di4
-
Постов
591 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент di4
-
Да и по тексту ниже.
-
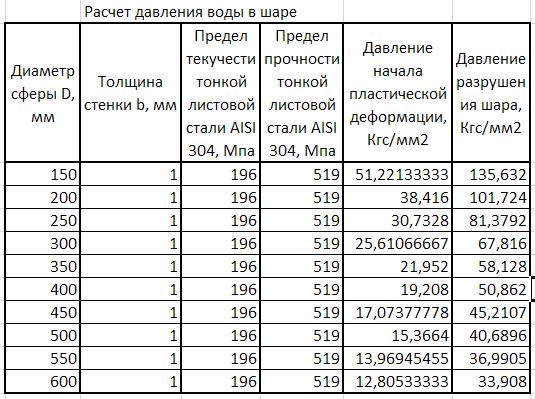
В таблице "Расчет давления в шаре" вместо кГс/мм2 читать как атмосферы. Сори. Спешил наверное.
-
Да забыл сказать если шар полностью загерметизировать то может произойти ситуация когда от нагрева воздуха внутри может лопнуть или от резкого охлаждения схлопнуться во внутрь. Поэтому наверное стоит оставить малюсенькое отверстие.)
-
Вообще бы варить не стал литой мотоциклетный диск, тем более в таком объёме. На то он и литой. неоднородность структуры металла в последствии может привести к разрушению от динамических нагрузок.
-
http://boehler-welding-service.com/voestalpine/calculator/eng/
-
Ну а наши шарики на мечеть пошли. Мусульмане вроде не жаловались. https://www.google.ru/maps/place/пр.+Свердлова,+85,+Дзержинск,+Нижегородская+обл.,+606033/@56.2246467,43.3889084,3a,75y,90t/data=!3m8!1e2!3m6!1s-871rnde38xo%2FVQRs-Y-akeI%2FAAAAAAAAcfI%2Fddpmm1kZBiY!2e4!3e12!6s%2F%2Flh5.googleusercontent.com%2F-871rnde38xo%2FVQRs-Y-akeI%2FAAAAAAAAcfI%2Fddpmm1kZBiY%2Fs203-k-no%2F!7i2203!8i1469!4m2!3m1!1s0x414e3a484f0d56fd:0xbdca3fa549c1d0a2 https://www.youtube.com/watch?v=jyB65hnh0q8&feature=youtu.be
-
В 2002 году при сборке Стеллы для Лукойла такая технология пригодилась бы. Помню при сборке шара последний лепесток хорошо провалился, да и швы до сих пор видны на конструкции не вооруженным глазом.

-
Как нарезать раскрой дома. https://www.youtube.com/watch?v=a7SJH4_aWeI https://www.youtube.com/watch?v=1zK-UV1WDQ0 https://www.youtube.com/watch?v=E8uBKHXQ2CE https://www.youtube.com/watch?v=CLJGpHDBKWo
-
Ну и различные формы.
-
В гаражных условиях можно организовать изготовление зеркальных камней.
-
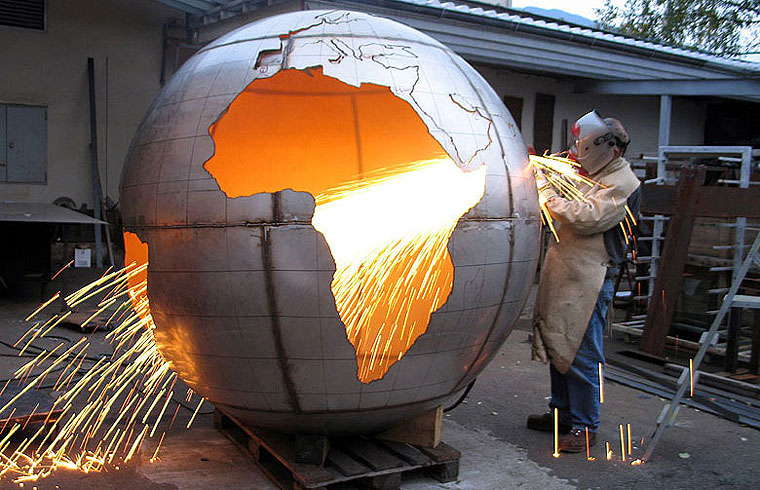
Изготовление декорированного глобуса.
-
Поданной технологии можно изготавливать элементы печей. Правда скорее всего необходимо будет брать теплоустойчивую сталь толщиной 2 мм. Необходим будет очень мощный гидронасос. И соответственно конкурировать с заводами которые изготавливают штамповку будет очень тяжело. Вот такая печь 5000 евро. Это видимо индивидуальный заказ.
-
Из той же серии: https://www.youtube.com/watch?v=9rqFH_kb-sI https://www.youtube.com/watch?v=ppXRMTeR2NQ https://www.youtube.com/watch?v=RQE9cJApSgQ https://www.youtube.com/watch?v=I_Z3AIFSd60 https://www.youtube.com/watch?v=KPpAQHC37ZQ
-
Что же такого можно навертеть из данной технологии: https://www.youtube.com/watch?v=QT5z3Vcgqd0
- 37 ответов
-
- 13
-

-
Ну да не ноу хао понятно. Я к тому что я ей больше не пользуюсь. Вот решил слить.)
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
- 37 ответов
-
- 29
-
-
Часть первая: Через терни к звездам. Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают. Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм. Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина. Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили. 1. Ротационное формование12Х18Н10Т 3 мм диаметр 240 мм с отверстием по центру.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеРезультат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения12Х18Н10Т 1,5 мм диаметр 200 мм .Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателерадусные трещины и гофры на юбке, недокатан.2Х18Н10Т 3 мм диаметр 190 мм.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеГофра и продольная трещина в месте утонения. В результате обработки напильником получилось чудо юдо рыба кит. Ну и при шлифовке вылезло. Так и стоит в музее завода у дяди Васи в инструментальном ящике. Часть вторая: Эх, молодежь! Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш. Теперь их стало в два раза больше. 2.Получение полусферы методом штамповки на гдравлческом прессе 160 кг/см212Х18Н10Т 1 мм диаметр 235 мм.Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.гофра на юбке Продолжение следует.
- 37 ответов
-
- 14
-
-
Не нравиться просто сотрите тему. Я не против.
-
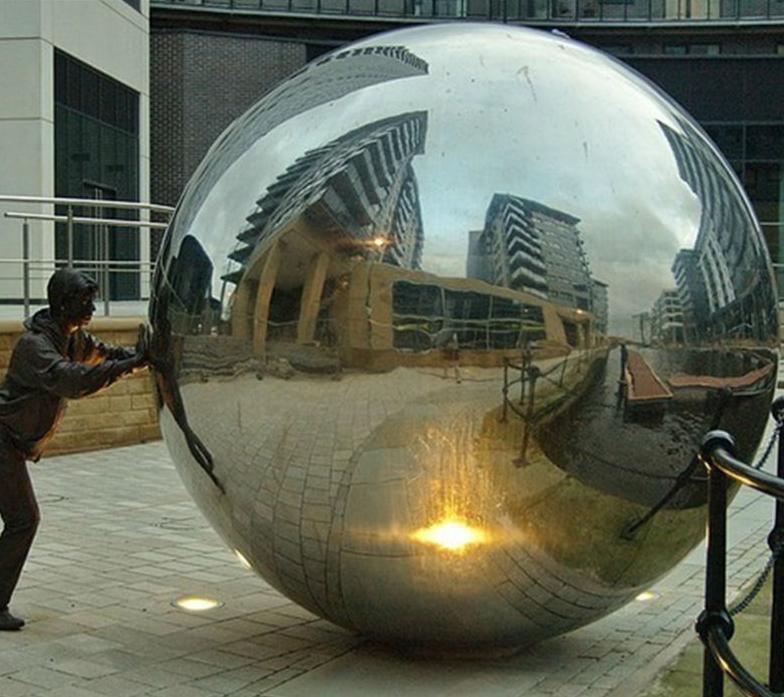
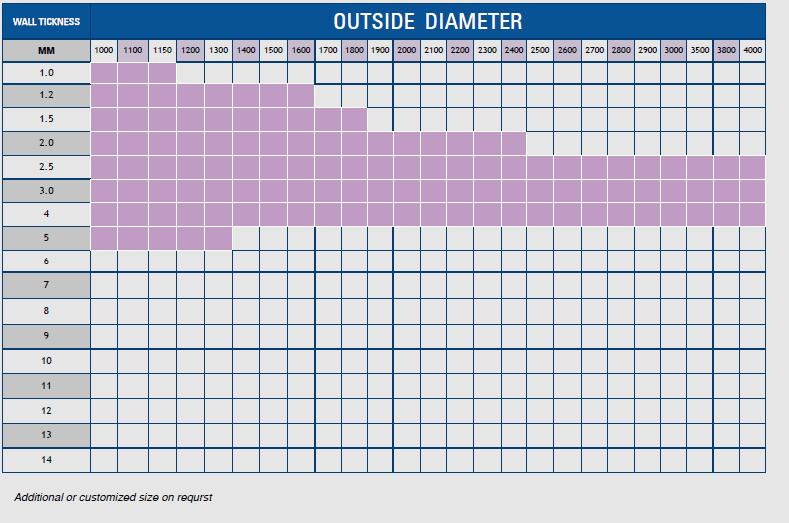
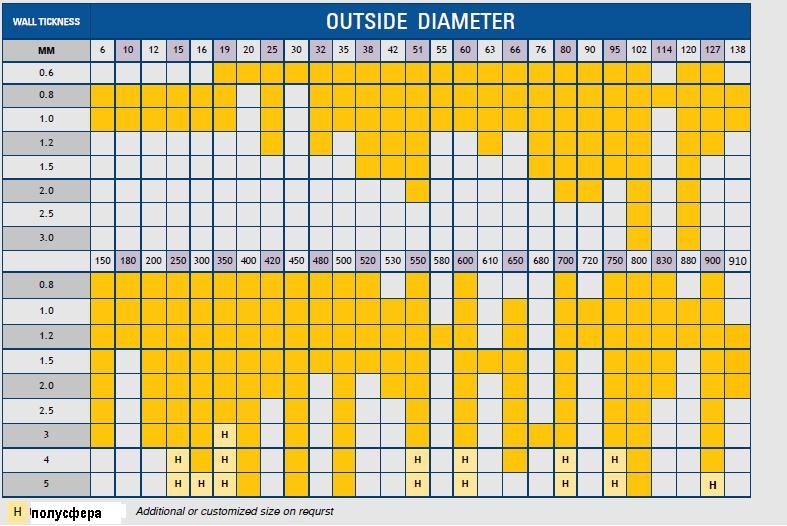
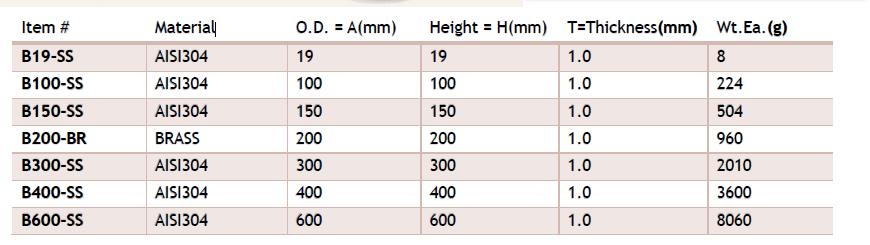
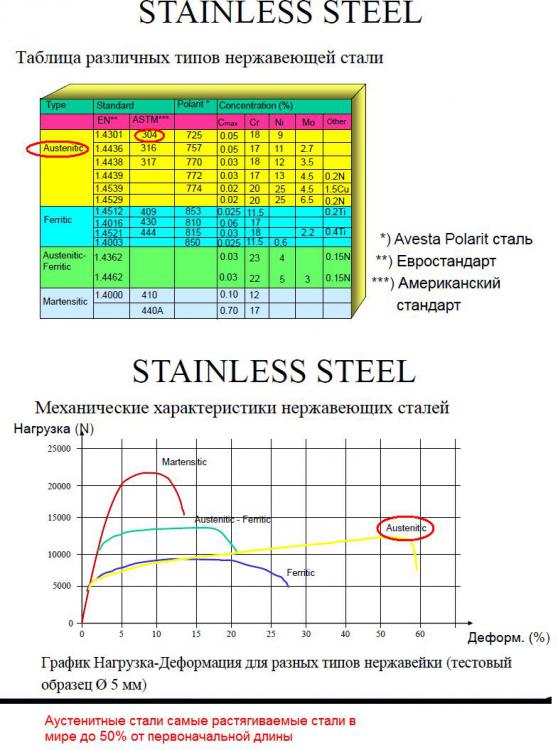
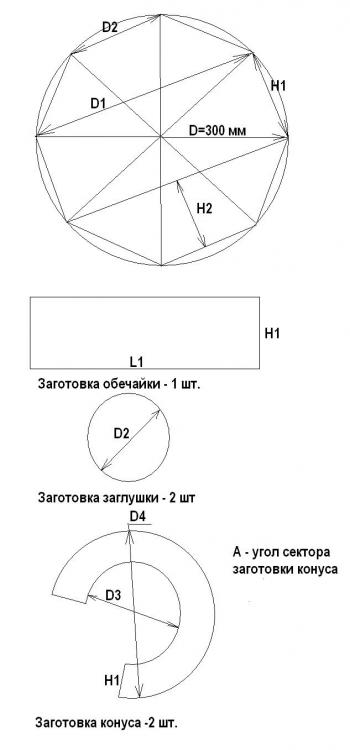
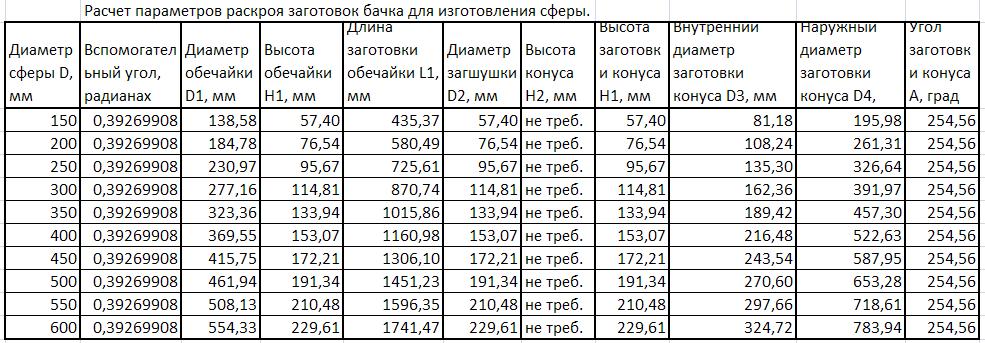
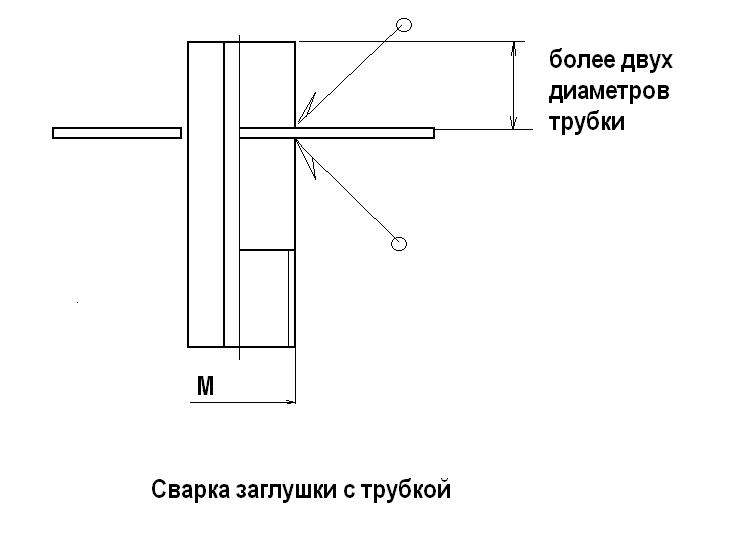
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
- 37 ответов
-
- 19
-
-
Ну нет так нет, пойду в другом месте размешаться.
-
То есть креативить тему с платными картинками можно. Ок. Потрете если не понравиться. Спасибо.
-
Можно ли создавать темы и посты с использование ссылок на картинки хостингов изображений? Например: http://image2you.ru или пикасо Спасибо.
-
040M5KoY8iTy0Gbi.doc Вот собственно методика Агнишевцев по пробе на пятно.
-
В советски времена классическими горелками были ГСН-1 и ГСН-2 http://kristall-service.net/products/welding/gsn-1/ http://kristall-service.net/products/welding/gsn-2/ Дело в том что каждый производитель горелки должен рекомендовать диапазон расхода газа для каждого сопла при котором будет обеспечиваться надежная защита зоны сварки так как внутренняя конструкция горелки индивидуальна и как там внутри потоки закручиваются я вам не могу сказать. Предположу что при расходе газа 6- 8 мм соплом 3 мм можно обеспечить надежную защиту сварочной ванны (получить ламинарное истечение газа). Тут еще зависит от того что Вы свариваете черный метал, нержавейку, никелевый корозионностойкий сплав, титановый сплав. Понимаете не все сварщики да и не все инженеры могут на глаз определить сколько окисленного металла Вы похоронили в сварном шве. В большинстве случаев перед тем как начать варить сварщик проводит пробу на пятно. Т.Е. берет лист титанового сплава, разогревает пятно и не убирая горелку дает пятну остыть. По цвету пятна можно определить зону надежной защиты (Граница желтосоломенного цвета золотого) синяя плохая защита и на основании этого подпираеться расход для определнной горелки с определенным соплом. И то что у Вас при сварке не было проблем еще не значит что проблем не было при дальнейшей эксплуатации например химического оборудования в кислотной среде химического реактора.) У нас сейчас тоже никто не жалуется нахлобучили откатов на заказе и молчком.
-
Манометр это прибор который измеряет давление, а не расход. Просто в Вашем случае он градуирован в литрах в минуту основываясь на том что Вы используете магистраль с постоянным сопротивлением и оно практически не меняется. Но если вместо горелки длинной 3 метра вы поставите горелку длинной 20 метров (такое бывает редко но бывает.) то Ваш манометр будет врать, так как для поддержания того же расхода вам придется повысить давление на выходе из редуктора. Доказывать ничего я не буду все уже доказано в учебнике по физике за 8 класс средней школы. (за 8-й образно) Да давление будет другое. Как Вы знаете ветер дует из области высокого давления в область низкого давления. Если давление на обоих концах шланга одинаковое то ветер никуда не дует. Уже не о том ну ладно. При Ручной аргонодуговой сварке неплавящимся электродом диаметр сопла выбирается в зависимости от величины сварочного тока - чем больше ток тем шире ванна тем шире должна быть защита. Также диаметр зависит от типа сварного соединения, например в стыковых соединениях без разделки лучше пользовать широко сопло в тавровых и соединениях с глубокой разделкой можно пользовать более узкое сопло в таких случаях защита лучше стенки помогают. Также диаметр сопла зависит от свариваемого металла например сварка титановых сплавов требует очень широкой ламинарной защиты так как окисляющийся титановый сплав становится хрупким как стекло. Ну а расход для каждого диаметра сопла это диапозон скажем от 6 до 8 литров для определенного сопла который обеспечивает надежную защиту сварочной ванны и застывающего металла от окисления. Еще можно горелку держать высоко и низко если вы привыкли держать горелку высоко то расход нужно увеличить и на оборот. Юзать можно и то и то только ротаметр на сопло купите чтоб расход правильно померить.