

welderman
-
Постов
3 665 -
Зарегистрирован
-
Посещение
-
Победитель дней
93
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные welderman
-
-
10 часов назад, Nickolay Volevach сказал:
стыковое соединение нержавеющей стали TIG сваркой с двух сторон (С2)
Если уж Вы подались в перфекционисты(что похвально) изучайте и нормативную документацию, в том числе. Соединение С2 по ГОСТ 14771-76-одностороннее,сварка ведётся только с одной стороны.
Двустороннее-это С7.Отличается геометрией, в том числе.Учитывайте это при своих работах.
-
 1
1
-
-
Сегодня перекинул разъём на горелке в сервисе на работе, немного посваривал на стали и алюминии, плотно полазил по меню.И что выяснилось: несмотря на декларации ЭВО о полном соответствии функционала старшим моделям-пока это не так. Все недостающие функции обещали подтянуть со временем. Благо это не фундаментальные вещи.
Итак-чего пока нет:
Памяти сварочных заданий.
Регулировки "жёсткости "дуги.(Скорости нарастания переднего фронта)
Контроля дуги -аналога ActiveArc от EWM.
Ступенчатого спада в 2Т.
Возможности работы с 2 и 3хкнопочной горелкой.
Доступа в инженерное меню. Тут дело такое, шарить там надо было с головой, вроде как этой функции всё-таки здесь больше не будет.
Продувка теперь выведена на правый энкодер и не имеет фиксированного времени. Пока жмакаешь-дует.
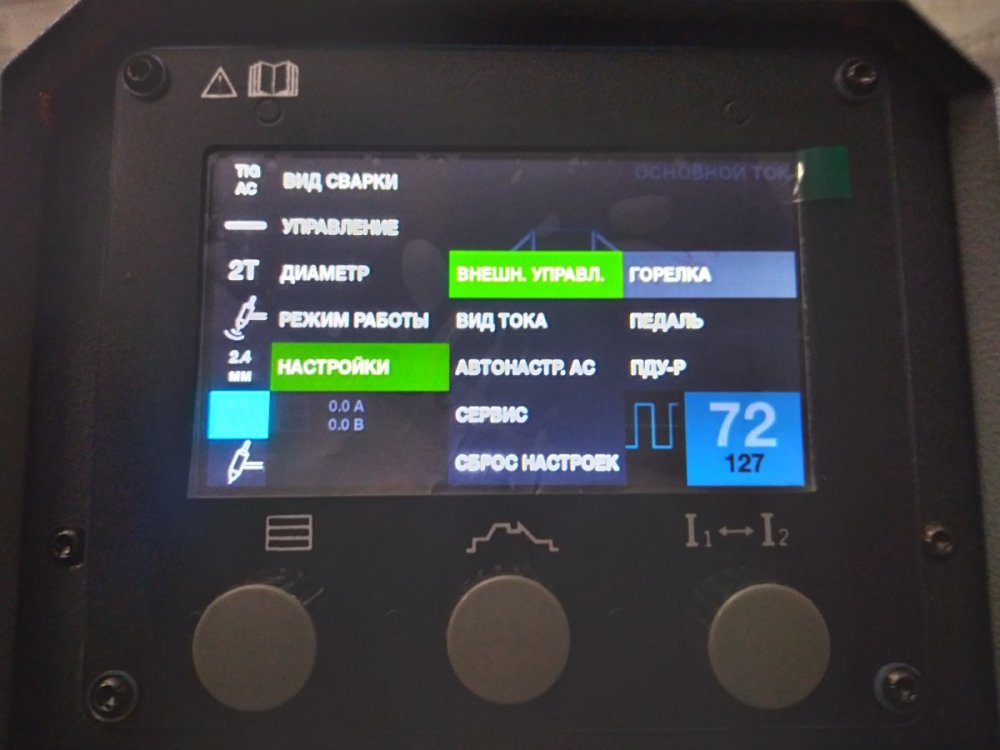
Сильно упрощена визуализация токового баланса -вместо впечатляющей инфографики-унылая командная строка.
В общем,в следующих обновлениях всё будет как у старших.Возможно, не сразу.

-
3
-
-
9 часов назад, Сан Толич сказал:
Вот он и занимался тем, что свою технику сварки совершенствовал.
Всегда можно найти способ.Когда на Крайнем Севере работал–дежурил на пикете ночами, когда вся бригада в городок убывала спать и макароны с тушёнкой /томатным соком хомячить.А ты вроде как на сухпайке
 ,зато море катушек , электродов и вари-не хочу.....так и тренировался.
,зато море катушек , электродов и вари-не хочу.....так и тренировался.
-
В 20.07.2024 в 20:31, Сан Толич сказал:
книжный магазин
Где торгуют, в том числе, всякими книжными раритетами.Модные современные магазы типа читай -город не канают...
-
7 часов назад, NikOtiN сказал:
технику на руках у частников производитель поддерживает на том же уровне
Ну, пока проблем не было.В смысле поддержки/обновлений и прочая....В ближайшем окружении 3 Эвика экплуатируются,2 МИГа и ТИГ,никто пока не жаловался.
-
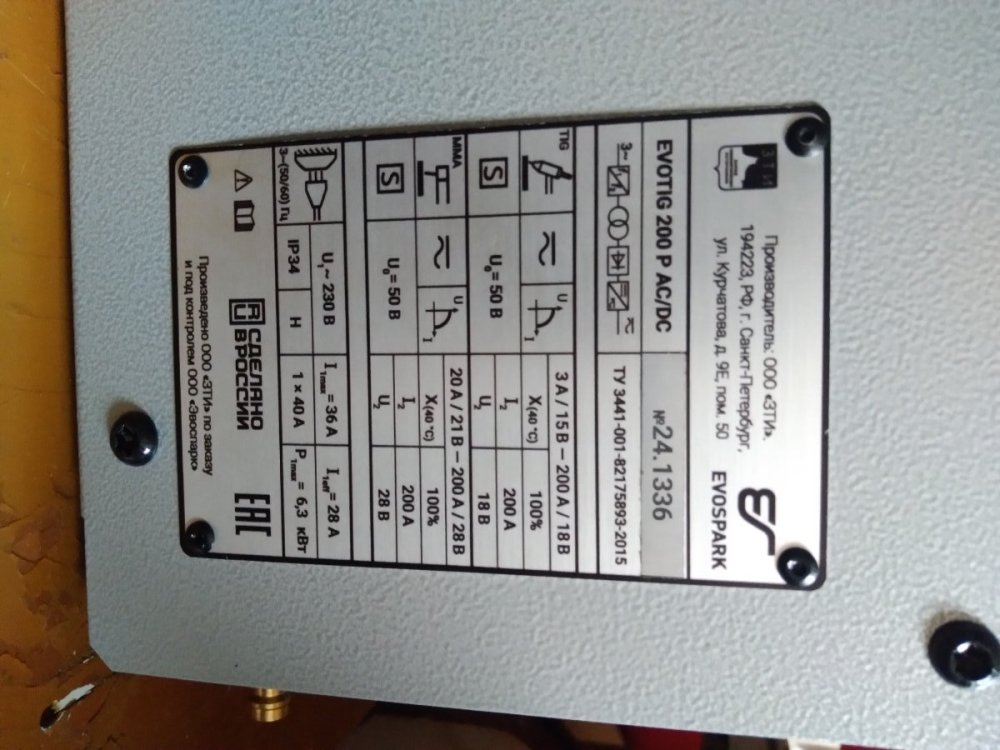
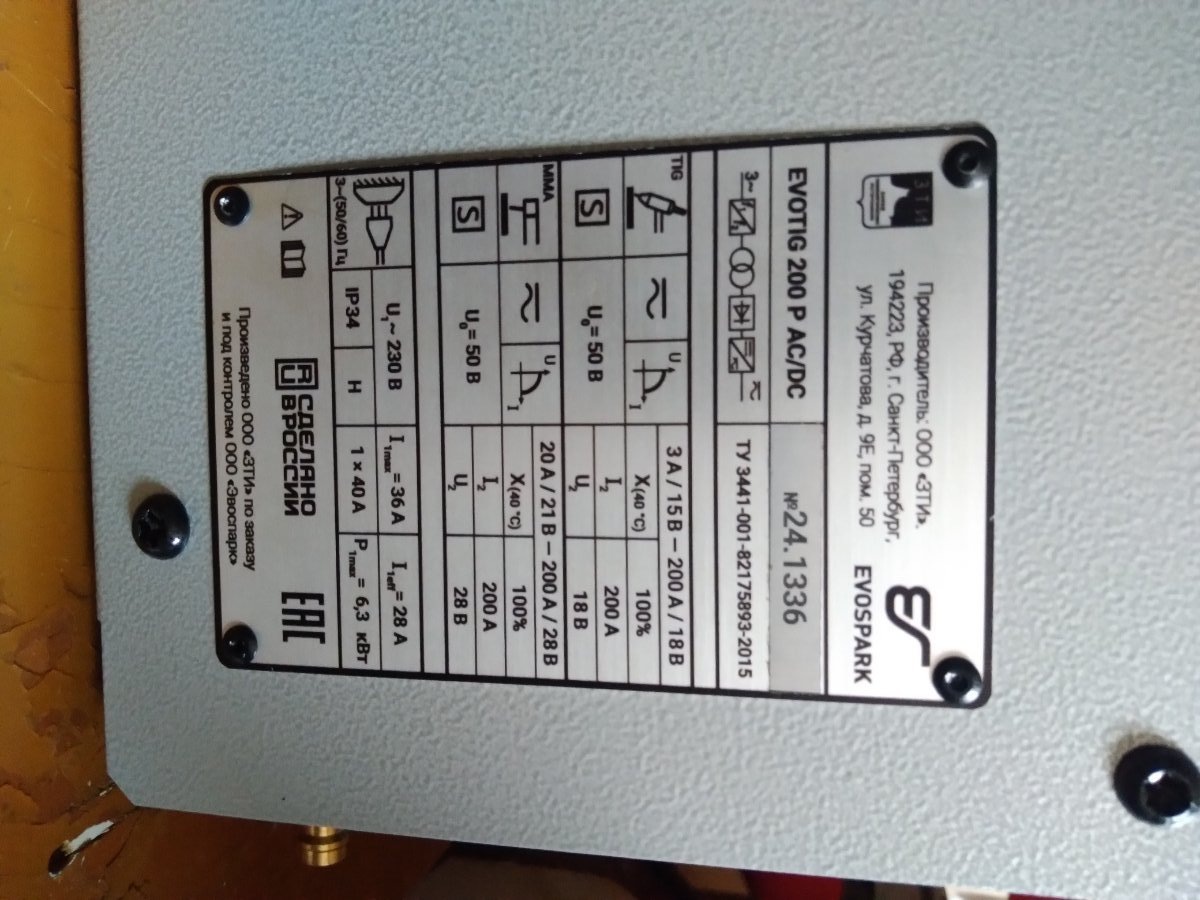
Сбылась мечта идиота...вот он, аппарат ТИГ на 200А от Эвоспарка! АС/DC,хотя есть ещё версия на только на постоянном токе.
Что изменилось по сравнению с машиной на 500А:другие разъёмы,иное отображение регулировок токового баланса, это если быстро и навскидку...
Остальное вроде сильно не изменилось... три года ждал и дождался... теперь вся утка наша...как говорилось в "Особенностях национальной охоты"...
Как не боролся-картинки встают криво




-
3
-
-
12 минут назад, Jakodzun сказал:
Это как? Что электроды медной проволокой обматывают видел, а тут совместная подача с УОНИ прутка нержи?
А что Вас тут удивляет? Когда-то и керамические прутки в ванну пихали
-
39 минут назад, Nergal сказал:
в голову не пришло по составу(предполагаемому) колеса отнести его к схожим с нержой.
Всё правильно, никакого сходства с нержавеющими сталями в материале вашего колеса нет и в помине.
-
1
-
-
В 12.07.2024 в 22:38, konstantieseni2 сказал:
Я не совсем рабочий класс.Порт Коломна
Московская область? Напишите название предприятия и данные контактного лица.Телефончик, если есть.Дальше -дело техники.
-
В 12.07.2024 в 12:09, Nergal сказал:
Колесо скорей всего из высоколегированной
Ну,это вряд ли...скорее высокоуглеродистой, хотя может и среднеуглеродистая сталь.Вам бы для чистоты эксперимента чпокнуть анализатором (RFA) по кАлесу и оси.Тогда и гадать по технологии не придётся.
-
Если нет возможности сделать термообработку после сварки–тогда используйте доступный Вам сварочный материал с максимальным содержанием никеля.Например, что-то типа Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-07Х25Н13..Буржуинский аналог- AWS A5.9 ER309 (L/LSi/LMo)
-
2
-
-
Упорство, с каким ТС плодит однотипные тексты в разных темах, заслуживает уважения.
 .Могу посоветовать, как максимум, поступить на заочное отделение ОиТСП ближайшего вуза или техникума. Время ещё есть.Минимум-как посоветовал коллега СанТолич -погрузиться в книги.По металловедению,сварочному оборудованию,технологиям сварки.Ну и форум, .....просто подача инфы здесь специфическая, пока нужную инфу накопытишь- временами тонну пустой породы перевернёшь...
.Могу посоветовать, как максимум, поступить на заочное отделение ОиТСП ближайшего вуза или техникума. Время ещё есть.Минимум-как посоветовал коллега СанТолич -погрузиться в книги.По металловедению,сварочному оборудованию,технологиям сварки.Ну и форум, .....просто подача инфы здесь специфическая, пока нужную инфу накопытишь- временами тонну пустой породы перевернёшь...
-
 1
1
-
-
2 часа назад, konstantieseni2 сказал:
Говорил своим,привезите топвелд попробуем,
А Вы откуда, товарищ?Если не хотят слышать рабочий класс, мы можем зайти и с другой стороны. Менеджеры у нас такие-снег эскимосам продадут.Как ваша контора называется?
-
Ну тогда понятно.Осталось узнать,чем всё это безобразие сваривалось ранее.Подозреваю 08Г2С максимум,на холодную....
-
Всё одно как-то стрёмно
, а ТС не пояснит, что будет, если сварное соединение разрушится в процессе эксплуатации? В смысле, велики ли будут потенциальные проблемы?
-
В смысле, Вы что на этом транспортном средстве перемещать планируете? Это внутрицеховой транспорт?
-
А разве там сварка вообще применяется? Насколько мне известно,крепление колеса к оси осуществляется прессовой посадкой.
А у Вас данная пара в качестве чего будет применяться?
А то как-то боязно...

-
1
-
-
Тут есть засадный момент.Если при неизменном напряжении уменьшать подачу, то дуга будет удлиняться.Можно будет отловить проблемы при старте и приваривание проволоки к наконечнику.Если хочется узких катетов и провара, стоит перейти на импульс.
-
1
-
-
Как взаимоотношения в коллективе могут влиять на качество сварочных материалов.
Начало было как обычно и не предвещало ничего хорошего. Звонит снабженец с одного заводика и говорит, мол, вашу проволоку брать не будем больше, сварщикам не нравится. А что конкретно не нравится? А ХЗ,если вам надо приезжайте и разбирайтесь...
Приезжаем. И далее как обычно...слово за слово...да я СВАРЧЕГГ 100500 тысяч лет... "вашапроволокагавноневаритбрызжет", в такой раж вошёл товарищ, думал спецоффку до пупа на груди порвёт, и менеджера нашего железякой прибьёт. Хотя диаметр в норме, химия/механика в норме, омеднение нормальное.То есть к этому претензий нет.Значит ,дело в другом... но разбираться не стали.Типа "вашапроволокагавно" была ,есть и будет... и ничего для сварчеГа милее "Шмеки"( условное название проволоки от конкурирующей фирмы) нет...ну нет ,так нет...тут снабженец говорит, давайте в другой цех сходим, там спросим...
Ну пойдём... подходим, несколько спецофф режут/собирают конструкцию... есть у Вас претензии к проволоке от TW? На лицах сварщиков отражается глубокое недоумение и вопрос- А что не так? Да вот у Ваших коллег претензии.... Ах,вы об этом... у этих( далее следует фольклорное определение специалистов с нестандартным расположением верхних конечностей) всегда всё не слава Богу, у нас лично никаких претензий нет.Проволока и проволока.....
А разница в цене между нами и условной "Шмекой" приличная.И по итогу,учитывая расход конторы, экономия нехилая.Не миллионы, конечно, но и не та сумма, ради которой заморачиваться не стоит.
PS: снабжение снова стала брать проволоку, но учитывая расход в тех подразделениях, где претензий нет.
-
2
-
-
9 часов назад, truev сказал:
Какую минимальную подачу проволоки метров в минуту можно настроить? На проволоке 1.2мм
Ну,тут будут отклонения вверх/вниз в зависимости от модели машины и состава смеси, так-то где-то в районе 270А/27В.Соответственно, 8,6м/мин.Плюс/минус


-
1
-
-
9 часов назад, Вячеслав Николаевич сказал:
куплю балон CO2 и попробую с газом,
Тут такое дело–самозащитная проволока с газом всё-таки будет несколько "не то пальто", нежели газозащитная с газом. Хотя ранее сам так делал неоднократно, дабы сей богомерзкий процесс( сварка кЕтайской самозащитной проволокой) протекал в каких-то всё-таки приемлемых рамках.Хуже не будет! А вот лучше–очень может быть.

-
13 минут назад, Сан Толич сказал:
А на вашем сайте о ней ни слова...
Ну, не всё, что есть в наличии, идёт в свободную продажу.Что-то остаётся с адресных поставок.Это как раз тот случай.
14 минут назад, Сан Толич сказал:А вытянет ли ее однофазный 200А аппарат?
Вытянет.200А и СО2 –самое то
-
Вот наша есть.Привозили партию.Газозащитная.
есть подобная на 15 кг.1мм.

-
6 минут назад, Dmitry1962 сказал:
В описалове написано
Ну, там соврут, недорого возьмут....А вот шильдик-это уже доказуха
-
1
-








Проволока CuSi3 1.2мм
в Продам
Опубликовано
Неужели не надо никому? тогда сдам, нахрен , в цветмет.
тогда сдам, нахрен , в цветмет.")