Васо_29
-
Постов
581 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Васо_29
-
@PecToPaH, трёхсотые хорошие....правда тройкой у нас не варят...
-
@круазик,дак толсто всё!!! +писят, -писят....И если присадку ко шву примкну, то её потеряет зритель...
-
@RyuuKiiroi, блин, если это УОНИИ, то всё плохо...Этими электродами можно рисовать!
-
нержавейка, эл-ды ЭА-400/10У, 4мм...Кто ими варил, тот поймёт этот геморрой По технологии межваликовые западания 0,2 мм на базе 10мм...Это нереально ! У нас даже щуп наинается с одного мм!!!! В общем всё это в итоге будет перекатано аргоном.... Написали в тех отдел запрос...о добавлении денег на доп работы...

-
@Vovka123, если шлак и металл вообще не отличить...Тогда что? Шипит, фырчит...В итоге е,сли шлак отбить удаётся, то там швейцарский сыр!!! ЭМЭР-три...
-
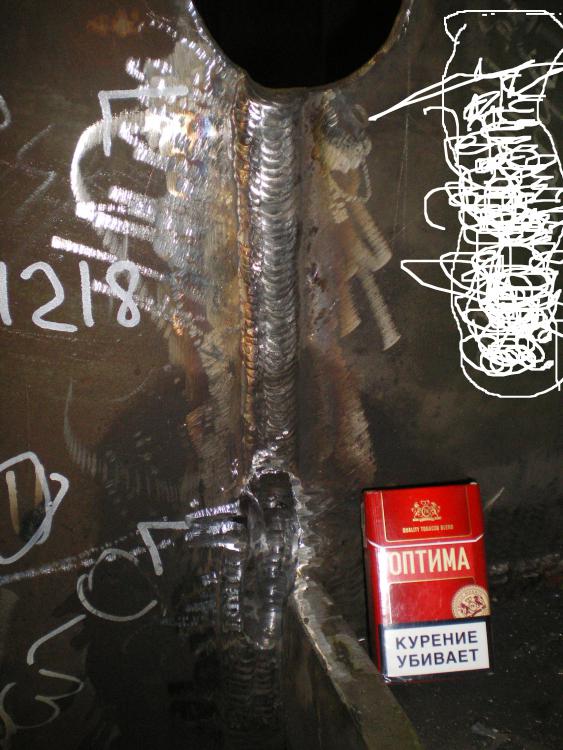
чот инструментом завалился...Горловины нержавейка привариваются к АК-32..Корень ЭА-48М/22. Строгать нельзя. Запил корня и вываривание аргоном: ток 400-450А, электрод 5мм, присадка ЭИ-981/15...Затем уже электродами ЭА-981/15. Потом рентген, а уже после облицовка электродами по нерже ЭА-400/10У
-
чот инструментом завалился...Горловины нержавейка привариваются к АК-32..Корень ЭА-48М/22. Строгать нельзя. Запил корня и вываривание аргоном: ток 400-450А, электрод 5мм, присадка ЭИ-981/15...Затем уже электродами ЭА-981/15. Потом рентген, а уже после облицовка электродами по нерже ЭА-400/10У Блин,..не удаляется...Хотел-то вот это:
-
@Vovka123, сварка справа налево...брррр
-
@Vovka123, левша? Если нет, то совершенно непонятно, почему сварка производилась "на себя"???
-
@Big_White, у нас для ускорения варится электродом 4-5 мм, присадка 4-5 мм, ток 300-400..расход 20 л...Что-то мне думается, что электродом 2,4 не ускориться...ИМХО
-
@Big_White, ничего не понятно...Какой диаметр электрода, какой ток, расход "топлива"?...
-
смесь 50/50 (сам накручивал) Метал чёрный, проволока почти нержа (30% феррита, остальное аустенит...)
-
Спасибо, мужики! Выпил за ваше здоровье!
-
@BelaZZ,так вот зачем эта неведомая фигня!
-
Спасибо, мужики! Вот вам не спится-то! Мягкий знак можете поставить по умолчанию...
-
ч/з 2 минуты я отмечу!
-
Полуавтомат, проволока 1,2; Ar+CO2 . Толщина 25мм, рентген.... нижнее - вертикально верт. - потолок
-

«НИИ стали» запатентовал способ сварки ультравысокопрочных броневых сталей
Васо_29 прокомментировал Рудольф Шнапс запись блога в Шнапс вещает
Это какого года статья? Ещё как лет 60 назад так варили корпуса АПЛ...Да и до сих пор этот метод используется...Ещё, вроде как, он(метод) называется сварка с перевязкой валиков... -
@vergaser,греть при сварке этими электродами не надо,для этого их и придумали,чтоб не греть! Греть надо при сварке этой стали низколегировными электродами(при сварке в аргоне или проволокой в газе греть не надо),греют для того чтобы водород выходил...например при сварке съёмного листа или в районе линии реза...домой приду-фото скину с подогревом...
-
@prometey, да лишь бы платили...А заварить мы заварим что угодно)))
-
выдали робишку...хоть на человека похож стал
-
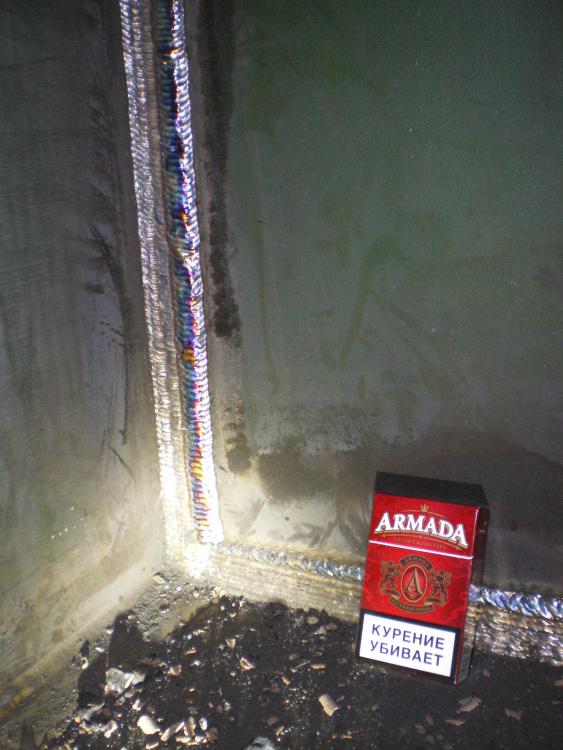
толщина 50мм, УЗК+РГК, Габариты: ширина 70(+5-5)/ высота 9(+3-1)+галтель... эл-ды ЭА-981/15, присадка ЭИ-981А... Предварительно (в идеале 2 слоя+облицовка) варил а один слой, высотой в 7мм, потом облицовывал...