di4
-
Постов
591 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент di4
-
Пожалуйста расскажите о технике ведения горелки при термической правке. Столкнулся на работе с необходимостью поправить ребро. Все говорят что править нужно следующим образом. Рисуешь мелом линию которую будем греть. Утыкаемся горелкой в точку на этой полоске и греем ей пока на поверхности лужица не появится, и потом двигаемся по полоске. Читал что термическую правку производят при температурах 450-650 градусов. И всегда я разогревал полоску движениями горелки вдоль линии пока она не станет красного цвета потом ждал пока остынет. Металл остывал - лист загибался. А как у Вас?
-
Или иногда не выкручиваются потому что присохли.) Ремонт встанет как новый редуктор обычно. Поэтому сами и ремонтируют.
-
Сварщик за частую работает на разном оборудовании поэтому ему удобнее не выяснять работает ли на этом оборудовании манометр, а просто по месту замерить расход. Ротаметр на редукторе с большей вероятностью можно разбить в процессе замены баллона. Это аксессуар сварщика он стоит не дорого компактен и удобен. Зачастую редуктор с ротаметром находиться на удалении от места сварки и поэтому приходиться либо тащить горелку к ротаметру либо просить другого сварщика посмотреть расход. Наденьте на штуцер шланг идущий к оборудованию и попробуйте еще раз.
-
На данный момент пришел к выводу, что редуктор можно использовать любой, с любыми манометрами, а расход газа нужно всегда мерить расходомеров приставляемым к соплу горелки. Фото есть выше по теме.
-
Догадался позже.))
-
Классическое решение - ребра.

-
ИМХО: Может горелку низко держит или расход аргона недобор или перебор. Либо перегревает, погонку уменьшить за счет увеличения скорости сварки или за счет снижения тока. У стали 12Х18Н10Т теплопроводность 15-20, а у 08Х13 до 28. Поэтому режим надо с меньшей погонной энергией. http://ndt-welding.com/tehnika-svarki-tig/#more-687 Да и разделку поищите в инете для 5 мм в горизонте односторонняя идет. И в два прохода я думаю
-
Заодно и зажим обратного провода проверьте. Может греется где, плохой контакт.
-
Так и не попользовался.)
-
Имхо: Кольцевой шов усаживается во внутрь и тянет крышку к центру поэтому она идет волной. Если еще термически не правили крышку, свальцуйте из такого же тонкого листа трубку равную диаметру обоймы, но не сваривайте шов, а оставьте нахлест. Вырежьте обойму (крышка распрямится) и вварите свальцованную трубку. Шов не будет сильно тянуть крышку к центру так как трубка не такая жесткая и распускается или сжимается. Сварку понятно начинать с противоположной стороны разреза свальцованной трубки, сначала с одной стороны потом с другой. Когда заварите кольцо обрежьте излишки свальцованой трубки и заварите продольный шов свальцованной трубки. К верху трубки кольцевым швом приварите обойму. )
-
Если крышка под пищевые продукты то её будут мыть, а там зачастую неприемлемы незамкнутые швы так как эти места нельзя промыть. Ну это так к слову.
-
ИМХО: Не поздно. Крышку коробит напряжения, которые возникли в результате усадки сварного шва. А так как бобышка толстая, а лист тонкий то почти все напряжения перешли в упругую деформацию листа. Если конечно кто нибудь специально горелкой вокруг бобышки круги не нарезал.) Вырезали - выправлялось обратно правда это на листовых конструкциях 3-8 мм и там низкоуглеродистая сталь. Нержавейка тянется лучше, поэтому может остаться перегретое кольцо после вырезки - это уже зависит от того как сварщик старался нагревал. Вобщем у меня такое мнение, людям свойственно ошибаться заблуждаться и даже менять свои решения. Как вариант могу предложить следующую конструкцию бобышки: Такая конструкция обеспечит возможность усадки кольцевого сварного шва в цент и скомпенсирует деформацию крышки на себя. Если не хватит жесткости прихватите треугольные ребра снаружи. Все чем могу.) Можете трубку из листа свальцевать и снизу к бобышки предварительно приварить чтоб новую не точить.
-
ИМХО:Мы обычно на больших листовых конструкциях спасались прихраткой к внутренней стороне рамки из швеллеров или двутавров а потом вставку вваривали. Рамку оставить конструктивно навсегда. Так что посоветую аккуратно вырезать, так чтобы отверстие в крышке было с минимальным зазором . Собрать окошко из уголка или вырезать толстое кольцо (можно тонкое но с ребром добавить на него ребро) и прихватить короткими прихватками изнутри. Зазор между кольцом и крышкой должен быть минимальным и ток минимальный. Желательно РД сваркой , а не аргоном . Можно полуавтомат, но на с маленькой погонной энергией (быстро вести, маленький ток). Если не повело после прихватки кольца то приваривайте бобышку минимально возможным швом (катетом). Четыре шва крест накрест. Шов 1- 2 по часовой стрелке шов 3- 4 против часовой стрелки. Еще можете посмотреть схему: http://www.gosthelp.ru/text/STO002202560022006Svaroch.html Рисунок 6 - Установка заплат прямоугольных с закруглением (а) круговых или овальных (б), прямоугольных без закругления (в) и порядок выполнения швов Вид а Положительный результат не гарантирую, все на ваш страх и риск. Сам редко с листовой тонкостенкой сталкиваюсь поэтому борьба с ней только одна - процессы сварки с малой погонной энергией. Наружный диаметр кольца должен быть больше диаметра бобышки.
-
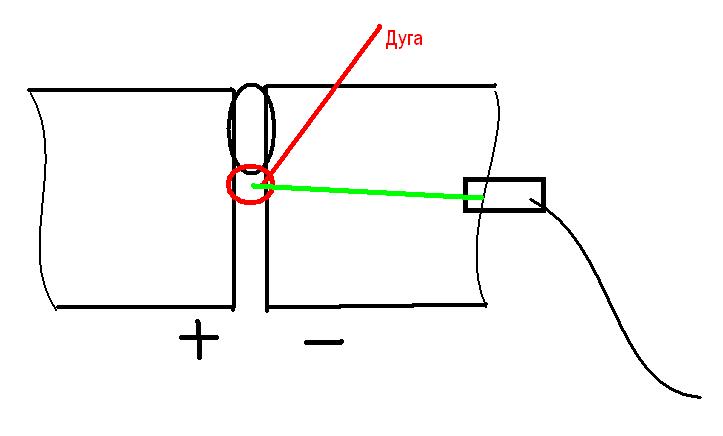
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем: Как стык превращается в магнит? Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории: Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба. Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям. 1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку. 2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям: 3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки. Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
-
 По классификации НАКС - МАДП – Механизированная аргоно-дуговая сварка плавящимся электродом. Читайте классику.))
По классификации НАКС - МАДП – Механизированная аргоно-дуговая сварка плавящимся электродом. Читайте классику.)) -
bratishka, заварили, не заварили?
-
Керамическая плитка толстая и крошиться. Паронит тонкий и мягкий. Можно сделать рамку из швеллеров полками во внутрь и посередине один швеллер. Прихватывать все равно в нахлест по краям по периметру. Только сильно одно место не грейте, а то согнет лист. надо водить горелкой достаточно быстро чтобы весь лист сразу грелся. И с другой стороны.) Паронит в принципе можно не подкладывать. Схема получиться как будто вы натягиваете барабан.
-
Принудительное охлаждение сварных швов низкоуглеродистых сталей может привести к повышенной твердости металла сварного шва что увеличивает вероятность развития трещин в сварном шве в процессе эксплуатации и увеличивает внутренние напряжения при сварке что ведет к увеличению деформаций после сварки. (но здесь есть свои нюансы) Принято считать что стали с содержанием углерода до 0,22 % и толщиной до 32 мм при естественном охлаждении после сварки в условиях окружающего воздуха 20 градусов цельсия не закаливаются, то есть метал шва не имеет после сварки высокую твердость. Теоретически с точки зрения считается что если конструкция остыла до 300 градусов С то её можно охлаждать принудительно. Однако я считаю что этого делать все рано не стоит потому что конструкция очень резко меняет размеры что может привести к возникновению зарождающихся трещин. Нельзя начинать варить сталь принесенную с мороза в помещение пока она не будет иметь температуру окружающего воздуха 20 градусов С. Кстати о вашей схеме. Если прежде чем прихватить лист к подложке вы его подогреете например до 100 градусов горелкой или в печи, то он расшириться и его горячим прихватить к холодной подложке. Когда прихваченный лист остынет он будет в растянутом состоянии, это уменьшит коробление в процессе приварки набора. Дело в том что подогревать листовой метал необходимо равномерно давая возможность теплу равномерно разойтись по объему листа иначе лист выгнет. Нагревать его необходимо от краев к середине по спирали, сначало одну сторону потом вторую. После обработки пламенем необходимо подождать некоторое время чтобы тепло распределилось по объему и весь лист имел одинаковую температуру. Определить температуру 100 градусов можно капнув на лист несколько капель воды. Если вода не испаряется то температура листа меньше 100 градусов если быстро испаряется то лист перегрет. Нагревать выше 100 градусов лист я думаю не имеет смысла так как он своим теплом не нагреет подложку. Либо проложите между подложкой и листом кусок листового паронита размером меньше листа чтобы можно было сделать прихватки. Правда при сварке конструкции паронит может гореть и вонять.) При выборе стыкового соединения при реализации схемы с термодомкратом, стоит подложить между листом и двутавром медную подкладку толщиной 3 мм. Это не на много увеличит теплоотвод, но зато вы не приваритесь к тавру.)) Таков мой придуманный технологический процесс. Можете реализовать свой. В большинстве случаев конструкцию охлаждают сжатым воздухом, но не сразу, а через несколько минут. Это не приводит к закалке. И еще - охлаждают не шов, а всю металлоконструкцию так как тепло распределилось по объему и деталь увеличилась в размерах. Потом всегда можно заказать лист 20 мм сварить быстро и отдать на фрезеровку листа площадью 0,25 М2. ) Это будет быстрее?) Да и не советую охлаждать ниже температуры 20 градусов. Все это я не пробовал. Просто теория.
-
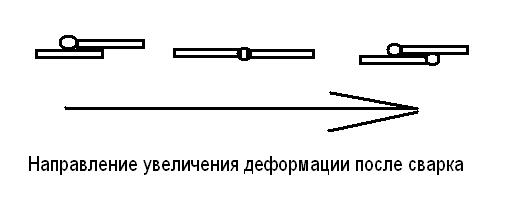
ИМХО: Для стыкового шва диаметр электрода 3 мм толстоват. Я бы наверно попробовал 2 мм. Для углового шва тройка наверно пойдет. Могу предложить попробовать схему с термодомкратом, обсуждаемую выше. Но сами понимаете по этой схеме металл натягивается как тетива у лука и может порваться и отскочить кому нибудь в лоб. Перегиб который останется можно попробовать устранить рихтовкой. Я никогда не пробовал эту схему. Все на Ваш страх и риск. Желательно варить короткими швами скажем по 70-80 мм обратно ступенчатым способом двумя участками от середины к краям. Желательно предварительно проварить края потому что их загнет. Если будете давать остывать каждому шву длинной 70-80 мм а потом варить следующий деформация будет меньше. Все в теории как будет на практике не знаю.)) Желательно варить в помещении 20 градусов цельсия и принудительно не охлаждать ни водой ни воздухом.
-
Соединение Т8 ГОСТ 5264 разделка с двух сторон под углом 45-50 градусов. Еще попробуйте варить короткими швами скажем по 50 мм ( можно обратноступенчатым) и ждать пока каждый остынет. Когда по периметру пластину прихватите тоже дайте остыть. Дело в том что когда вы будете накладывать шов пластина будет разогреваться, а заневоленная по периметру пластина расширяется и выгибается пузырем. Когда она остывает она встает на место и слегка натягивается.
-
от это Вам решать. Если Вам прочность важна то фаски дадут больше проплавление и соответственно большую прочность и большую деформацию. А если прочность не важна то и катетами обойдетесь и проплавление будет меньше и деформации теоретически меньше.)
-
Предполагаемая тенденция. Прихватки к подложке ближе к швам. Сначала варите короткие швы. И старайтесь давать остывать каждому шву до 60 градусов перед наложением следующего.
-
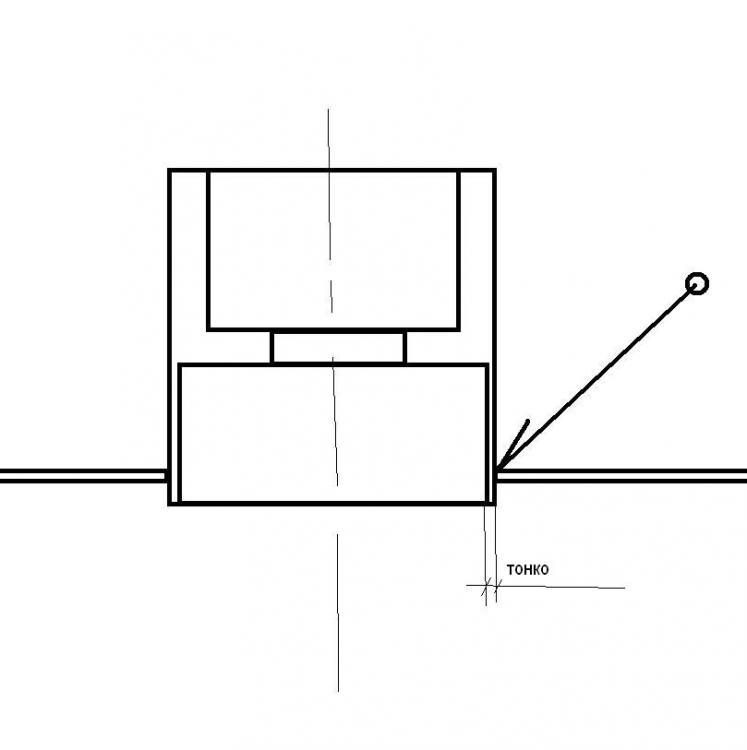
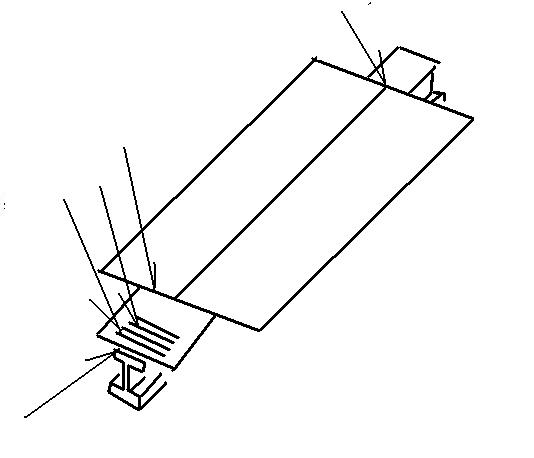
Термодомкрат это тема АВНа. Он объяснял как избавиться от деформации при сварки листов стыковым швом. Кладете ваш лист на толстый лист большего размера. Одну кромку привариваете к толстому листу, вторую кромку к листу-термодомкрату. Термодомкрат привариваете к толстому другой кромкой. Когда швы остынут. Кладете валики 4 и 5 нам максимальном токе. Когда валика остывают и усаживаются они тянут на себя лист и в листе образуются растягивающие напряжения. Теперь прихватываете на лист набор и обваривате. Когда све остынет срезаете термодомкрат по шву. Разрушиться все может и в любое время так что лучше использовать средства защиты головы и т.д. Желательно лист на котором собирается все это чтоб был раза в 4-е толще растягиваемого листа и не плохо если он будет иметь ребра с низу не дающие ему сгибаться. Эксперимент опасен для Вашего здоровья и действуете Вы на свой страх и риск. Такую схему я не пробовал, не приходилось, но думаю должен быть какой нибудь положительный эффект. Ну как говориться чем могу, у самого похожая конструкция загибается только толщина 20ка и варим полуавтоматом. Хоть и ведет её чуть чуть но там приваренные ребра на высоте 400 мм здорого гуляют. А ребра снизу приварить или тавры сами понимаете зачиста и удорожание, ник то не даст.) А термодомкратом растянуть - досвидания техника безопасности.
-
Дело не в том что будут напряжения, дело в том что эти напряжения на листе перейдут в деформацию. А чтоб они не перешли в деформацию надо чтобы лист имел ребра жесткости. В идеале к листу 10 мм толщиной нужно прихватить сетку из полос скажем толщиной 10 мм , шириной 40 мм. Предположим что ячейка сетки 50х50 мм. Осталось придумать как эти прихватки срезать.) И как такую сетку сварить.Есть еще вариант: Можно просверлить в листе толщиной 10 мм отверстия сеткой 50х50 мм и болтами прижать его к более толстому листу. Перфорацию заварить и зачистить места. Варианты конечно фантастические. Но что не напридумаешь в процессе поиска оптимального решения.)
-
Поможет, но не до конца.) Брать большую толщину и после сварки фрезеровать.) Минимизируйте теплолвложение (проплавление и минимальный размер катета).