BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
"Классный детский мульт о сварщике!" http://www.youtube.com/watch?v=la9ehZOAHM4 Если было,то извиняюсь. P.S. C элементом рекламы,правда.
-
 @tig,С Днём Рождения , Вадим ! Счастья,здоровья, семейного и материального благополучия,успехов в жизни и мирного неба над головой !
@tig,С Днём Рождения , Вадим ! Счастья,здоровья, семейного и материального благополучия,успехов в жизни и мирного неба над головой ! -
@sergei2912,На выходе из генератора дым горячий,но рука свободно терпит эту температуру и внутри ящика она вряд ли выше 40-50*.Может и того меньше.Вё зависит от объёма и скорости потока дыма.Я эту тему не копал,если есть интерес,то можете провести испытания. Опилки использовал сухие.Магазинные.И крупной фракции,и мелкой. Отверстие снизу у меня одно,5мм. Основная трубка 1/2",резьбы - сколько токарь нарезал,"по стандарту".В центр муфты вкручивается жиклёр от резака .Я использовал разные - все работоспособны.Ради эксперимента был даже использован наконечник от ПА с вн.диаметром 1,2мм,всё ОК. Такая конструкция избавляет от центрирования потока и проблемы поиска "тонких трубок",потому что чем шире поток,тем хуже работает эта конструкция. С трубочкой,вместо жиклёра,я другой агрегат сделал,но он уж слишком мощно выдаёт дым на "гора".Если интересно - позже выложу.. В основной трубке сделано отверстие 12мм на расстоянии 30мм от края.Изначально,руководствовался тем,чтобы конец жиклера был на срезе отверстия,да так и оставил. Как показали испытания и применение различных мундштуков, +/- туда-сюда,сильно не влияет.Диаметр основной колбы роли не играет.ОТверстие в основной трубке располагается вниз На фото - вид снизу. Можно и пару дней коптить.Дело в том,что здесь дым такой концентрации получается,что уровень концерогенов превышает все мыслимые допуски.Моей задачей было придать продукту вкус копчёности и цвет и в заданный промежуток времени это было достигнуто.До этого был пробный эксперимент и два дня (смены) обработки дымом,но конструкция была сыровата и результат был получен только с упором на время. Не понял относительно каких трубок - одна в другую далеко ли заходит? - был вопрос.Если идёт речь о той что на ящике,то она лишь для удержания самого коллайдера,а если про жиклёр,то он ограничивется резьбовым промежутком. С обратной стороны жиклёр рассверлил под ф.5мм и туда запрессовал трубочку,на которую одевается силиконовый шланг от компрессора. Если что забыл ответить - спрашивайте. Подача воздуха с компрессора сдалана на минимум,а то дым изо всех щелей начинает валить. http://www.youtube.com/watch?v=PTkkvaJoL6g К вопросу "трубка в трубке" и наконечника от ПА Чтобы постов кучу не плодить,сюда отпишусь.В качестве жиклёра был использован сосок от камеры с гр.автомобиля. http://www.youtube.com/watch?v=7yhpM3pY9Ns







-
В свободное от работы время ну никак руки не доходили.Пришлось "не отходя от кассы" организовать процесс.В ход пошло то,что было под рукой,с небольшой доработкой-доделкой.Ящик из под оборудования.Кое-что прилепил,присверлил и готово. Процесс был начат в 9-00 и в 15-30 свернут.Результат В ходе всяких заморочек с этим агрегатом,методом проб,ошибок,изобретений велосипеда и всяких усложнений,пришёл к самой простой и ,на мой взгляд, функциональной конструкции.Из необходимого это труба 70мм (корпус), 1/2" с резьбой на одном конце,муфта с резьбами и мундштук от резака ( с тыльной стороны увеличил отверстие под трубочку,чтобы на неё одевать силиконовый шланг от компрессора).Всё само центруется и функционирует.











- 651 ответ
-
- 13
-

-

-
Весь этот энтузиазм быстро лечится болгаркой.Одно дело когда в гараже катушки для души ваяешь, другое дело на производстве,когда задействованы люди,что готовят и собирают стыки,и план имеет место быть,и просветка своё дело знает. Вот когда наступает момент истины.Объект смонтирован,ПИЛ просветил и все косяки отобразятся на плёнке.То есть труд N-го кол-ва людей коту под хвост.И им ты не докажешь,что С2,что ГОСТ,что это провар,просто он немного не такой,и что Вы все просто не понимаете красоты и интереса процесса.Лично я не могу позволить себе такие вольности,пусть даже по ГОСТу ,потому что знаю возможные реальности и в чудеса не верю.Ради интереса я всё-таки буду пробовать,но только ради интереса и "на кошках".Кстати,раньше Вы как варили? Зазор и прочее ?Что не устраивало и есть ли фото предыдущего творчества ? Ещё хотелось бы узнать на каком токе была сварка на тех стыках,за которые ломаем пики.Интересует ток на корне,на облицовке,и используемые диаметры и марки электродов.ПОследнее там оговорено,но это уже до кучи.
-
@Урий, ПО всей видимости,от длительного воздействия дуги на св.ванну выгорают хим.элементы и они выпадают в осадок,в результате чего св.ванна пенится и варить невозможно.Подавая присадку в зону сварки,мы раскисляем металл и компенсируем потери.Глубоко лезть в эти процессы в силу своей дремучести не берусь.Если на нержавейке при сварке "своим телом" процесс протекает хорошо - и св.ванны пошире можно сделать для провара при значительной толщине,то на чёрном металле такой вариант не пройдёт.Оговорюсь,до определённых моментов.А на 5мм и делать ничего не надо.Маленький зазор и отсутствие разделки.Всё,даже присадка не поможет.Дуга зажмётся в "разделке",присадка там же засядет,а попытка разогреть всё это дугой,просто "запенит" св.ванну.Иной раз с разделкой и зазором ,но маленьким - стянуло илил лень разделать,получается непровар и приходится этот участок разделывать и переваривать.Поэтому я к таким вещам отношусь с большим скепсисом. А вообще,только практически постигаешь все эти моменты,в теории можно долго рассуждать .Есть ещё сварка погружной дугой,но это другая песня.О ней я только мимоходом читал
-
@Alexzzzz,Еле успел на торжество. Поздравляю с Днём Рождения ! Всех благ, здоровья удачи и успехов ! Ваше мастерство Шурпет уже отметил,с удовольствием присоединю своё аналогичное мнение.
-
Выскажу свои мысли относительно С2 , максимальной толщины с рекомендуемым зазором.Это как с автомобилем.Есть заявленная максимальная скорость,средний расход топлива ,но в действительности ,как ты ни крути, достичь,что одного параметра,что другого ,если не невозможно ,то крайне сложно ,потому как всё это - результат испытаний в идеальных условиях .Так же и с С2-в принципе !,возможно.Нельзя этот пункт ГОСТа назвать бредом - создавался он всё-таки во времена,когда ещё был порядок,но и за правильность ратовать тоже нет желания и есть тому основания.К тому же есть много нюансов с этим С2.Одно дело варить поворотный шов,другое дело - неповоротный,с отрывом или без ,тип электрода,усиление вн.валика... Сужу по себе.Если стенка 3 -3,5мм ,в принципе,сомнений не вызывает,то 4 и выше - хотя казалось бы миллиметр с копейкой всего ,уже представляют существенную сложность и я не решусь варить стык с такими параметрами.Замечу ещё,что даже ТИГом такую толщину не продавлю - без присадки металл выгорит,а с присадкой будет непровар.В общем это так,мысли в слух.
-
@папаша, С Днём Рождения ! Здоровья и счастья !Творческих успехов на нашем "бенгальском" поприще, попутного ветра и семь футов под килем ! Хотя,судя по выложенным фото, надо бы семьдесят
-
При сварке мелочёвки в стеснённых условиях и необходимости позиционировать в плоскости очередную "плеть" для монтажа,приспособил такое вот устройство,если не ошибаюсь,то с подвеснымми потолками связанную.


- 4 ответа
-
- 19
-
-
Ну вот,а то всё политика да политика
-
Не хотел вступать в дебаты,но не могу не спросить: Вы не видите реальные вещи ? Я про последнее фото (в моём посте,специально увеличил).Там непровар почти на всём представленном участке.У меня в посте мелькал фонарик,копеечный,китайский.Вы думаете он мне для подсветки стыков для форума ?Даже будучи уверенным в качестве шва,мне не составляет труда заглянуть во внутрь,а где проблема с видимостью,то фонарик в помощь.Не заметить на катушке такие косяки - без комментариев.А вобщем ,я рад за Вас,за Ваше упорство в достижении цели и отстаивании своих позиций.С таким энтузиазмом горы сворачиваются да реки вспять пускают,что уж там зазор да толщина.Как я Вам уже сообщил,то на досуге займусь повышением своей квалификацией.ГОСТ писан не дураками,а значит преусловатая С2 имеет-таки право на жизнь и варить её мы обязаны.И Вам на будущее.Чтобы не было таких горячих тем,следует и стык сделать качественно,чтобы обоснованно утверждать реальное (а то как с Мюнхаузеном ситуация),и представить его скользкие углы в достойном ракурсе.И тогда не будет кривотолков,нападок,сомнений и других инсинуаций.А все дружно поставят "+" ,а в комментариях будет восторг и похвала. Удачи ! С уважением.
-
@Испананец,Я очень рад за коллегу,когда у него всё получается и сам не прочь поучиться,но не досуг.То чему была возможность научится,осталось в прошлом,как сомнительное, и на сей день варю иначе.Интернет,книги,форумы,практика.Нет и в мыслях петь дифирамбы в свою честь,но за плечами сотни метров стыков , почти все просвеченные и пройденные.Забракованных - несколько штук,хватит пальцев одной руки.Если же варить по такому ГОСТу,то результат был бы иной.Пожалуй,я соглашусь с Вашим заключением,что квалификация слишком низка,для такой сварки,но как быть с теми предприятиями и их требованиями к сборке и сварке стыка,именно под такие параметры,что использую и я ,в том числе.А ведь эти конторы имеют серьёзную репутацию и дорожат ей,и обучение на их базе проводилось до последнего времени,и аттестация,и не только с нашего региона.Значит они все низкоквалифицированные и ничего в сварке толком не знают.Чтобы быть предельно честным оговорюсь,что основной акцент на корень у меня аргон,но и ручником варю,и зазоры/разделка в обеих случаях разнится с обсуждаемой.Ну а теперь от слов к делу.Я никого не хочу в чём-либо уличить,но коль пошла такая пьянка,то давайте развеем все сомнения,а то зачинщики сразу в кусты со словами - не стоит задавать вопросы,лучше просто пообщаемся.Я просто хочу расставить все точки над "i",а может и научиться такой продвинутой сварке,но есть ряд нюансов,которые будят во мне сомнения,относительно чистоты эксперимента. Если даже зазорник 1,6мм ,то элементарным прикладным расчётом только корень выходит в (min) 5мм.Если же по требованию перекрыть шов хотя бы по 1мм на сторону,то выйдет уже 6мм,если учесть,что шов неровный,то это ещё миллиметры в +,да и ниточного шва не видать. Если сопоставить ширину корня и толщину стенки,да учесть при этом заявленную ширину шва,то волей неволей возникают сомнения.Для примера свою картинку вставлю.Что мешало также качественно представить свои достижения,непонятно. Хотя по нижнему фото картина проясняется. Этож какой разряд,Испананец,полагается за такой провар ?Какая нахер старая школа ? Не хочу обидеть заслуженных спецов,но со мной работают пердуны старой закваски и их достижения уже мелькали в галерее. И вот на основании всего этого и возникае масса вопросов,а не потому,что я такой вредный.Так что давайте будем до конца открыты и честны друг перед другом.Если я заблуждаюсь,то извинюсь от чистого сердца,хотя я и не грубил и ни в чём не упрекал,но занятая Вами позиция,господа - один молчит,а другой рьяно защищает,сама сподобила на такое копание в истине. Заранее благодарю !



-
@Испананец,Вы опять же даже не намекнули,к какому лагерю принадлежите,практик или теоретик.Это многое значит.Сразу оговорюсь,что к обеим сторонам отношусь с огромным уважением. Немного порассуждаю,относительно строгих стандартов ГОСТа. Согласно позиции С2 и уже представленному здесь образцу 159-й трубы со стенкой 5мм и зазором в 2мм и выходной шириной шва 4мм.Электрод 2,6мм,знакомый LB.Чтобы прогреть металл ,продавить толщину стенки , не захлебнуться шлаком/металлом без колебаний или иных манипуляций обойтись трудно,а завышая ток,на той же LB,мы получаем крайне некомфортноую сварку.К тому же ,шов стягивает - его мы постоянно прорезаем или уповаем на качественные прхватки.На них мы немного остановимся.Прорезаем или перевариваем ? А как начинаем варить последующий электрод ? Надо же сточить окончание сварки,а мы "забили разделку" и в 2-х мм зазоре разделать на нож стартовую площадку не "повредив" номинал тоже проблематично.Да и замок в корне сделать "напроход" очень сомнительное качество.Облицовка предполагает перекрывать разделку на 1-2мм (+) .Даже если соблюсти все требования,то и корень,и облицовку мы проходим ниточным швом.А ещё надо учесть плавный переход к основному металлу,избежать подрезов,формирование замков тоже со счетов не сбросить (начало и окончание с заходом).Ну и в завершение пару направлений.В ГОСТе эта толщина указана,как максимальная - т.е., да возможно,как и гарантированный непровар.Думаю ,мало кто будет рисковать на серьёзных объектах гнать погонаж по такому стандарту.В подтверждение тому и раэделка,и аргон (опять же с "нормальным" зазором),и РДС с зазором .Даже в "СТО Газпром 2-2.2-115-2007" и зазоры,и разделка имеют место быть.Можно возразить,что речь шла именно за С2,но можно и парировать,что на такой толщине диаметре,а уж выше,то и подавно,такое очень сомнительное действо.И ещё следует учесть человеческий фактор .С каким бы разрядом не был человек,но он не робот и сварка в пространственном положении по-любому сказывается на нём и отражается на шве - Вы же акцентировали внимание,что должно быть одинаково качественно во всех положениях,чего уж мелочиться,на это и сделаем упор.
-
Сделал мне корефан - наш форумчанин,коллега по цеху и отличный парень,презент.Спасибо ,Валерий ! Стояли банки радуя глаз и рука не поднималась запускать их в дело,но и устоять от соблазна- совесть не позволяет.После LB,конечно,разница чувствуется.Вернулся на прямую полярность,текучесть выше (сказывается содержание рутила,по всей видимости),замок перекрывать надо "более серьёзнее" - начало изобилует порами,но из плюсов - всё остальное.Шов формируется отлично ,повторный поджиг изумительный, св.ванна ,кажется,"держится" на грани фола,но,тем не менее, держится и , довольно-таки,уверенно.Из первых впечатлений.Варить Бохлером сложнее ,чем LB (может по-первости так показалось),но ,тем не менее,они стоят того.Варить ими пробовал очень давно и ,всего-навсего, пол-пачки. Из личных впечатлений - не разочаровался Да,кстатиТруба 1/2",электрод -вышеупомянутый Бохлер,ф 2,5мм,ток 40А ,стык поворотный.Уж не знаю,по ГОСТу ли?




-
@Испананец,Вы ,вообще ,кто ? Такое впечатление,что в спецзаведении был День открытых дверей.Если подписались подискутировать от скуки,то Вам в курилку.Если Вы что-либо из себя представляете,то обозначьтесь.Молотить языком - ума много не надо,равно как и писать неграмотно,или,как по Вашему,"шмурдяк".Если Вы действующий специалист,то будьте добры подтвердить свои позиции делом,если же офисный планктон,то продолжайте сидеть ровно.Начал было комментировать Ваши претензии,но затем изменил своё решение,потому что и стиль "шмурдячный" - всяко-разно можно толковать сие , и суть некоторых "непоняток" - это невнимательность с Вашей стороны - можно и фото увеличить,и мозг включить.
-
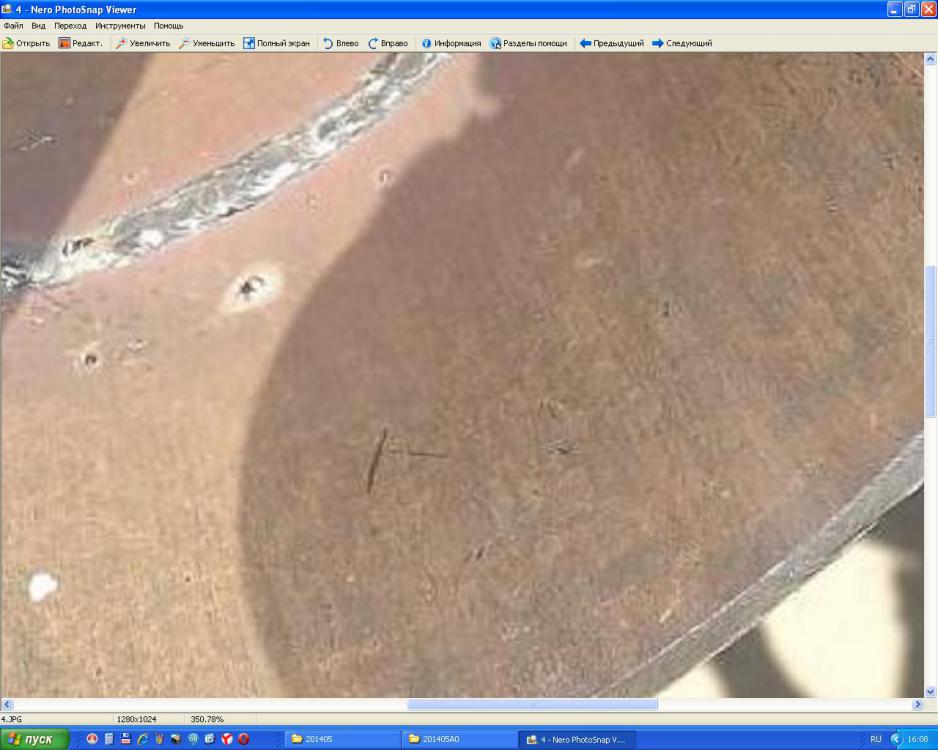
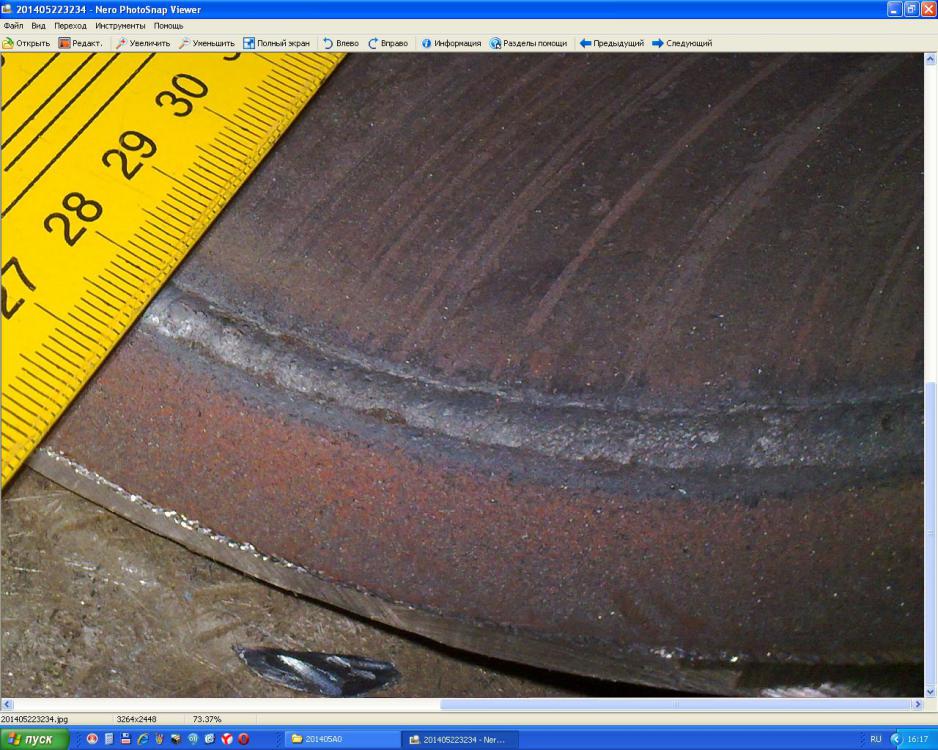
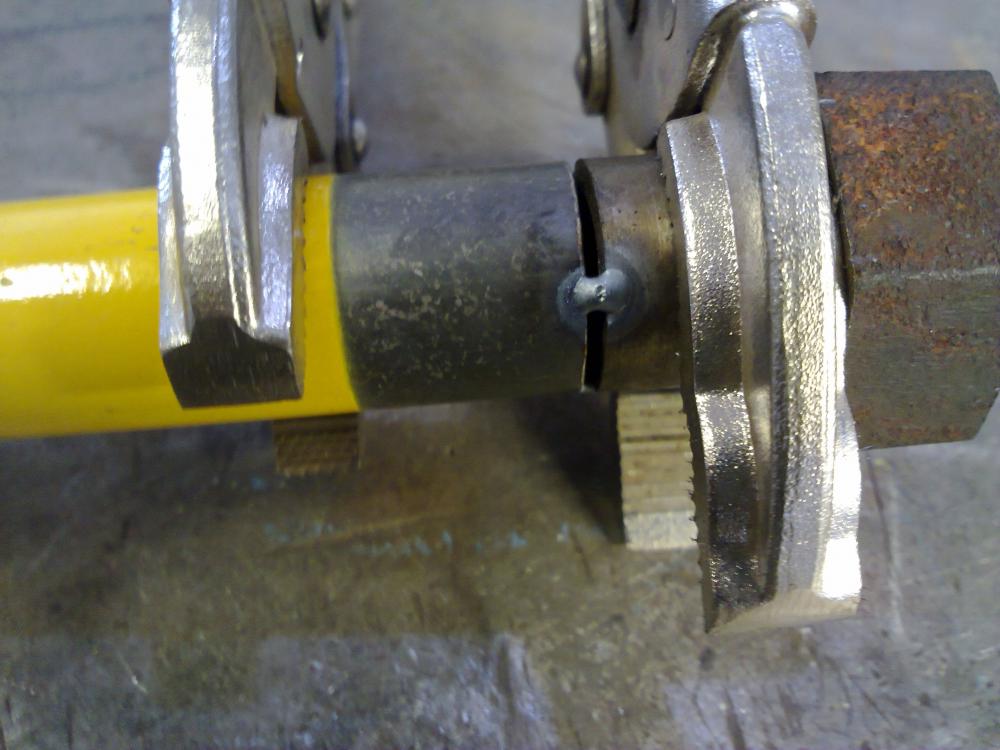
Ну в этом - перебьётесь ,слишком много чести. Амбиции попридержите.Кроме звона от Вас- пока ничего,и непонятно,спец ли Вы,или же очередной понторез.Не умаляю Ваших возможностей,но прежде чем бросаться такими предложениями,обозначьте свой профессионализм.На форуме есть для этого отведённое место. Потешу Вас,как раз сегодня,предвидя такое развитие событий,сделал небольшой отчёт. По характеру работ на сей момент была мелочёвка,ей и ограничился.С большими диаметрами на сей момент не стыкуюсь,да и не стал бы ради потехи время убивать.Итак.Труба 3/4".Толщина стенки ~4мм. Зазор 2мм. LB-52U. Ток 50-55А. Поворотный способ сварки. Один стык специально "распахал" ,чтобы представить провар.После этого заварен и окультурен Это тоже просто стык,с "потрохами".С фонариком и вспышкой. В ходе этих заморочек был сделан неправильный стык,который пришлось резать.Может оно как раз кстати. А это- как бонус.Конструктивно схема была изменена и одна из " лишних деталей" покоилась в углу.Привлечём её к делу.Это относительно того,как желательно в будущем представить свой высокий пилотаж в сварке труб.Облицовку можно и болгаркой зализать,а вот корень-это ЛИЦО стыка и вся свистопляска с пилотажем ничего не стоит,ежели он сомнительный.Труба 159 х 4. Зазор 3,2мм,притупление 1,5мм, фаска 30*,корень ,правда,ТИГ,но я им и работаю на этих изделиях,так что ,извините .А "ручник" я выше продемонстрировал.Ежели неповоротный возжелаете,то могу и его по-возможности и при наличии,но не по сомнительным параметрам,ибо ещё раз утверждаю,что 5мм неповоротный с зазором 2мм серьёзным диаметром и допусками на шов качественно не сделать,а уж если на потоке,то тем паче. Всем спасибо за внимание и пардон за столь длинный пост.





















- 313 ответа
-
- 27
-
-
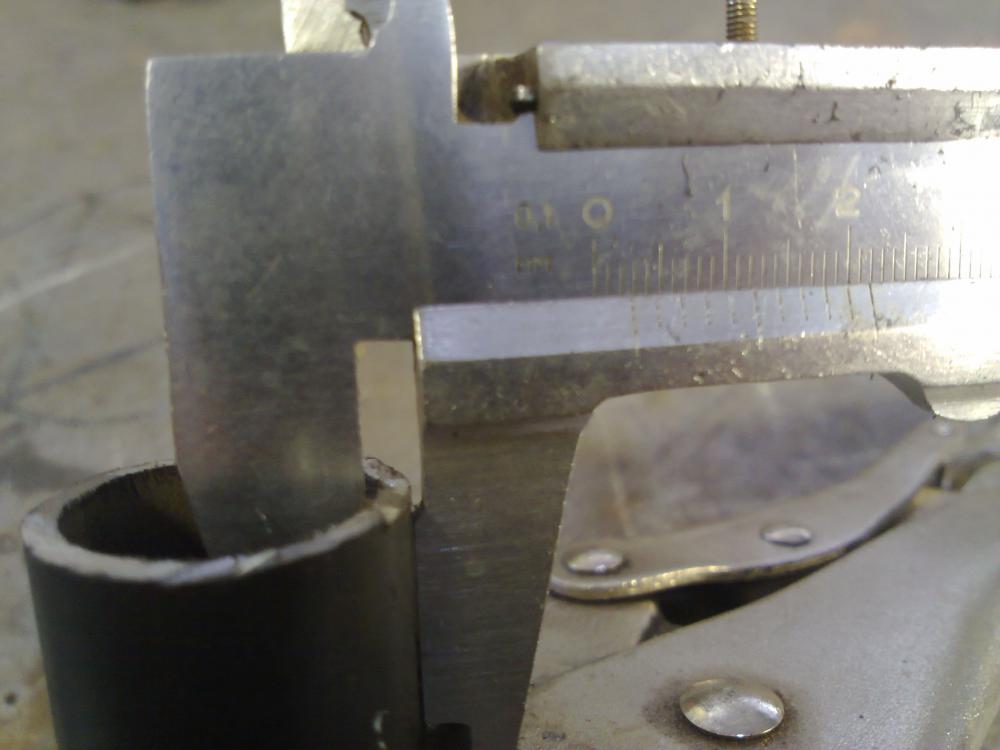
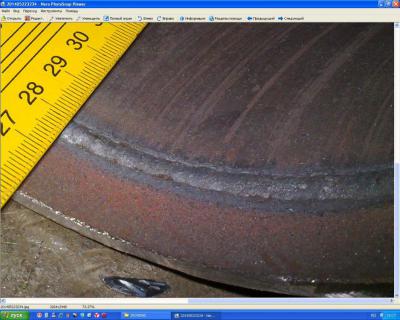
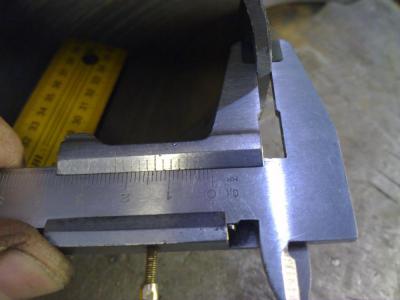
@Испананец,Не стоит так сотрясать воздух.Слова-они словами и остаются.Если есть чем подтвердить свои доводы,то пожалуйте небольшой фотоотчёт,с нормальным ракурсом,в подтверждение выбранных параметров,а не размытый контур со скользким фактом.Никто не утверждает,что такое не возможно в принципе и ГОСТ тоже не дураки писали,но есть и другая сторона медали.Если этот пункт Вам для "поколотить понты" на одном стыке в своё удовольствие,то это одно.Получилось-не получилось,какая разница.А если стыков на десяток-другой и под просветку,то это другая песня. На этом снимке зазор ~3мм ( в ходе выравнивания зазор мог увеличиваться - для сравнения,стык лежит на пластине 4мм), ф 57мм и толщина стенки 4мм.Варилось в один проход.Электрод LB-52U , ф 2,6мм ,ток 40-50 А. В чём киворукость?В том ,что стык сделан с заведомым качеством?И я уверен на 99% ,что он пройдёт просветку и резать его не буду.Или конечные параметры не нравятся ,ширина да усиление ? На трубе с большим диаметром и толщиной ,,зазор в 2мм стянет махом.Увеличивая ток тоже не решаем проблему - разделку элементарно забивает металлом.Как предполагается формировать обратный валик - диапазон колебаний ограничен.Технологическое окно на такой толщине сомнительное действо по ряду причин,к тому же и за рамки стандарта выйдем.Возможно,я заблуждаюсь,так переубедите меня реальными делами,а не балабольством.

-
Думаю,что именно вопросы и будут по данным "фотам".И даже не вопросы,а сомнения.Как практик,я очень сомневаюсь в нормальном исходном качестве с данными зазорами и размерами.И даю 99% ,что при неповоротном стыке шов не получится.Будут прожоги и непровары.Не надо иметь семи пядей во лбу,чтобы свести воедино все параметры. 1% я оставил на Вашу исключительность - чем чёрт не шутит
-
Сварик, с Днём Рождения!

-
Многое зависит именно от опыта , времени и желания получить достойный продукт.Сильно глубокий мангал неминуемо ведёт к неоправданным затратам,и финансовым,и временным. Уменьшать глубину тоже следует до определённыз размеров - на 1-2 слоях углей трудно получить стабильный и продолжительный жар.Фракцию углей тоже следует учесть к конструкции мангала.Колличество и размер шампуров,размер мяса и его кол-во,число участвующих в "шашлыкинге".Момент постоянного нахождения или периодических набегов.Универсального нет ничего.Кто то подходит к процессу с толком,чувством,расстановкой и ему почти любой мангал корефан,а кому то любая конструкция будет сырой и неудобной.Глупо, собираясь большой компанией на природе,обеспечить всех шашлыками,конструкцией,расчитанной на 2-4 человек,и ,в тоже время,кочегарить здоровый стационарный мангал на пару человек.Во втором варианте можно уменьшить размер рабочей части мангала вставками -ширина/глубина , и выйти а нормальный вариант,а вот в первом случае изменить ничего уже на получиться. При изготовлении мангала следует учесть ,кроме применяемого топлива,и шашлычное КПД. Относительно отверстий.Не раз задавался таким вопросом и информация , относительно этого, везде неоднозначная .И каждый сторонник своей точки зрения аргументированно доказывает правоту.Я остановился на "с отверстиями".Диаметр 10мм,расстояние - в зависимости от конструкции.Разгорается нормально, жар держит хорошо .Если угли довести до полного "розжига и седины",то ,во время приготовления, вспышки огня бываю крайне редко,да и мимолётно.Был опыт использования конструкции без отверстий ,мне не понравилось,правда использовались дрова да годы были молодые - надо всё сразу и быстрее. В теме есть мой вариант с заслонками по бокам.Когда разгорится,заслонки со всех стороны можно закрыть,но регулировать ими всё равно приходится.Все мои умозаключения ни в коем случае не советы,как и что надо делать,чисто мысли в слух.
-
С праздником Победы !
-
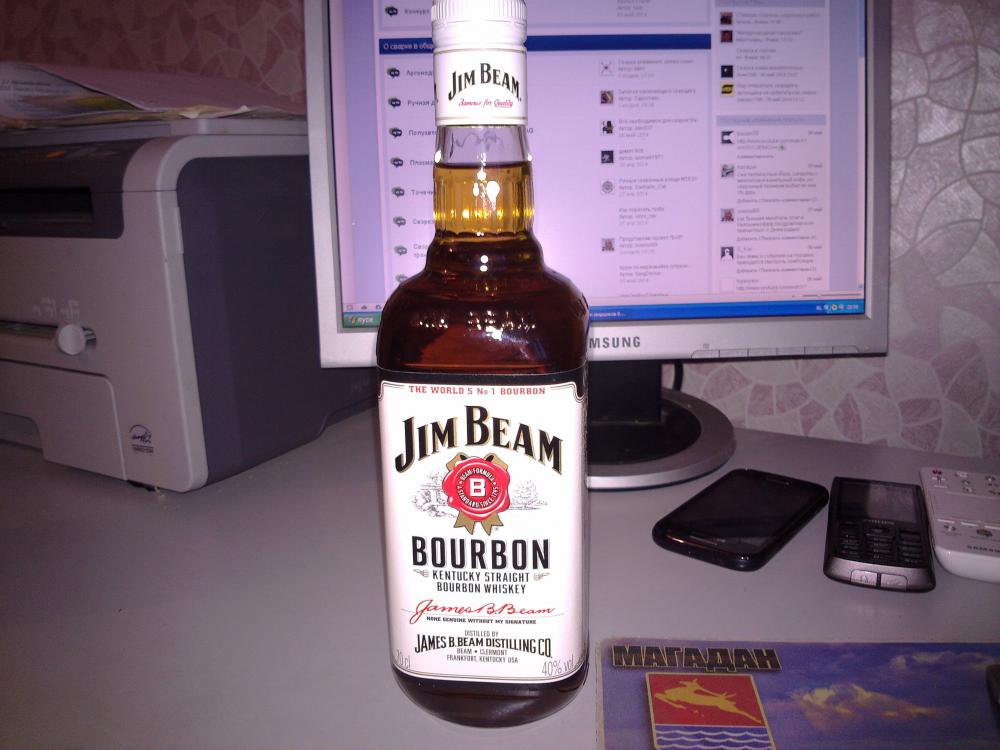
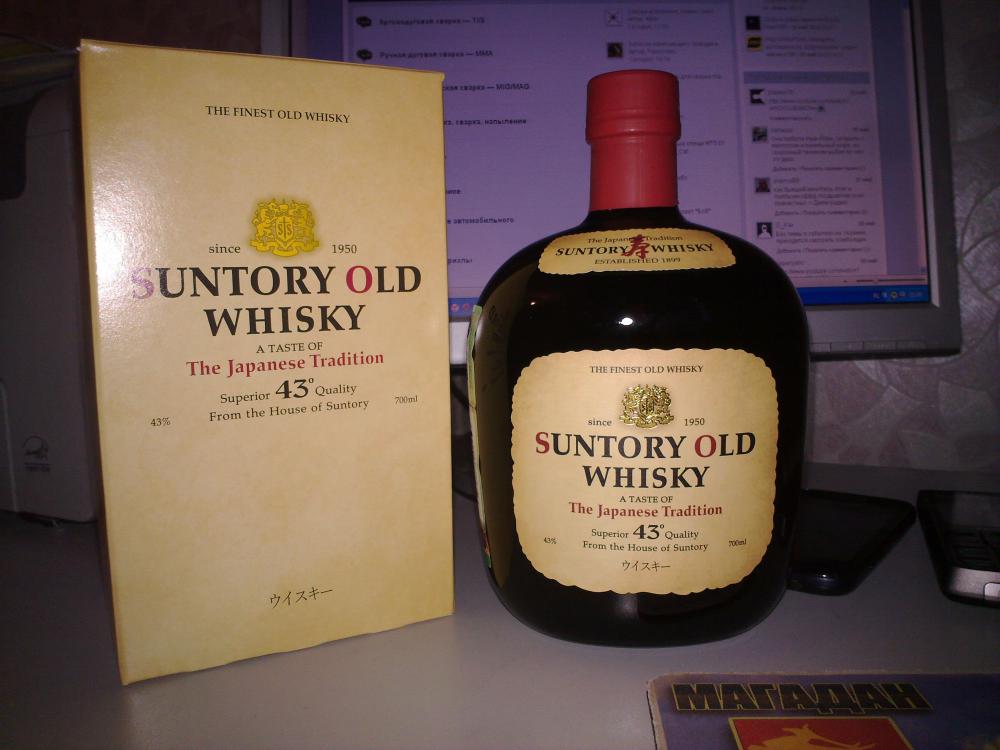
Очередное пополнение коллекции - с получки побаловал себя. "Jim Beam" уже мелькал в моём ассортименте,но другой марки и по вкусовым качествам впечатлил - чего-чего,а от виски такого не ожидал.То что пробовал в далёком прошлом,вызывало другой эффект.На покупку следующего напитка сподвиг "опыт общения" с его братом - "Suntory Kakubin" Очень прикольная штука,коварная.Пьётся ,на удивление,приятно,эффект опьянения впечатляющий и отличный от всего.Сразу оговорюсь.Что пить по-серьёзному не пью второй десяток лет и не курю.В отношении спиртного могу позволить себе 50-100 граммов в удовольствие и из этого "расписываю" получаемое удовольствие - и вкусовое,и после.Новые экземпляры ещё не дегустировались,но о впечатляниях отпишусь.До гурмана мне очень и очень далеко,так что вкусовын оценки будут обывательские.

-
Ответ на этот вопрос неминуемо вызовет новый всплеск дебатов ,в результате которых единого мнения достигнуто не будет.Единственное ,что могу посоветовать,это воспользоваться поиском по этому вопросу - не только на этом ресурсе,и , на основании прочитанного , сделать осмысленный вывод для себя.