Симфер
-
Постов
964 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Симфер
-
Ну это не ваша дремучесть скорее мое незнание терминологии, имел ввиду что то типа вот этого дело в том что tig с трудом но поддается пониманию, правда пока только в нижнем положении, поэтому как мне кажется сварить между собой проволоку полегче будет

-
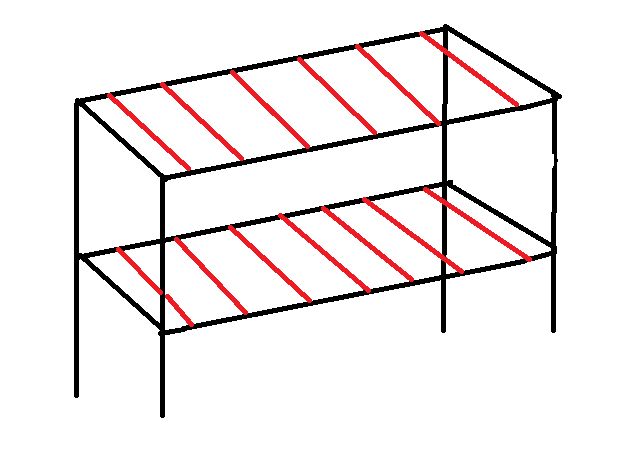
возникло пару вопросов,как я понимаю дно и боковые стороны из цельного листа (подскажите чем гнули) внутри коптилки есть ребра как я понял для установок сетки, а не проще ли сварить двух ярусную сетку для того чтобы не лезть горелкой внутрь прямоугольного короба дабы приварить в нем что-то. хотя мне как полному дилетанту в tig все кажется жутко сложным
-
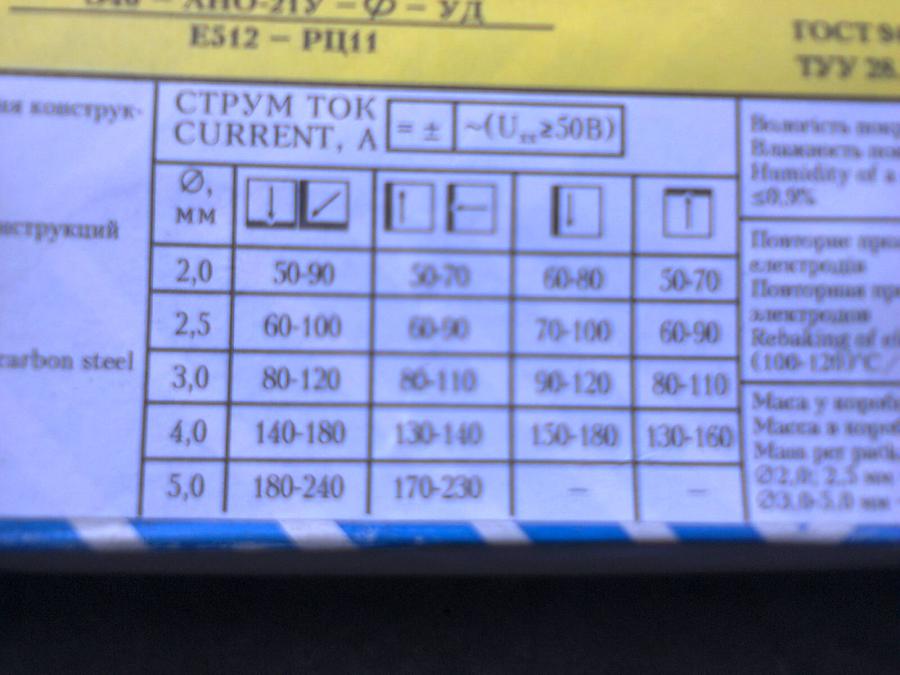
как электрик не состоялся и мало его в этом понимаю но табличку нашел,если она бредовая то поправьте это в тему про ожоги и 30000В (если вдруг "пробъет")
-
а чем это выражено если вы делаете подобные выводы?
-
честно говоря прочитав всю дискуссию суть вопроса так и не понял , если он стоит в том чтобы сваривать тонколистовой метал то вариантов куча, если разговор идет о его (металле) деформациях то это тоже отдельная тема, но как мне кажется не стоит выдумывать "велосипед" который уже давно изобретен, да и цифры такие как 30000В и 10000 Герц более чем внушительные,источник то где такой возьмете?
-
 Мы учились с 27 мая и 4-го января сдали экзамен на корочки 6,5 месяцев и максимум что дали это 4-й разряд, как за месяц получить хотя бы какой нибудь к сожалению затрудняюсь даже что то сказать
Мы учились с 27 мая и 4-го января сдали экзамен на корочки 6,5 месяцев и максимум что дали это 4-й разряд, как за месяц получить хотя бы какой нибудь к сожалению затрудняюсь даже что то сказать -
Про способ "горка" рассказывал когда объяснял сварку многопроходных швов какое положение упоминал честно говоря не помню но сам смысл уловил
-
Ну при сварке п/а либо tig-ом немаловажную роль в ценообразовании играет умение самого сварщика,там и расходники подороже,с чернухой все гораздо проще
-
преподаватель на самом деле много чего говорил, слушали его или нет это уже другой вопрос
-
что не исключено, давненько было, но было, в бытность еще пацаном частенько бегали в местную наливайку "баловаться" вином разливным, так вот от двух стаканов вроде бы не крепленного вина состояние было такое будто выпил галон причем явно не вина,продавщица созналась когда ее в шестером прижали к стенке.. как думаете что подмешивала? поэтому сейчас очень аккуратно отношусь к спиртному купленному даже в гипермаркете, уж больно много нашего брата вместе с бутылкой в последнее время купило билет "в одну сторону"
-
@АВН,так я и не утверждал что именно этих величин тока нужно слепо придерживаться при сварке, они весьма относительны, и как мне кажется практически любой сварщик включающий аппарат ежедневно и минимум на 8-часов на эти таблицы вообще не смотрит
-
жаль нет режимов сварки
-
присоединяюсь к вопросу
-
Как мне кажется более ярче они понимают что "компот забродил" когда после 40-ка лет совместной жизни слышат вопрос "красавица а ты кто.."
-
Вырезка с прайса "дружественной металлобазы", хорошая скидка начиная от 5 тн, а это уже весьма приличная металлоконструкция. неверующим предлагается альтернативный вариант, едем вместе, сидим при +30 в "тени" в машине, стоящей на солнце и убеждаемся в том, что обманывать никто никого не собирается.
-
Цена варьируется от объема того что делаем, при весе в 100 кг вряд ли кто у нас сделает оптовую цену), порой даже если у заказчика есть свой металл, общая стоимость за работу легко считается, теор. вес никто не отменял.
-
Мы изначально как считали так и считаем "цена за металл"+"столько же денег за работу"="стоимость изделия (заказа)". В минус еще ни разу не уходили.
-
ну под словом "рекомендуемого (ованного)" еще можно допустить что подразумевается отображенное наверное на любой пачке электродов вот это а вот "положенный А: электрода",больше напоминает обрывок недосказанной кем то фразы непонятно что обозначающей
-
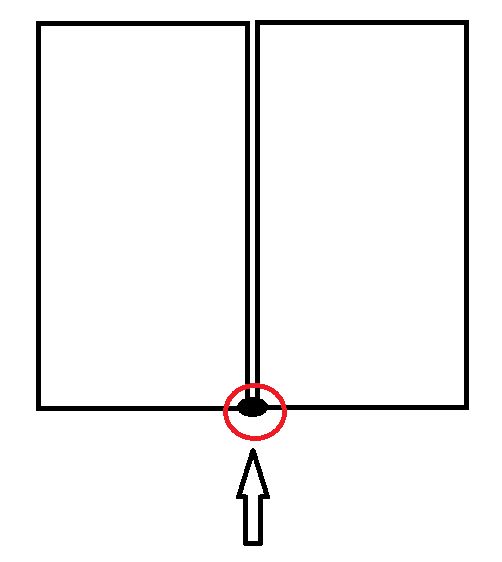
В мою бытность учебы на сварщика (если подобное действие можно назвать таковым), преподаватель по спецтехнологии объяснял так, на самом краю кромок заготовок подвариваете ступеньку (обычная прихватка) и начинаешь варить вертикал с нее, как плюс расплавленный металл она задерживает и нет опасности что он просто будет сваливаться вниз, как это с точки зрения технологии правильно или нет не знаю - академий не заканчивал, но 120А для вертикального шва явно многовато, если конечно металл не >5.
-
@kuznezs, я не знаток, но как мне кажется 80-90А для нержавейки небольших толщин многовато, варил 3-ку на 50А, процесс конечно идет немного медленнее чем на больших токах, но зато очень хорошо видно когда подавать присадку и особых навыков не требуется чтобы не провалить сварочную ванну
-
Сегодня "малыш" задействованный на аргонно-дуговой сварке таки сдох (пробовал варить чугун на токах более 100А, хватило его минут на 10), ездил в дружественный магазин предлагают как альтернативу вот это горелка в комплекте, говорят 200А, держит смело, может кто сталкивался,стоит или нет брать, хотелось бы нормальный AC/DC но тысяча американских президентов сумма не то чтобы не подъемная просто пока не вижу в таком аппарате смысла
-
@kuznezs, на каких токах и какой толщины варите нержавейку, что проваливается? И по собственным наблюдениям заметил что вольфрам обгорает быстро из-за того что на первых порах частенько конец вольфрамового электрода попадает в сварочную ванну. Хотя причин конечно гораздо больше.
-
Спасибо за подсказку, я видел эти фотографии, и решение проблемы в этом безусловно есть, вот только в данном случае ширина бака всего 0, 2 м, а в случае который предлагают мне 1мх1мх1м, и если эти своеобразные ребра жесткости к одной из стенок приварить не составит труда, то вот что касается противоположной как мне кажется будет гораздо посложнее
-
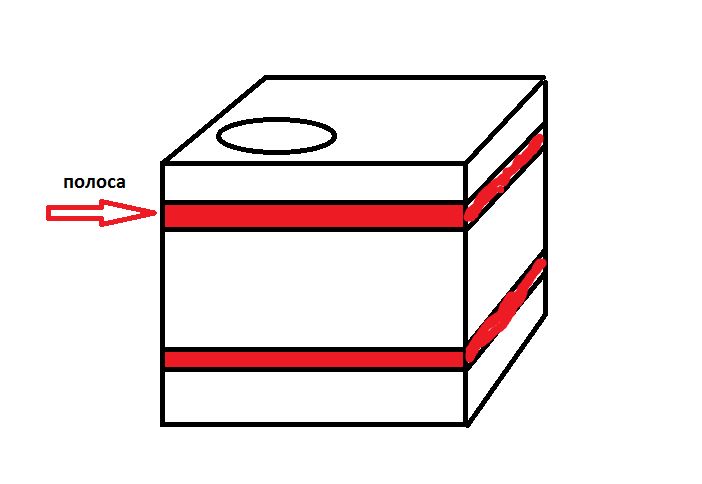
Проблема исчезла так же странно как и появилась, сейчас все ок, что было так и не осмыслил, аномалия просто какая то. И вновь возник вопрос, как сделать то что надумал правильно. Появился в перспективе заказчик под емкость кубовую (1 м3), вроде все понятно, только как мне сказали разопрет ее от содержимого, как проблему свести может и не совсем на "нет", но хотя бы к минимуму, думал подварить по периметру полосы дабы конструкция была по жесче, говорят не решит проблему, может кто посоветует чего
-
@alex937, ярко