом(требование заказчика).Плюс изготовлени площадки для обслуживания оборудования.Её можно увидеть на схеме.Прилагаю схему.Чертежей пока нет.

-
Парни,тема называется "Недобросовестные работодатели"?,т.е. как я понимаю сюда надо выкладывать тех работодателей,которые кидают работяг на деньги,при условии добросовестного выполнения работ последними.Так вот мой чёрный список: 1. ООО"ИСК"Clever" г.Пенза; 2.ООО"Стройпотенциал" г.Самара; 3.ООО"СМУ-2" г.Нефтекамск; 4.ООО "Интэкс" г.Самара. Первый поёт соловьиные песни,при расчёте как коршун отщипывает львиную долю,ссылаясь на деффекты,которые "не видно,но они есть".Второй обещает одно,выплачивает тысяч на десять меньше,ничем не мотивируя и срочно заболевая.Третий честно бьёт себя в грудь,даёт зуб и голову на отсечение,но зарплаты нет уже месяца три.Четвёртый платит,но с огромными претензиями к объёму выполнения,мол мало.Дык им всем всегда мало.Делали стык 1020ой трубы на технологии,было нормально один месяц,на следующий им мало стало.Стали делать полтора стыка(второй оставляли на заполнении до утра),сначала были в восторге,теперь им мало стало,говорят,что мы можем и больше варить.Да,господа работодатели,мы можем варить больше,а вы можете платить больше?Нам не слабо,а вам слабо?
-
В субботу подходил к нам представитель заказчика,а с ним какая-то женщина.Солидная вся такая,в рыжье,в "гайках".Вальяжной походкой подходит к нам.А у нас обед был.И спрашивает так:"У вас сварка ручная или дуговая?" Мы даже не засмеялись.Просто такого не ожидали.И тут она,не дождавшись ответа на свой супервопрос,выдаёт следующее:"Вы только смотрите,в околошовной зоне не курите!" Мне живот сразу скрутило после этого. Думал не добегу до сортира.
-
Ребят,есть нормальные конторы."СГК","Ленгазспецстрой","Еврокор","Велесстрой",везде вахта,но вроде не кидают.Утверждаю так ибо знаю точно.Во всех них на основную работу требуются сварные с разрядом не менее 5-ого.НАКСы они сами делают,если катушки проходят.Знаю,что и сварные с 4-ым разрядом нужны,но гораздо меньше и,соответственно, зарплата у них значительно меньше,но работают они в основном в РММ или по городку.Лучшие друзья водителей и,соответственно,всякие ништяки им и быть в курсе всех событий в первых рядах.На трассу не выезжают,чем и гордяться.Но в клан "белой кости" им,как правило,дорога закрыта.Не любят "ручники" "деревянных" сварщиков.Особенно тех,кто не стремиться повысить квалификацию.
-
Я таких сказок слышал много.То технадзора зарвавшегося в трубу запихали и заварили,то мастера на трассе оставили и он потом 30,40,50... и т.д. километров шёл по морозу.Это бредятина для новичков.Никогда не было такого.Это всё вымысел и фантазии.
-
@Nail02,а этот деффект они случаем не как межслойное несплавление описывали?На плёнке видно волосок,но при исправлении его визуально не обнаружить.Даже пиловцы сами говорят,что вы пилите насквозь,всё равно не увидите его.
-
Где аттестовывались,в Уфе? Монтажёры пусть подкачиваются,а то только водку да пиво пить горазды,а как выпьют так силища откуда-то прёт... :P
-
@Nail02,всё верно пишешь.Вот только струбцинами тут нельзя работать."Транснефтиты" за прижоги малейшие на теле трубы мозг выносят,а уж про струбцины и речи нет.А вот домкрат железнодорожный...,вот это дело.
-
Скорее всего так.Но мы показали себя с хорошей стороны.За 2 месяца работы по обвязке ФГУ на строительстве НПЗ мы заварили 56 стыков,из них всего три деффекта.Это с учётом того,что пиловцы светят по высшей категории(Транснефть как никак).Он может и найдёт подешевле,но а как быть с качеством,скоростью?Мы проверенные,а других ещё смотреть надо. P.S.: Объявление в рубрике "Ищу работу": Девушка с высшим образованием ищет работу.Интим и Транснефть не предлагать!
-
Мы загнули за весь объём работ 800 тыс.руб.Т.е. по 200 на рыло.Директор пока согласен.Но обещал подумать и всё посчитать.Скорее всего придёться двигаться по цене.
-
@shestuhin,да присадки явно не хватит,но может попробовать сочетать сварку с присадкой и без присадки.Ну методом оплавления кромок.Правда это возможно,только если лист плотно подогнан.Титан давно не варил и не помню,можно ли так его варить,нержавейку - легко.
-
@blazen79,ну ты все правильно посчитал.Именно на три стыка в день мы расчитываем.И слесаря не тупые,работаем постоянным составом давно.Но специализировались на "технологии" или на захлёстах.Линейку давно не тянули.Но посчитали,что если мы на "технологии" окатушивая клапана,задвижки,тройники,выдавливая смещение,варим два резаных стыка(1020 х 15),учитывая 100% подвар,начиная сварку в начале десятого и заканчивая в шесть,край полседьмого,то в линейку,"попинг-энд-попинг",без обязательного подвара три стыка мы сможем выдать.Цену мы свою работодателю назвали.Я специально её сейчас не озвучиваю.Я хочу знать мнение коллег,т.е. вас,форумчан,сколько может стоить такой объём работ.
-
Трасса подготавливается и там прямой участок,никаких нырков и проколов,на такую длину можно сделать минимум захлёстов,ну край три,с учётом закручивания трубы.Наши требования: готовая трасса,с лежнёвкой,где надо;бесперебойное снабжение топливом техники,поставка электродов;наличие палатки,на случай дождя:отдельная вахта для бригады;лояльность пиловцев,не смотря на деффектовку по высшей категории(Транснефть).Ну а болезни не в счёт.Постараемся не болеть в течении месяца.
-
Так,парни... Вопрос следующего плана.Необходимо сварить 800 метров нефтепровода,диаметр трубы 1020,толщина стенки 15 мм.Работодатель определяет срок 1 месяц для бригады в 4 человека(2 монтажника,2 сварщика) и стоимость работ он назвал.Сварка РД.Работа механизаторов (МТУ,экскаваторщик и дизелист) он оплачивает отдельно.Учитывая,что мы уложимся в указанные сроки,даже раньше можем,какова может быть стоимость работ?Меня интересует ваше мнение.Работодатель назвал свою стоимость,мы подняли её.Он обещал подумать.Ваше мнение,сколько может стоить объём предложенной работы?
-
На трассе,что в ночь,что в день стоимость работ не меняется.На профильных предприятиях существует какая-то доплата за ночной режим.Если я не ошибаюсь он начинается с 23.00 и до 6.00.Когда я работал на заводе,я старался выходить в ночь чаще,з/п существенно отличалась в большую сторону.На трассе нет смысла рваться в ночь,з/п одинаковая,что дневники,что ночники,получают все одинаково.
-
Предупреждение за что?За то что я не считаю себя олигофреном?Во-вторых,фото каких швов вы хотите от меня увидеть? Я всего лишь ответил в той же интонации,в какой отреагировали на меня!
-
Я что-то не вижу особой проблемы в сварке оцинковки и крашенного металла,и элбешкой,и фоксом,и окой,и уони,да чем угодно из "черняги" да и эмэрзешкой варите,если так угодно.У меня гигантский стаж работы по специальности и такую ерунду тоже приходилось варить.Да,немного неудобно шипит,воняет,но что делать,варить то надо.И "болгарку" можно взять не надолго с ошиновки,это тоже не проблема. Вы какие-то проблемы тут поднимаете,которые выеденного яйца не стоят.Вот лучше подскажите мне как от межслойного несплавления избавиться,которое рентген не показывает,а УЗД показывает.Как ремонт производит этого деффекта,когда его даже плёнка не фиксирует?
-
Сударь,вы правильно сомневаетесь.Я не сочтёл нужным прочитать "условие задачи" и просто поделился с вами своим методом сварки корня,но вы,скорее всего,владеете данной методой и,судя по стилю ответа,не особо то и нуждались в этом ,а на поставленный вопрос могу ответить следующим образом - Я не конченый олигофрен,чтобы такими дровами диаметром с полено варить пластину "пятёрку".Для этого,да будет вам известно,существуют электроды с меньшим диаметром и не такое гавно как мр3.Кстати,LB-52U и на переменке варит неплохо.Удачи Вам в нашем нелёгком и довольно простом деле!
-
Наплюй на эстетику,если нет ВИК.Мы варим,выкладываем красивый шов,лишь потому что мастер,перед тем как подать заявку ПИЛовцам на просвет,обязан провести ВИК и если существуют какие либо недочёты(подрезы,низкий/высокий или узкий/широкий шов) указать нам на них для устранения.Так как ПИЛовцы,перед тем как приступить к просвету проводят ВИК и если есть недостатки,они записывают их как дефекты и к просвету не приступают. Слишком большая амплитуда.При таких колебательных движениях электрода необходимо,чтобы дуга находилась непосредственно в ване.Я варю корень так - выставляю зазор под диаметр электрода без обмазки,притупление минимальное 1-1,5 мм,начиная с потолка и до вертикала никаких колебательных движений - электрод просто всаживаю в зазор,а вот от вертикала и до макушки веду с колебательными движениями буквально опирая электрод на обмазку,но ни в коем случае не покидая пределов ванны.Соответственно,для каждого из положений свой ток...
-
Это ФЗО что ли,для начинающих сварщиков?
-
Вы,уважаемый Rolli,просто варить не умеете.Всяких "специалистов" видел,но чтобы так изголялись над электродами,впервые!