АВД
-
Постов
69 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВД
-
Мужики!!! Колитесь что за штуки и как ими пользоваться, никогда не видел. Если можно подробнее.
-
Вообще бронзоФ очень много, самые хренововариваемые с цынком, с латунью не подружился там оч много цынка, тигом сложно.
-
Проволока КМЦ, корень постоянка, заполнение переменка.Проблемы микро трещины на границе основного и шва.Отступив от устава лечил литьё постоянкой - понравилось больше. Вобщем надо учится спецов нет?????
-
Спасибо за ссылки, буду думать!
-
Интересно посмотреть, может есть чертежи. Собираюсь переделать сарай в мастерскую 6*12 кирпич.
-
http://www.autolikbez.info/forum/topic_48
-
На щечках тормозного механизьма приемника катушки, и стопорной крышки, должны быть небольшие выточки под 5ти килограмовую катушку ( на кемппи адаптив именно так).Если нет надо сделать по паре мм.
-
http://www.youtube.com/watch?gl=ES&hl=es&v=pSAVDnjFfKU
-
Ацителеновый баллон заполнен пористым материалом, который пропитан ацетоном. В одном литре ацетона растворяется 20 литров ацетилена,что позволяет безопасно создать давление. Эти баллоны нельзя ударять может осыпаться наполнитель(станет непригодным к эксплуотации). Никакие другие не подойдут.
-
http://www.detiperuna.ru/?p=6535
-
Возможно у Вас баланс отрегулирован на отрицательную полуволну, дуга становится Уже и давит на ванну при этом присадка плавится не доходя до ванны и не сплавляется с основным металлом. Возможно из за угла наклона горелки, попробуйте 80-85* Возможно большая подача аргона. ... и еще вопрос- для тонкого металла например трубок 0.8-1мм какие параметры выставлять? ток? баланс? какой электрод лучше использовать(диаметр, маркировка)? какую присадку лучше использовать и есть ли универсальные?... Ток попробуйте 25-30А на 1мм толщины,но по мере разогрева необходимо уменьшать(тем более тонкий металл). Заточка электрода 15-20* с притуплением 0,5-1мм .Баланс подбираю таким образом чтобы при первом розжиге на кончике электрода образовался шарик диаметром примерно 1,5мм(это где-то в начале положительной полуволны необходимо искать для каждой величины тока).Если при последующих розжигах шарик увеличивается(электрод горит), сдвинуть баланс ближе к середине. Отрицательная полуволна исползуется в основном на больших толщинах и площади когда необходим разогрев. Электроды использую WC-20 серый кончик. До толщины 2-3мм использую Ф2.4, толще Ф3.2. В момент розжига попробуйте увеличить длинну дуги(ток уменьшится)затем плавно подвести к металлу, довольно эфективно на внешних угловых швах, на внутренних угловых ток на 15-20% больше.
-
Да брацы!!! Иногда даже одна правильная фраза, сказанная вовремя, сокращает время обучения в разы. Огромное спасибо!!! Буду пробовать и вносить коррективы.
-
Спасибо 'vnuk' очень толковые коментарии. Ванна смотрится совсем подругому, присадка действительно вливается, гораздо точнее подбирается ток (по качеству что-ли границы расплавленного и не расплавленного металла ,если можно так выразиться). По постановке руки. Изначально горелку держу сверху кисти(как авторучку), это не всегда удобно, особенно на длинных проходах и на больших токах "горят" пальцы. Хотелось бы услышать Ваши коментарии. И все подмывает спросить технику постановки рук и технику выполнения вертикальных швов встык(снизу вверх).

-
Т.е. если я правильно понял варить на проволоку, рука не подает а отходит по проволоке назад с постоянным давлением вниз.Как Вы подбираете ток ( имперически А/мм толщины), у меня валик просаживается не пойму почему. Косаетесь ли соплом валика, какую держите длинну дуги. Необходимо ли остужать после первого прохода. Эх посмотреть бы. Интересна техника движения горелки(дугой вперед с задержкой на границе разделки?) Спасибо! Буду пробовать!!!
-
[quote name='АВН' Кто нибудь объяснит,чем профессия сварщика прибыльнее авиатехника? Все очень просто. В нашей необятной Родине авиация практически уничтожена (в прочем как и в украине и в беларусии),по сварщикам пока не принято решение так что живем(пока).
-
Супер!!!
-
В принципе понятно, преобрету для повышения общей "ерундиции". Спасибо за ответы!!!
-
Электроды по "люминю".Если есть практика, поделитесь инфой!!!.Что за "зверь" и с чем его есть!?
-
Как центровал?
-
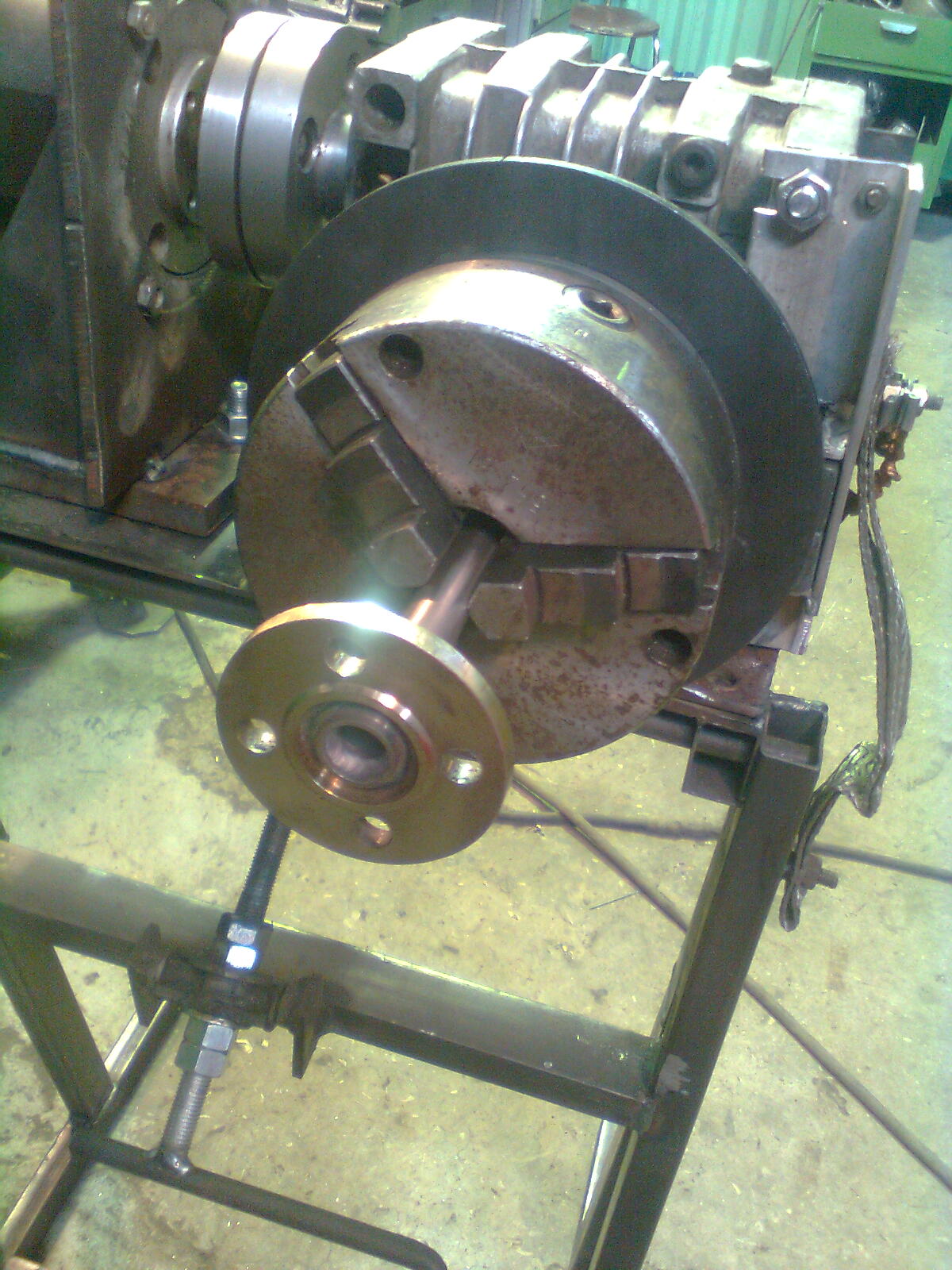
Швы классные я так понимаю во вращателе.Какая при этом режиме получилась ширина шва( по фото сложно с маштабировать).Второй проход делал сходу, или полностью остужал? При проварке корня как идет горелка?, присадку добовляешь или без? С углом внутренним и внешним мне более менее понятно, а вот со стыком сложнее не, могу добиться стабильного ровного обратного шва, особенно когда приходится прерваться а потом продолжить. Предпологаю что подобные вопросы есть не только у меня.Пооперацыонно в ручную, стабильно, из тех кого знаю толком показать ничего не кто не смог только разговоры. Подключайтесь! Здесь же много классных сварщиков.
-
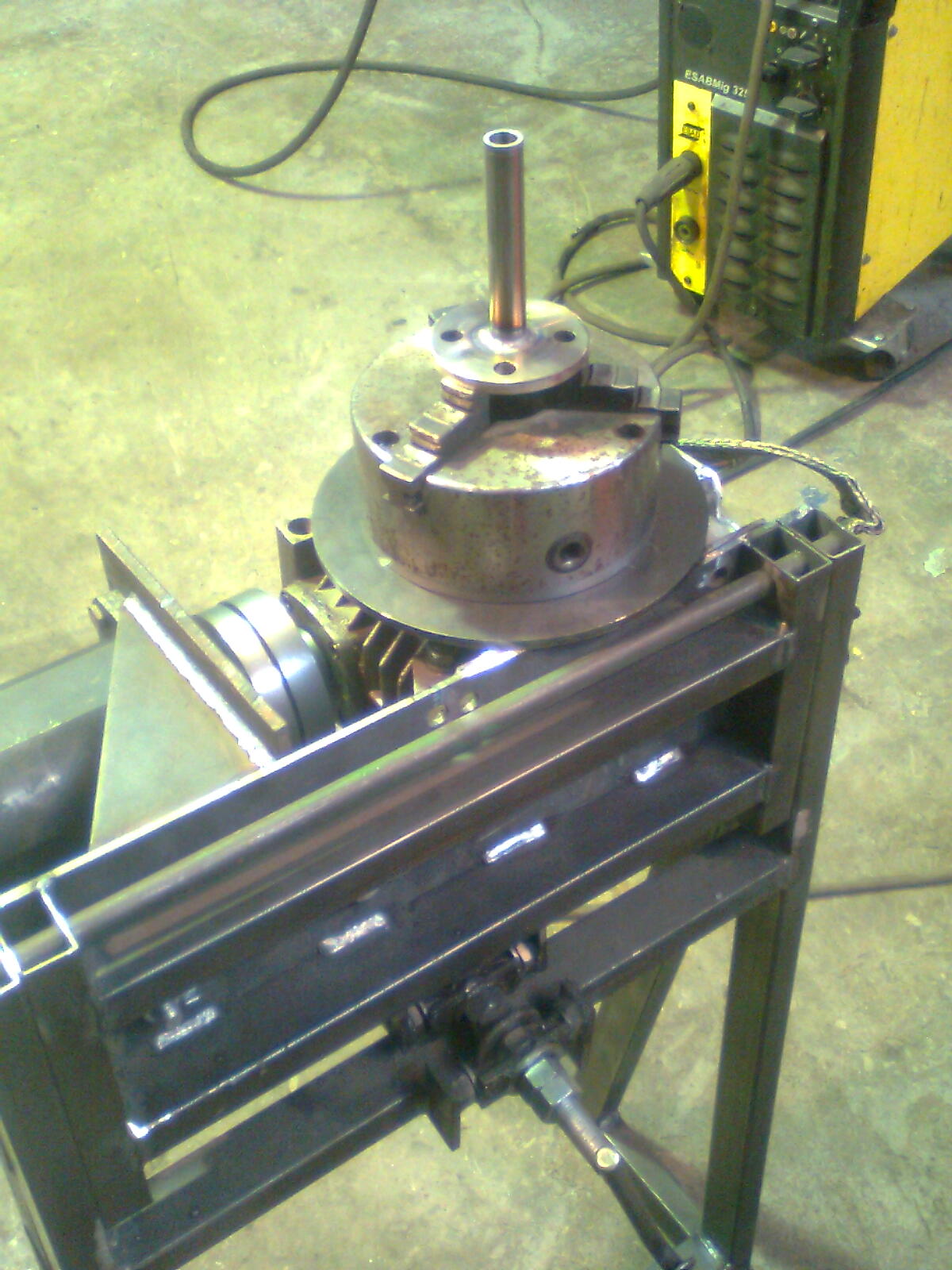
Двигатель постоянного тока, переключатель реверса стоит прямо на нем.Регулировка оборотов через ЛАТР. Педаль пока не сделал.
-
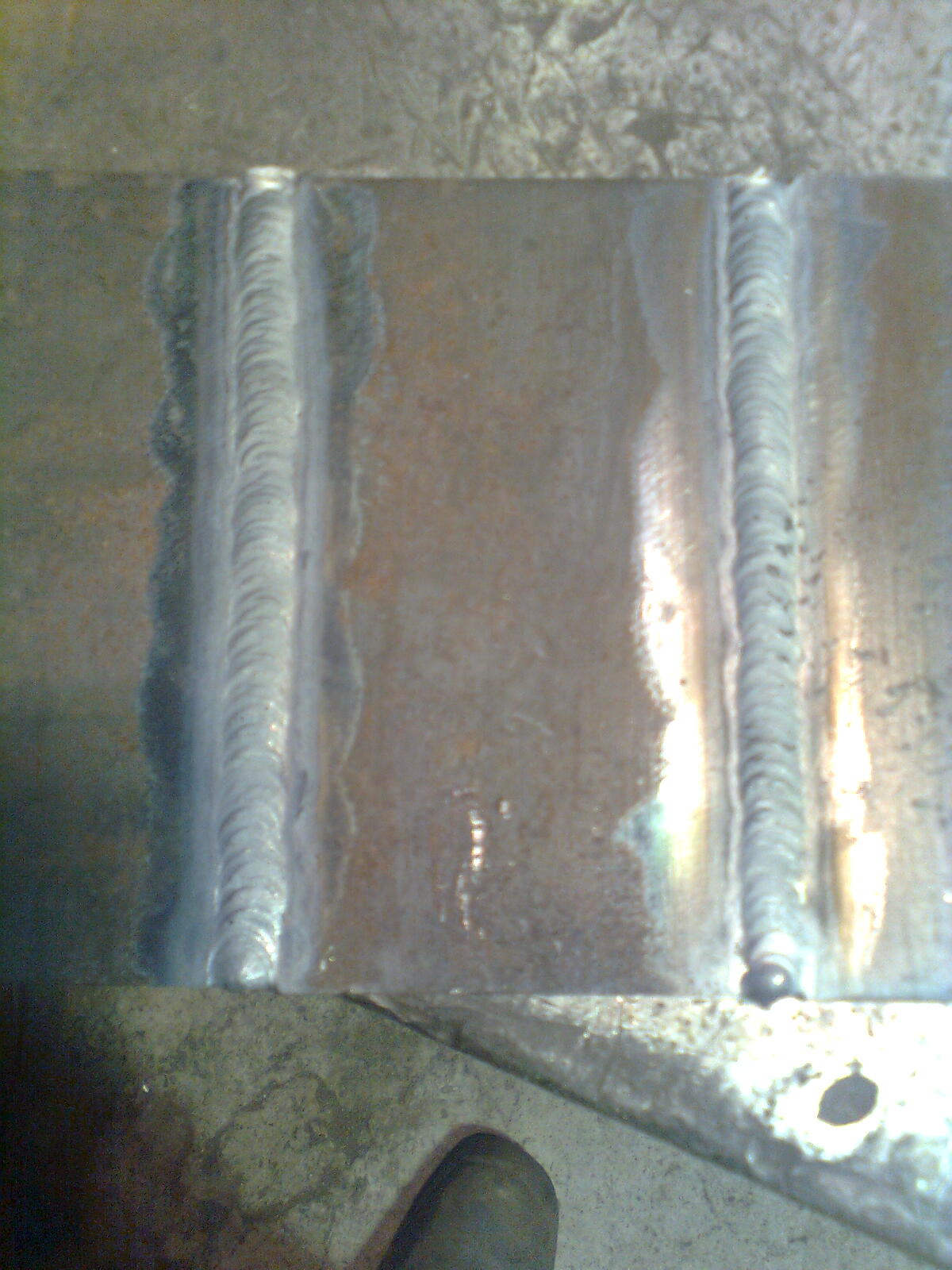
Вот об этом речь(толще 3мм-разделка эт понятно, поленился), хотелось бы увидеть провар корня с формированием обратного шва,ну и основной естественно. Предлагаю выкладывать фото (кому интересно конечно) 1. Разделка, сборка 2. Корень,обратный шов 3.Лицевой вторым проходом 4.Описание режимов.( у меня корень получился 122А, лицевой 103А) Теория хорошо, но без практики?! Да, варил на столе в нижнем положении, горелку вел в перед по ближней кромке,назад по дальней с задержкой.
-
Продолжу тему, ужо больно мне понравились швы vnukа и blazen79 После переписки с blazen79 подкорректировал технику(за что ему огромное спасибо) Вобщем вот что вышло:- вроде оно, а вроде и нет?! Чернуха 5мм без разделки в зазор 2мм. Задачу поставил проварить корень с формированием обратного шва. Варил в два прохода. Хотелось бы услышать: 1.кто какие ошибки видит(по внешнему и обратному) 2.наиболее вероятные причины 3.способы устранения Может кто сделает с разделкой кромок, или в один проход.
-
Вот соорудил, типа вращатель.
- 70 ответов
-
- 11
-

-
Эт тож ответ. Понял не дурак, дурак бы не понял.