

tig
-
Постов
1 748 -
Зарегистрирован
-
Посещение
-
Победитель дней
69
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные tig
-
-
Температура плавления цинка 470градусов, температура кипения и перехода в пар 710. Пары цинка неминуемо попадут в сварочную ванну и вызовут образование пор. Ширина шва при сварке в аргоне будет милиметра 3 и шов снаружи. При пайке ширина шва зависит от конструкции фитинга и в любом случае будет шире, шов расположев внутри. Виброустойчивость пайки будет выше. При резком увеличении давления сварка будет работать на разрыв, а пайка на сдвиг.
Не буду спорить что лучше, но в данном случае я бы паял.
-
Нет, это стандарт ASA(американский), а труба имеет маркировку по стандарту DIN(немецкий институт стандартизации).
По запросу в гугле " хим. состав DIN 2391/C (EN 10305-4) St 37.4 и St 52.4" вот что выдает: http://www.google.ru/search?hl=ru&source=hp&q=%D1%85%D0%B8%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9+%D1%81%D0%BE%D1%81%D1%82%D0%B0%D0%B2++DIN+2391%2FC+%28EN+10305-4%29+St+37.4+%D0%B8+St+52.4&aq=0&aqi=g10&aql=&oq=%D1%85%D0%B8%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9+%D1%81%D0%BE%D1%81%D1%82%D0%B0%D0%B2+
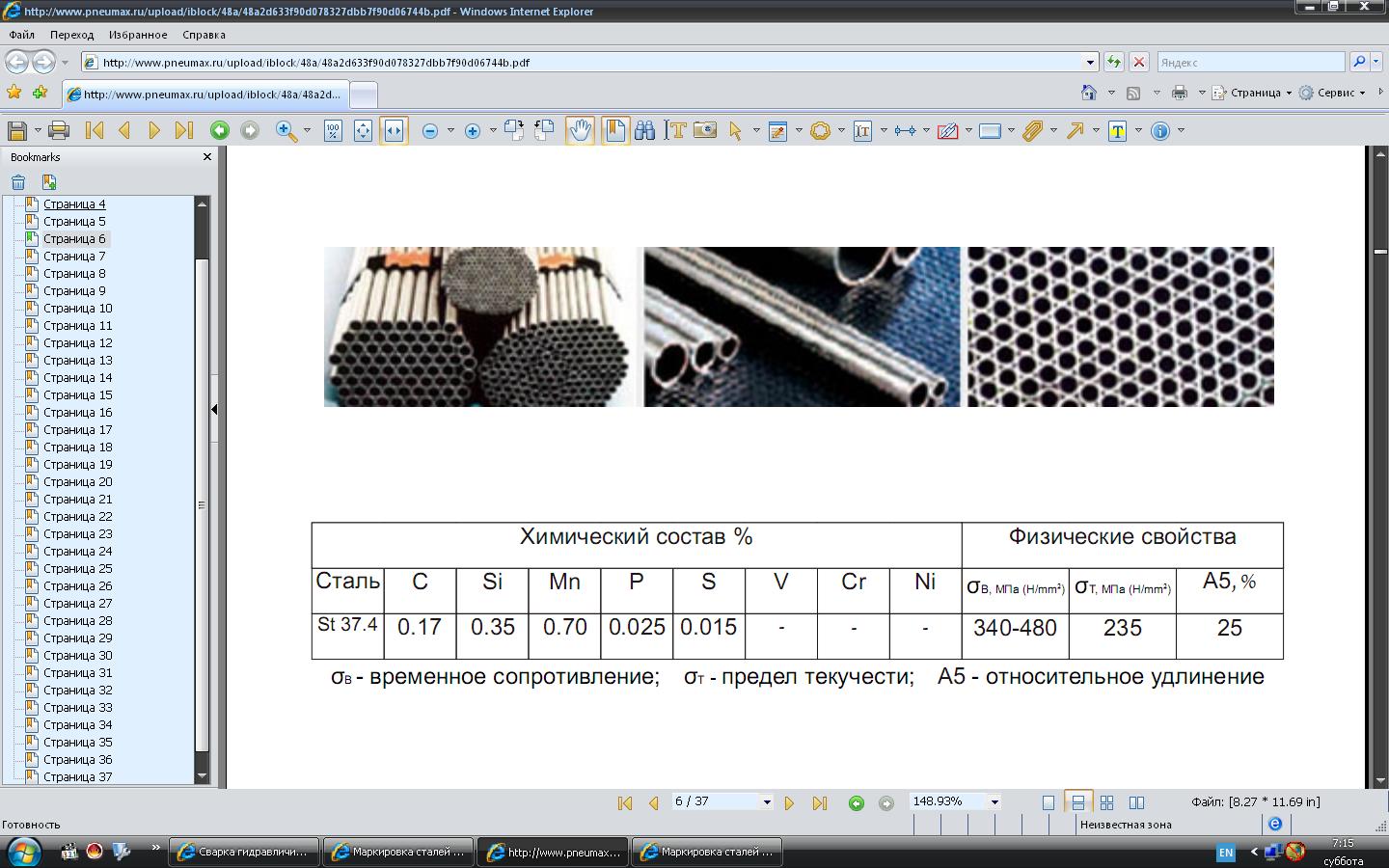
Самая первая ссылка это документ в формате PDF. Есть хим.состав этой стали (страница 6). Хрома и никеля там вообще нет
Так что поры все же дает покрытие трубы, варить можно и черной присадкой и паять.
-
а незнаеш где купить ету химию..и дорого ваше?
Какую именно химию? для антикора? или что бы снять антикор?
В принципе в любой фирме которая торгует химическими реактивами можно купить и то и другое. Только одно дело обработать трубку(легко, просто, и дешево) и совсем другое дело обработать к примеру машину(дорого, трудно и очень грязно)
-
Сталь(галиванизированя) так пишет произв.,
Фосфатирование это химический процес, значит труба покрыта цинком нанесенным методом гальванопластики. Следовательно или травить и варить, или просто паять твердым припоем. В пайке теорию слабо знаю, но сдается что медно-фосфорные припои слишком хрупкие для таких давлений будут. Серебряные припои ПСР-40 и ПСР-72 конечно дороже но и более эластичные(ели так можно выразится).
-
Трубы из черной стали St. 37.4,-это из первой ссылки
Труба гидравлическая из черной стали, бесшовная, прецизионная, холоднотянутая. Материал производства St 37.4, St 44.4, St 52.4, wg DIN 1630-84, wg DIN 2391-1.-это из второй ссылки
А это написано автором темы: " Трубки из Стали St 37.4(я незнаю даже што ето)
-
Абсолютно верно, но и трубки из чёрной нержавеющей стали, если я не ошибаюсь.
Сомневаюсь что это нержавейка. Просто и цинкование и фосфатирование это антикорозийная обработка. и применительно к нержавейке такая обработка просто не имеет смысла.
-
Е316 это присадка для сварки нержавейки, если память не изменяет никеля там процентов двадцать. Цинк щетка не снимет полностью, да и внутрь отверстия фитинга она не залезет, а от туда как раз пары цинка в сварочную ванну и попадают. Так что только химия.
-
а какая технология пайки? пропан\кислород,присадка,флюс и погнали?
В общих чертах ДА. Зазоры минимальные, но что бы припой протекал. Паять желательно в вертикальном положении трубы, флюс и припой сверху, контролировать протекание припоя снизу. По выбору припоя и флюса не подскажу, это Spec лучше знает.
-
Что за марка и модель П/А?
-
Если там цинк то только травить соляной кислотой с последующей нейтрализацией щелочью и промывка водой. Но в описании сказано что может быть и фосфатирование. Это протравка труб в фосфорной или ортофосфорной кислоте. Как ведет это покрытие при сварке я не знаю. И как его удалить химическим способом тоже не знаю.
К стати, если фитинги толстые то стоит попробовать их паять твердыми припоями. Давление 200 атм пайка выдержит за счет более широкого шва, а цинк или фосфатная пленка сгорят во время пайки.
-
Придется поторопиться с учебой - за границей ждут молодых и выносливых, а Вы на пределе...
 .
.Молодые и выносливые нужны для работы подсобником на стройке. Сварщики ценятся за опыт и умение, а это только с возрастом приходит. Впрочем, это только мое ИХМО основаное на личном заграничном опыте.
-
Я тоже не сразу сварщиком стал. И первая специальность от сварки была тоже очень далекой. Сменить профессию пришлось из-за травмы-зрение. Уже 30 лет, не смотря на работу сварщиком -4.5. И за границей почти 10 лет был. Захочеш стать специалистом-станеш, и работа будет. Только учится придется постоянно (это я про себя говорю). Ехать за границу не советую. Застойное болото как при союзе. Впрочем, если интересна жизнь по принципу "пожрал, поспал, поработал" то тогда там нормально.
-
 1
1
-
-
"...бесшовные холоднотянутые трубы изготовленные в соответствии с DIN 2391/C (EN 10305-4) St 37.4 и St 52.4 (стальные трубы, прошедшие нормализацию и токовихревой контроль) для гидравлических и пневматических систем.
Может поставляться как с фосфатированной поверхностью, так и с нефосфатированной, а также с цинковым с покрытием толщиной 12-15 или 25-30мкм."
Скорее всего покрытие и не дает нормально варить. Цинк гарантировано даст поры.
-
http://websvarka.ru/talk/index.php?showtopic=882
Если П/А стандартный (для черного металла) то ничего не получится.
-
Я не призываю я цитирую учебник...
Что говорит, как мне кажется, о Ваших только теоретических знаниях. Впрочем Малаховский тоже врядли горелку держал в руках. Ссылку Вы опять же даете на "комиксы", а Спец на нормативные документы завода изготовителя.
А по поводу держал ли Спец горелку в руках и кто он-практик или теоретик пройдите сюда: http://websvarka.ru/talk/index.php?showtopic=166 и посмотрите что он ПРАКТИЧЕСКИ умеет.
Может и Вы покажете что умеете?
-
1
-
-
Согласен. Но согласитесь и с тем что это растояние должно быть при правильной заводской сборке. То есть сварщик не должен индивидуально настраивать инжектор. Хотя это конечно теоритическая утопия. И поэтому продавать резаки конечно нужно с такими "комиксами" , что бы было меньше претензий к продавцам.
-
Надо просто обеспечить герметичность в зоне прилегания инжектора к стволу горелки, там есть выступ для посадки конусной выточки инжектора. Если в этом месте нет механических повреждения герметичность обеспечивается затяжкой накидной гайки крепления ствола.
Пункт №5 "При отсутствии разрежения" Вашего комикса говорит о том же.

-
и Вэлдером ни Сталкером слава Богу никогда не работал, просто руководствуюсь здравым смыслом. При ПВ 40% и максимальном токе больше двух электродов 3мм сжечь врядли получится. А "крутилку" на максимум с нашими сетями часто придется ставить.
К стати ток 160 ампер заявленые в описании почти наверняка не сварочный. Это скорее ток короткого замыкания, реальный сварочный ток скорее всего ампер 120-130. Почему так думаю? Вес 4.1 кг. У меня Helvi 1600 (итальянец китайского разлива) весит 6 кг. и то на слабой сети варит плохо, а малый вес говорит что экономили при производстве на количестве конденсаторов и сечении ферритовых трансформаторов.
-
1
-
-
митька51, человек из Москвы в Харьков ехать не будет. А вот в поисковике задать "ММА 200" или ММА 250 ему стоит, тогда вполне возможно найдется что то подходящее в паре кварталов от дома или работы.
http://www.google.ru/search?hl=ru&source=hp&q=%D0%9C%D0%9C%D0%90+200&aq=f&aqi=g1&aql=&oq=
-
WELDER 4- ПВ 40% Курить будеш больше чем варить. Внутренности французкие???? Охотно поверю про французскую сборку из китайских комплектующих.
-
Если сравнивать характеристики заявленные продавцами и принять на веру то Сталкер лучше(ПВ-60%)
Если сравнивать внешний вид и сделать поправку на менталитет манагеров-продавцов то это одинаковое говнецо выпущеное в Китае.
-
Кокильное центробежное литье с этой задачей (точности без мех.обработки) справляется напрямую..
Охотно поверю в это. Только кокиль (изготовление) достаточно дорогое удовольствие и срок жизни их на порядок меньше пресформы где порошок пресуют.
-
Сборка то итальянская, только вся комплектация включая корпус китай.... Так что "как повезет". Поэтому если уж сильно приглянулся Престиж то поинтересуйся гарантийными обязательствами и сроками ремонта.
-
Сначала завалили всю Европу кранами без этой заморочки с порошками (в него, вначале не без трудозатрат, нужно металл превратить). И, заметьте, все это за сущие копейки...
Сдается что сейчас, после применения порошков, это уже доли копеек

Стоимость превращения металла в порошок не знаю, да и кто придумал эту технологию тоже не в курсе. Но себестоимость деталей изготовленных по этой технологии явно ниже чем при мех. обработке. На заводе, где я когда то работал, начиная с 1973 года втулки гироскопов делали методом порошковой металургии. После прессовки и спекания детали шли сразу на сборку
Сварщик - как новый путь по жизни?
в Остальные вопросы
Опубликовано
А знаеш в чем дело? Ты не с конечным потребителем общаешся, ты общаешся со спекулянтами которые тебя и подготовленый тобой товар пытаются перепродавать потребителю. И мое ИХМО основано на практическом и реальном опыте 10 лет работы в Европе. Приходилось сталкиватся и с "трудоустройщиками за процент" и с конечными потребителями которые и оценят и оплатят знания и опыт. Только для того что бы найти такого потребителя нужно иметь еще и знание языка той страны где ищеш работу. И инглиш тут не прокатит. С голанцами только на языке фландрии, французы в лучшем случае сделают вид что не понимают, немцы... с немцами на английском можно пообщатя только в ресторане. И то если немец официант а ты клиент за столиком. От фабрики где я работал по всей Европе ездил в бригаде монтажников, так что не с чужих слов расказываю.