АВД
-
Постов
69 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВД
-
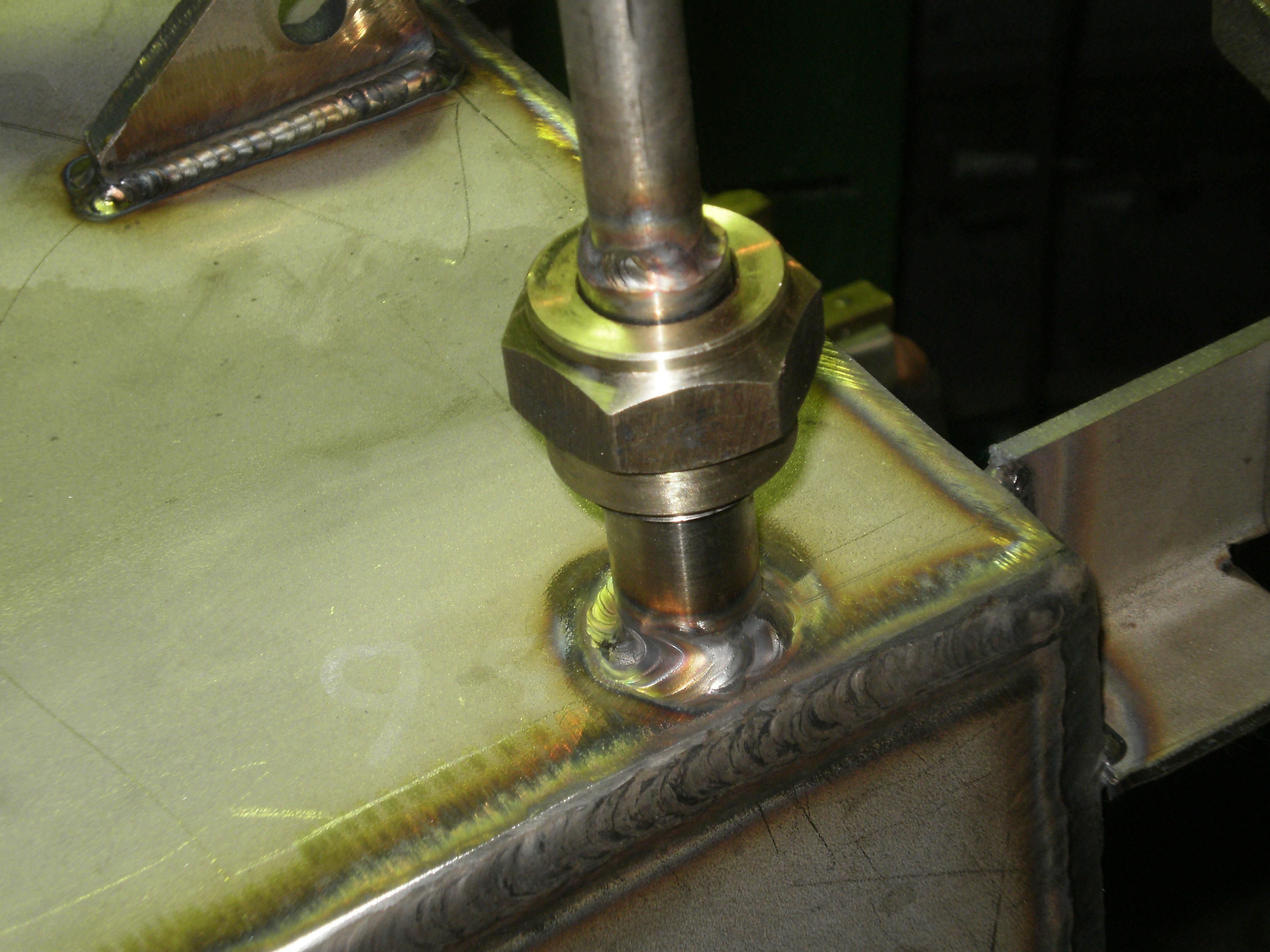
ДаС, швы классные. blazen79 научи!!!Фланец варил в том положении что на снимке??? Если не секрет опиши подробней технику сварки.
-
Покупаю похожие на Ланском шоссе м-н сварка 290р оч удобные.
-
Спасибо, всетаки подача в импульсном.Тогда можно в цепь питания движка встаить реле и регулировать частоту подачи низкочастотным генератором(мультивибратором)?!
-
Есть механизм подачи от п/а в чемодане. Вопрос возможно-ли его адаптировать под ТИГ,потому как оригинал стоит больше 40т.р
-
Варил п/а, мне не понравилось.
-
А если самому замутить? Или там подача в импульсном режиме?!
-
http://www.youtube.com/watch?v=37l7P5V1eXU&feature=related http://www.youtube.com/watch?v=Uy0LV0c055g&feature=related
-
http://www.youtube.com/watch?v=NdTMa1r_RR4&feature=related http://www.youtube.com/watch?v=kBiw3Khd2_Q&feature=related http://www.youtube.com/watch?v=37l7P5V1eXU&feature=related
-
Поздравляю!!! Желаю счастья и удачи на своей земле!!! Мудрости тебе не занимать!!!
-
С такой толщиной сталкивался буквально считанные разы,оч геморно опыта нет. Вывод сделал такой, либо с отбортовкой кромок либо, точкой(типа электро заклепок) при оч хорошей подгонке, внешний угловой без присадки неплохо(но присадка всегда на готове)ИМХО.
-
Ждем-с фотоотчета!!!!
-
Пасиб. Бак нержа толщина 5мм сварка в нутри угловой шов ток 177 ампер присадка 2мм, снаружи ток 156 ампер присадка 3мм без разделки кромок напуск 3мм с расплавкой обеих кромок. фланец ток 187ампер присадка 2мм на приличной скорости. расход в приделах 12-16 ( в основном стоит 14) сопло на внеших швах10 электрод максимально в нутри горелки. На угловых 7ка. На счет аргона не сталкивался,может большой вылет электрода? И еще мне нравится варить диаметром 2,4 с довольно острой заточкой. Посмотреть бы???
-
В основном жостко зажимаю коонструкцию по всей длинне шва (например в кондукторе), сварка на предельном токе с максимальной скоростью Нержавейка 3мм ток 107 ампер сварка в один проход без присадки на максимально возможной скорости, вертикальная полка жостко зажата планкой толщиной 18мм , длинна стола 2520мм ширина 770 мм

-
ИМХО вряд-ли качество шва зависит о его длинны.
-
Года два наверно будет. Вот сегодня собрали бандуру
-
У старой горелки, головка имеет две оси поворота, оч удобно при плохом доступе. Эт новая , и в разобраном . Из новой потраха даставать не стал, точно такие же, только одна ось вращения головки.
-
Наконец-то добрался до компа сфоткал и разобрал эт старая потек, антифриз, прогорела
-
Пасиб. Горелка родная, только головка не поворотная несколько неудобно в углах. Алюминий из Амг, присадка Амг-5
-
Вот немного нафоткал, толщина от 5ти до 10мм ток от 170до 217
-
Спасибо!!!Очень оперативно и толково.Буду пробовать. У меня Caddi2200iAC/DC(ESAB),нет опыта использования импульсного режима, прошу пролить свет.Как соотнести ток импульса с током паузы, длительность импульса и паузы в зависимости от толщины металла(допустим толщина 0.5,1.0 и 1.5мм) С уважением АВД.
-
Доброй ночи и доброго всем здоровья! Вопрос в следующем.Нужно сварить два листа пищевой нержавейки, толщина 1мм,длинна шва 750мм. Попробовал на чернухе,прихватки через30-40мм,ведет. На подкладке из квадратной трубы(15мм) можно сказать что не ведет. Но,... в местах где нет зазора неплохо получается без присадки, там где есть зазор в начале неплохо с присадкой а затем прожоги и в результате горбы. В общем мне не нравится. Прошу поделиться мыслями и безценным опытом. С уважением АВД.