BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
@psi, Не , там один переключатель - "сварка-резка" .
-
Про что речь , не совсем понял ? Если за 301-й Форсаж , то он шёл в комплекте с подающим механизмом и приобретался в качестве ПА (отстой) . Переключатель имеется - МИГ , ТИГ и ММА , равно как и разъём под ПДУ . Он позиционирует и как отдельный сварочный источник для ММА , и как доп. для МИГ /МАГ . http://shop.grpz.ru/ruchnaya-dugovaya-svarka/14-forsazh-301.html Если за ВД-306 ? , то http://plavitmetall.ru/oborudovanie/vypryamitel-vd-306.html , прямо брат-близнец моему .
-
ВД-306 и балластник РБ-302 . Перепутал цифры и ввёл в заблуждение . Пардон , внесу поправку . А вот и он , со стороны , целиком как то не удосужился его снять ( не нашёл , по крайней мере фото ) . По ссылкам - такие же древние . На первом снимке "более современный" , не такой ушатанный внешне .


-
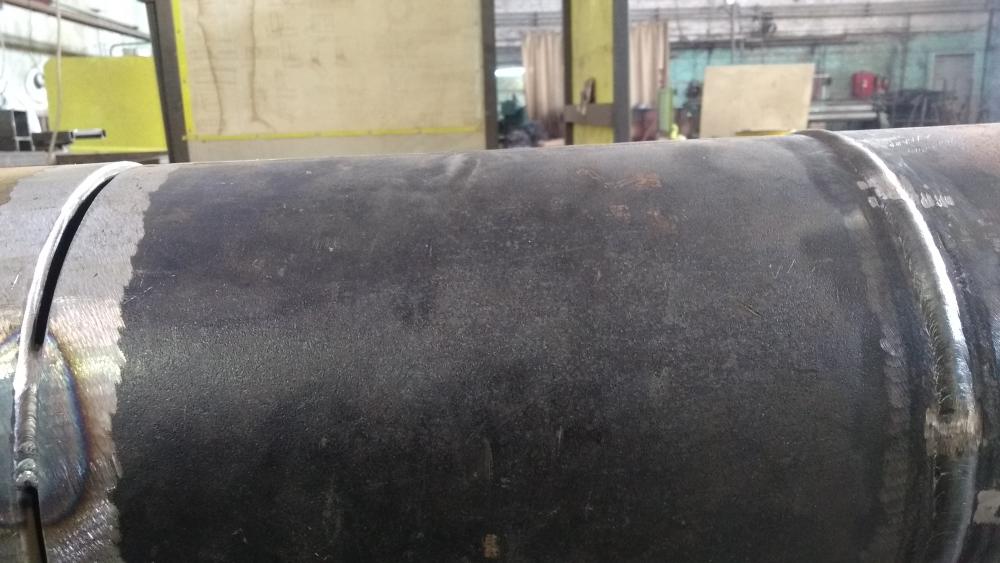
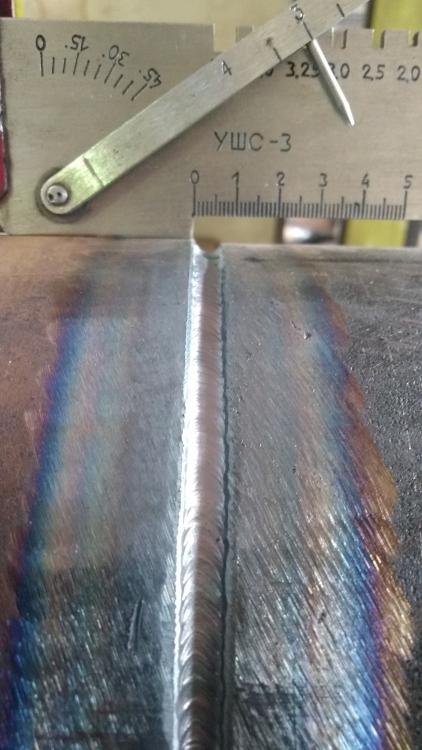
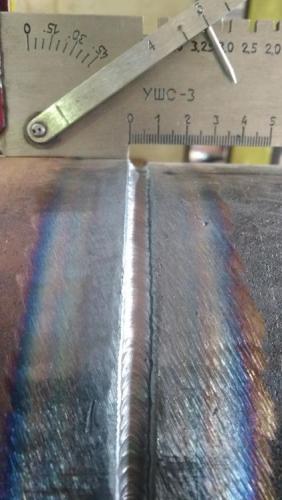
Немного продолжу тему , затронутую в посте у Евгения vnuk , за качество сварки на современном и другом оборудовании . Во всех ТТХ не силён , чисто взгляд со стороны и ощущение процесса сварки , ну и итоговый результат . ВД-шных швов , для сравнения нет , но смею заверить , они будут совершенно иные ( в теме их не мало , можно в этом убедиться ) . Чуть-чуть букв . ВД-306 ( в моём случае ) при сварке "выгрызает" металл и заполнение без манипуляций электродом сложно - даже металл с электрода переносится совершенно иначе , дуга заметно жёстче . На Форсажной линейке , ЕСАБе , Pico (это из опробованных лично ) всё иначе - по ощущениям , как на дабл-пульсе - дуга греет/плавит металл основной , а электродный струей заливает разделку и давление на св. ванну намного деликатнее . Плюс ко всему , форсаж дуги исключает примерзание электрода , а ширина "метёлки" (формы) дуги и её физическая составляющая позволяют свести манипуляции электродом к минимуму . В итоге получаем плотный шов и его параметры мы контролируем так , как надо , с меньшей головной болью . Считал , что при сварке корня форсаж дуги - зло (личное мнение) , но недавно пришлось РДС варить 325-ю и по недогляду эту функцию не отключил . До конца всей выгоды не оценил , но что то в этом позитивное есть - в этом направлении ( корень РДС ) действий крайне мало , так что целенаправленно , глубоко рыть особого смысла для себя не вижу . Короткий коммент к снимкам . Толщина стенки 6мм , смещения ( как всегда ) , корень - ТИГ , облицовка - Форсаж 301 , LB-52U , 3,2мм , 81 - 85 А . Шов поворотный . На ВД в эти параметры шва я бы не влез - ширина , высота , структура (ВИК) шва . Сборочные параметры (зазоры) одинаковые - 3мм до сварки , 2,5 во время . До кучи и сравнительный стык Благодарю за внимание и потраченное на буквы время ! С уважением , Игорь










-
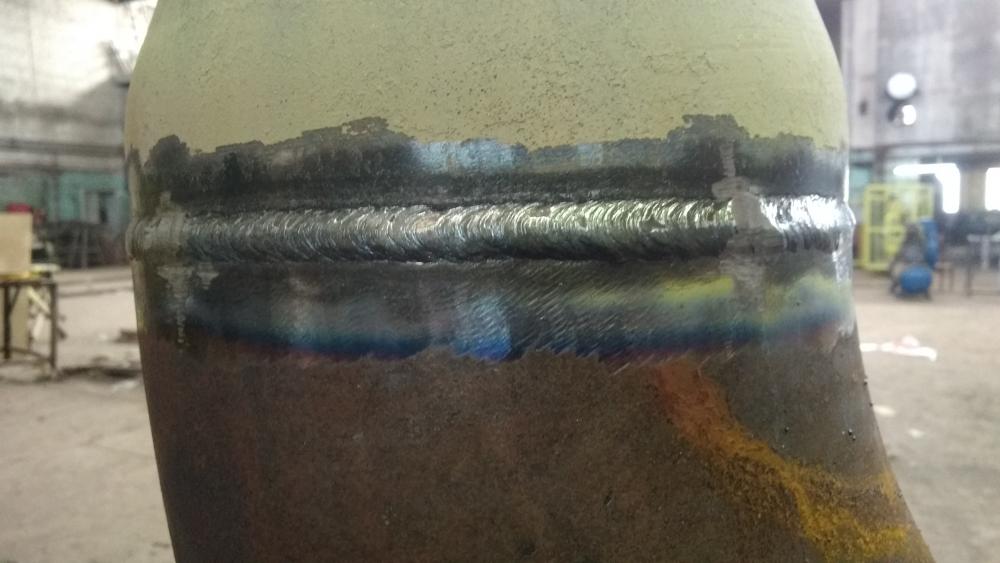
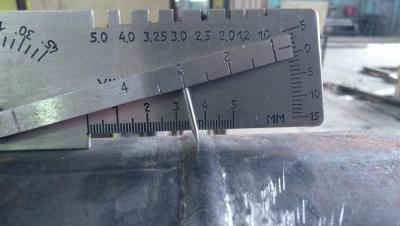
@vnuk,Евгений , с Вашего позволения внесу свои пять копеек , относительно видео . Про ММА речь . Целиком согласен с сутью изложенного материала , но есть одно "но" . Все рекомендации по позиционированию и манипулированию электродом в разделке актуальны для "современного" оборудования , что имеет в своём наборе всяческие достижения - гор. старт , форсаж дуги и далее по списку . Из актуального , хотя бы форсаж . К примеру , ВД-306 просто захлебнётся при таком способе сварки - электрод в разделку и с минимальными колебаниями , заполняя разделку и "наращивая" усиление делать стык . 301-й Форсаж с этим справляется без проблем ( фото ниже ) . Первый раз на ЕСАБе такое прочувствовал реально - стык просто заливается . На такой разделке - разнотолщинность , да и глубина , если влезть в параметры шва , подразумевает заполнение , но с другой стороны - оно того не стоит . Если бы варил ВД , то шов был бы шире и сварка велась намного проблемнее . Форосажем - тупо упёрся и продвигаешься вперёд , набрав нужное усиление . Колебаний практически никаких . Электрод 3,2 , LB-52U , на снимке со спичкой - это для сравнения пройденного расстояния - ВД бы захлебнулся ( а если накинуть ток , то продавил бы шов - дуга совершенно другая ) . Весь мой опус не для Вас - эти нюансы давно за плечами , а просто как немного инфы к видео , для полноты картины . После просмотров уроков , попробовал варить ТИГ без зазора - не покатило , видимо уже сформировался свой стиль , но , оставив зазор небольшой и сведя притупление "под нож" , получил хороший результат и направление для творчества . Спасибо за труды !





- 701 ответ
-
- 20
-

-
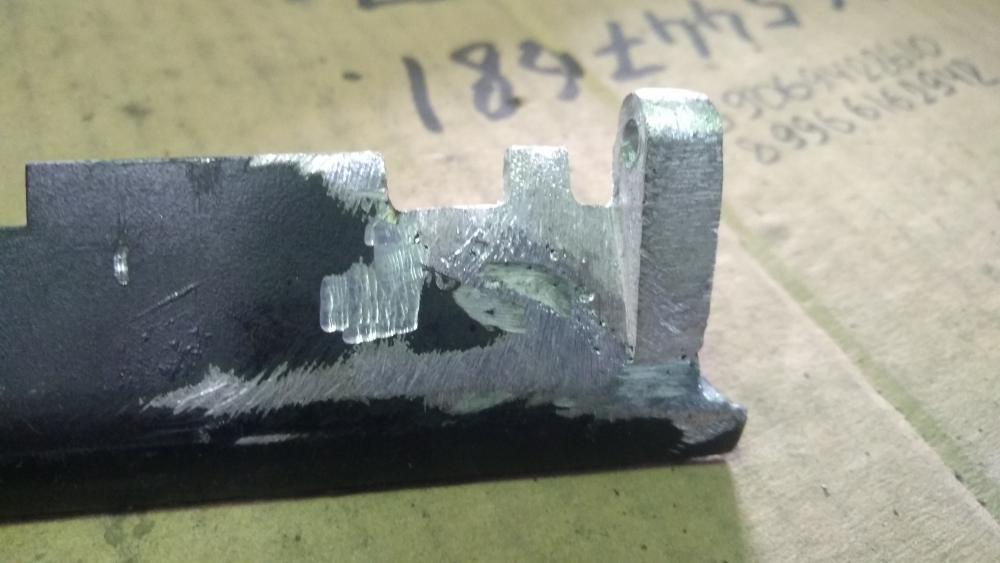
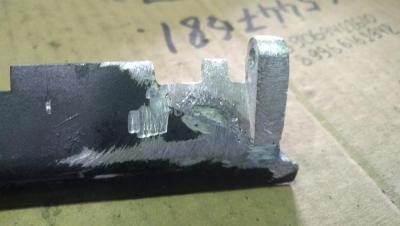
Знакомый принёс ручку от авто - заваришь ? Нет . Попробуй , если не получится , выкинь . Попробовал , всё рухнуло даже не увидев сварочную ванну . Ужасная пластилиновая каша . Уведомил "клиента" , но он особо и не расчитывал на результат . Предложил ему сие восстановить наплавкой , хотя сам к этому отнёсся со скепсисом . Забей ! А у меня руки аж чешутся , тем более терять то нечего . Ну и давай баловаться . Не фонтан в результате , но для моего уровня хоть какой то урок в копилку . Поразвлекавшись с блестяшками , вернулся к чёрно-белому .













-
Не в моём случае . Это всё наши достойные пенсионеры . С достатком . Спасибо Вове ! @selco, Валерий , не проходит такой вариант , я как то пробовал подобное давно . Металл под эмалью скверный и тонкий . Эмаль стреляет . Зачистка увеличивает проблемное место . Попытка использовать этот пруток в связке с ТИГ - жопа ( а другого у меня нет , с Колымы ещё эта Лк-какая то осталась , когда автогеном баловался ) . В общем , так
-
@Javert, Разбейте всю работу по операциям ( это после подготовки материала ) . Изначально стоит изготовить основную часто конструкции - в вашем случае , это боковые рамки с перемычками . Выставить точно-промерить , заневолить -промерить, прихватить-промерить, сварить-промерить . Во всех случаях , при точной резке составляющих , меряем диагональ . Ответную часто "заневоливаем" к первой и , тоже самое . Если дальнейшая реализация предполагается в "пространстве" , то ровный пол в помощь , в противном случае сделать подобное . Струбцины , раскосы , рулетка и прихватки . Варить "в разбег" , лучше в заневоленном положении ( струбцина + раскос ) . Если есто возможность кантовать и собирать конструкцию на плоскости , то заморочек в разы меньше .
-
Даже имея бесхитростный набор инструмента - болгарка , рулетка , п/кольцо , зазорник и уровень ( св. аппарат естественно ) , сработать по "0" - запросто . Нету у нас пиндосовских приблуд дорогущих . Принесли чайник - то ли брак заводской , то ли дефект прижизненный ( хотя чайник новый ) - снизу носика отсутствует кусок эмали ( но не скол , будто бы не долили ) и сквозное отверстие ( металл на виду ) . Не сфотал исходный материал , упустил из виду . Общая площадь "поражения" 5х5 . Вспоминаем былое с учётом действительности - давно уже мысль крутится горелку приобрести , но ... , а пока - резаком ( не привыкать ) . Честно скажу , не сторонник я таких ремонтов и всячески стараюсь убедить "клиента" в этом абсурде .








-
Alex69, Serj55441 , с Днём Рождения !
-
С праздником !
-
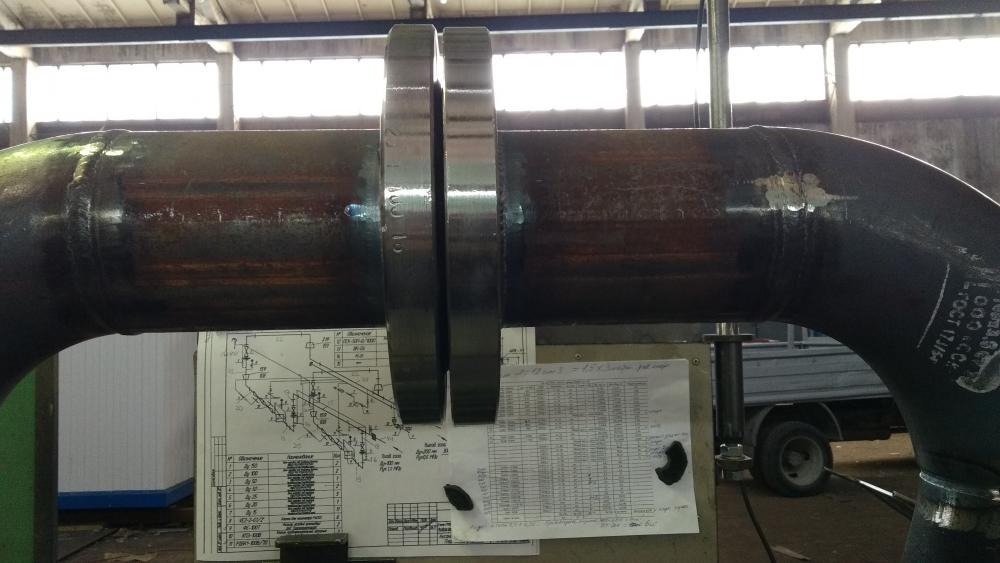
Сваривается без проблем . Под токосъём наплавлял медь на мет. вал используя медный провод . В другом варианте медную трубу к валу приваривал .
-
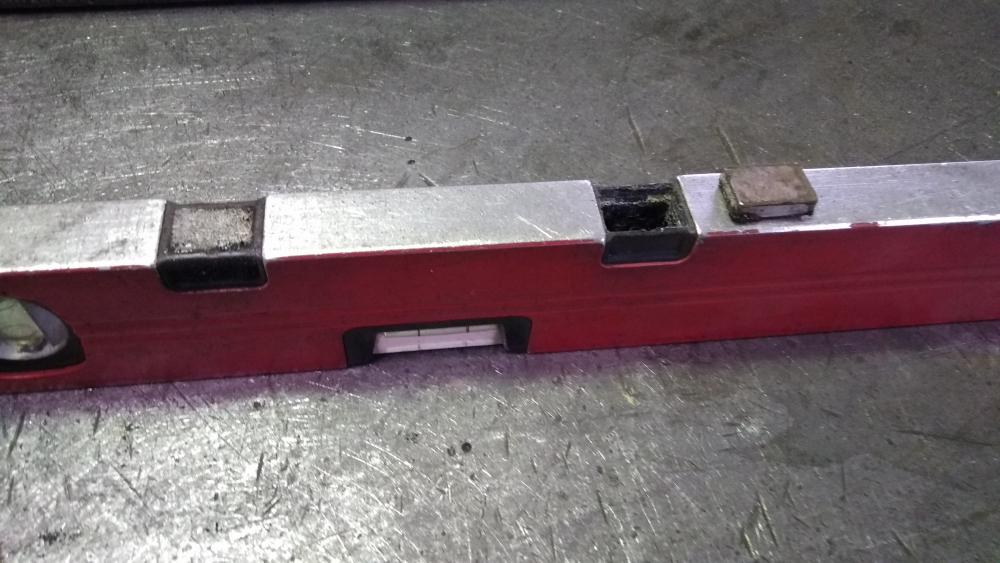
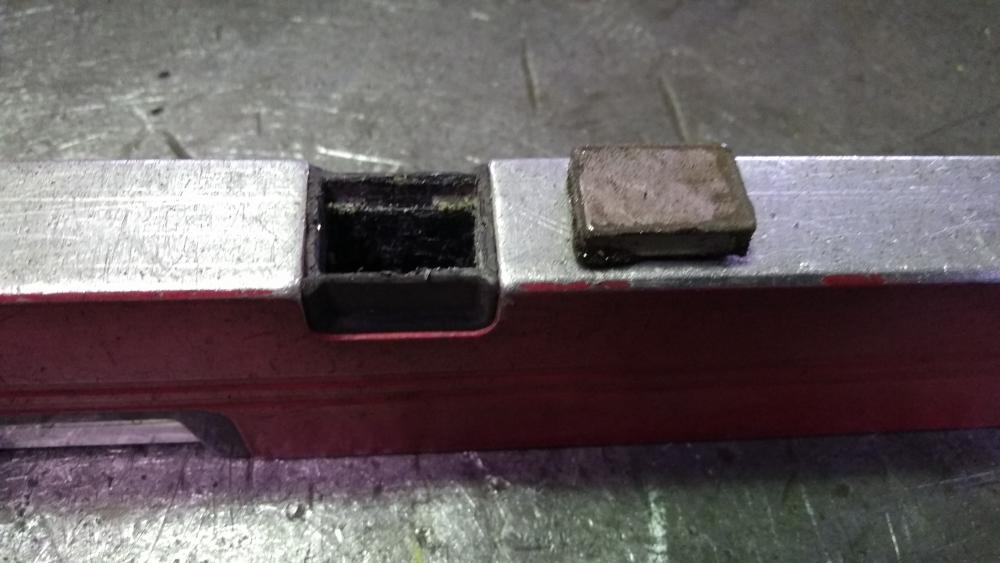
KAPRO , 400мм , магнитный . В пользовании лет 8 . На точность показаний нареканий нет . Дополнительное окошко немного расширяет диапазон пользования , но чего то выдающегося в этом нет . Магниты сильные , очень сильные , что даже посадочное место на уровне не в состоянии их удержать . Вылетали несколько раз , то один , то другой . Доходило до курьёза , когда после монтажа "протираешь" объект в поисках магнита . Сначала просто вставлял их обратно в гнездо , ненадолго , потом на клей - уже подольше . Но то ли клей не ахти , то ли магниты сильные . С плоской поверхности без подручных средств не оторвать .





-
Даже "неприхотливый чёрный металл" об этом говорит , это я про качество . Шов тёмный , как с окалиной , электрод загрязняется и обгорает .
-
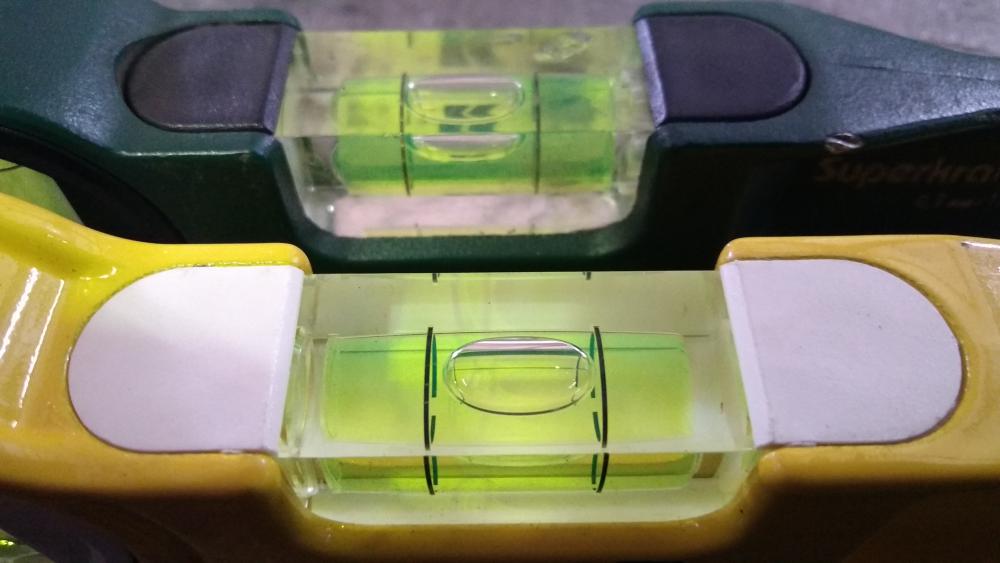
Уровни Kraftool у меня в обиходе уже порядком лет . Качество , в принципе , неплохое , цена ( на тот момент ) адекватная , магниты , размеры , в общем то , что надо . Со временем ( инструмент , по ходу дела , подкупался ) , колбы начинали подвирать , некоторые откровенно люфтили , магниты норовили из своих гнёзд выскочить , но цена и "время наработки" эти косячки списывали . Во избежание лишних диспутов поясню , что к инструменту отношусь бережно . Естественно , что удары и падения неизбежны во время монтажа , но эти форс-мажоры крайне редки и всячески "умягчаются" - финты руками и ногами , дабы смягчить падение инструмента . Кто работает , то знает - этого не избежать . Цену-качество упомянул в приоритетах , но в последнее время цена на эту продукцию , с учётом косяков , неоправданно выросла . Год назад ( очередной поиск ) она был штука с копейкой . Давным давно , когда покупал уровень данной компоновки , разница в цене между Стабилой и Крафтулом бала незначительна ... Немного сравнений . Если Крафтул считать репликой , то он близок по образу и подобию ( качество немного уступает ) , различия несущественны - вес , рама и магниты . Теперь о слабых местах Крафтула ( Стабила ещё себя не проявила в минусовом поле , но о плюсах ниже ) Как уже выше упоминал - магниты , колбы , точность . В магазине , при покупке , перебирал кучу , отсеивая "некоррект" (и он попадался) , то есть , изначально инструмент был ~правильным . https://www.youtube.com/watch?v=SMSQ_sMBzBg&feature=youtu.be Стабиловские магниты . Хочется надеяться , что Крафтуловских болячек не будет Мелкой Стабиле уже пару лет ( может чуть меньше ) , но к качеству никаких претензий - всё стабильно . Уверен , что и старший собрат не разочарует . P.S. В отношении Kraftool . Ни коим образом ни очерняю эту линейку - нормальное качество за относительно небольшие деньги и отрабатывает он на 100% . Эти уровни прошли кучу монтажей , падений и всяких катаклизмов . Рулетка этой марки честно трудится уже лет 7-8 ( и трудится на 100500) . К чему эта тема . Просто обзор , мнение и сравнение . Выбор каждый делает сам , исходя из своих амбиций , кошелька и потребностей . На все дорогие вещи есть достойная альтернатива . Удачи в выборе !


















- 8 ответов
-
- 22
-
-
gyrza , с Днём Рождения !
-
штурман 001, с Днём Рождения , Владимир Николаевич ! Здоровья крепкого , достатка стабильного и всего самого наилучшего ! nikoloss60 , с Днём Рождения !
-
БВО не привязан к конкретному аппарату + с проводами никакой заморочки нет - горелка чисто в БВО , а с него уже силовой кабель , газ и управление на аппарат . Телега адаптирована под WIT ac/dc (но его я убираю , от греха подальше ) . На больших токах (относительно ) воздушка греется на DC , могу на Форсаж перекинуть , не вынимая последнего из своего отсека . Можно и на 301-й Форсаж подкинуть (там , правда , контактный поджиг , но ток существенно больше , чем на 160-м) . Вкупе с "водянкой" открываются бОльшие возможности , чем с "воздушкой" . Провода от БВО пару метров , да горелкиных 4 , так что особо перемещением не ограничен + он на колёсах . А независимость - это образно .
-
Да , Георгий , все , а из него уже на источник . Полная независимость , только аппараты меняй . Спасибо , коллеги , за оценку !
-
Серость будней разбавил удовольствием для души и тренировки для , тем более ситуация , как всегда - нет проволоки для ПА , но есть газ , есть проволока , газа нет . Служба работает "на отлично" . К тому же , и горелку новую обкатать - спасибо Георгию ( @Георгий 11, моё уважение , коллега ) , да и БВО к работе привлечь , а то стоит , прохлаждается . Аппарат "Форсаж-160АД" , ток 150А (в защиту не ушёл ни разу) , присадка 2,4 (Бохлер) и 3,2 (Барс) , вольфрам 2,4мм(церий) . 2 прохода .









-
nik633 , с Днём Рождения !
-
Кустарь , с Днём Рождения , Николай !
-
Со стандартными фильтрами маска одевается внатяг , дискомфорт , как и в случае со сварочной маской 3М 9100 , т.е. , оба СИЗа фиксируются в одном положении , без какой-либо возможности корректировки , а оператор уже должен подстраиваться под эту исходную . Более компактный фильтр , думаю , может решить эту проблему . Надо пробовать , надо пробовать .
-
evgeniy , с Днём Рождения !
-
@selco, Валерий , нюансы при выборе пилки есть ? и что за смазка при пилении использовалась ? Спасибо !