welderman
-
Постов
4 530 -
Зарегистрирован
-
Посещение
-
Победитель дней
164
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
 Дело не в среднеарифметическом токе, а в тепле, а тепловые процессы-инерционные, Вам просто не хватает тепла для разогрева электрода.Поэтому-крутите ручки и смотрите на результат, а не держитесь за конкретные цифры.вот если диапазона настроек не хватило-вот это другое дело, его там хватает за глаза-проверено неоднократно А 2,5 можете и прокалить, они там уже с недели 3 лежат... У 2,6 ЛБ порог нижний порог-30А, а у судиславльских 2,5ммУОНИИ-40....может даже чуть больше...так что ЛБ на Вашем режиме может и будут гореть, а вот УОНИИ -неустойчивы, хотя если сунуть их в печку на часик на 400 гр. и потом сразу в держатель-процесс может пойти по другому...
Дело не в среднеарифметическом токе, а в тепле, а тепловые процессы-инерционные, Вам просто не хватает тепла для разогрева электрода.Поэтому-крутите ручки и смотрите на результат, а не держитесь за конкретные цифры.вот если диапазона настроек не хватило-вот это другое дело, его там хватает за глаза-проверено неоднократно А 2,5 можете и прокалить, они там уже с недели 3 лежат... У 2,6 ЛБ порог нижний порог-30А, а у судиславльских 2,5ммУОНИИ-40....может даже чуть больше...так что ЛБ на Вашем режиме может и будут гореть, а вот УОНИИ -неустойчивы, хотя если сунуть их в печку на часик на 400 гр. и потом сразу в держатель-процесс может пойти по другому... -
@МассаТом,Я Вам написал, корректируйте режим а не смотрите на цифры, у каждой машины -свой софт, и не всегда он адекватен текущей ситуации... так что не ставьте себе в заслугу то, чего нет...
-
@Георгий 11,Ну , ты, это, того, предупреждай в следующий раз заранее , а то , это,того, нервничать можно..
-
Не понял?Можно поподробнее?Закрытие емкостей?
-
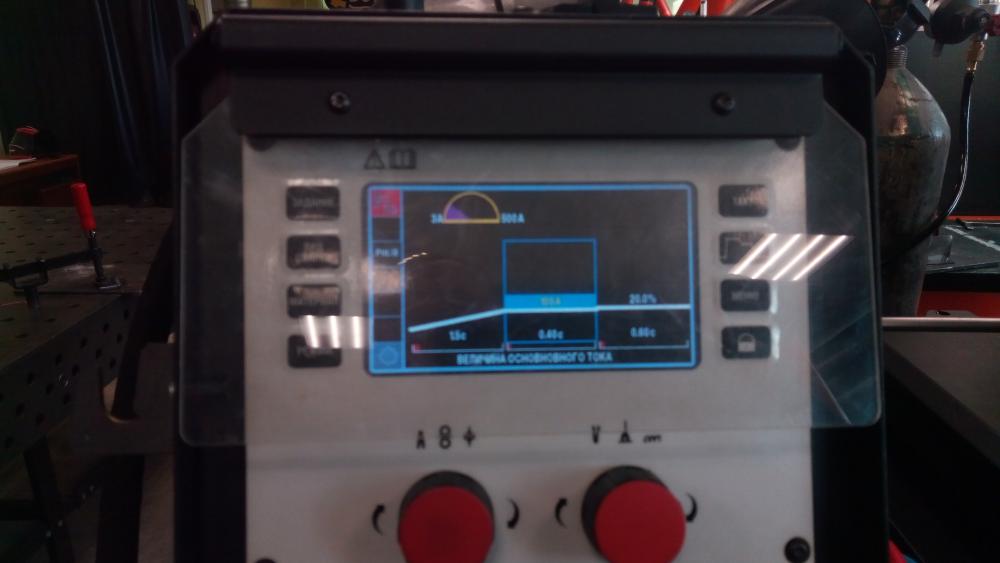
Для такого короткого времени ток пика ничтожно мал,времени базы не хватает для разогрева электрода и образования стабильного газового потока , процесс нестабилен...корректируйте режим ...
-
Ничего, на 2-3 курсе я Вам скучать не дам....
-
Собираемся у стенда Гроверса,в 10-00?
-
Из"школьных " сочинений-студенты отжигают-...варить эту конструкцию, значится, будем вольфрамовой проволокой в ацетилене.... ..защитным газом выберем углерод...
-
Ну, тут можно подискутировать.... Эвомиг500ТР варит электродами более чем адекватно, и в линейном, и в импульсном режимах...
-
@tehsvar,Здоровья, удачи, большой зарплаты , всего самого наилучшего!!!
-
Это лишнее, вступившие на Путь ездят только на локомотивах....причём снаружи.. Это лирика, а процесс выходит на финальную стадию-отбываю сегодня на Велдекс-там последние консультации с заинтересованными лицами...
-
Картина сюр-хлещет крупный противный дождь, глубокая осень, платформа, ночь, фонарь, Егор, в маске и перехлёстнутый,как пулемётными лентами, шланг-пакетами МИГ/ТИГ в кожаной черной куртке, за спиной на манер катаны и вакидзаси торчат рукоятки шлакоотбойного молотка и УШМ 230 мм,.стоит и смотрит на яркий жёлтый фонарь приближающегося одинокого локомотива...вещщщь...
-
Это общеобразовательный курс, ничего страшного,а контакты с преподами по спецпредметам надо наводить сразу... Математика, физика и инженера попросили измерить объём ластика, математик измерил все размеры и с учётом радиусов скругления, легко высчитал объём ластика, физик замерил объём жидкости с ластиком и без, и тоже решил задачу.. инженер посмотрел на артикул, посмотрел в справочнике и тоже решил задачу, по итогу -быстрее всех....
-
Ну ,а что Вы хотели,просто так сессию пересидеть с Эльдаром на пару?Ни фига не прокатит подобный футбол,назвался груздем- получи по морде...шутка юмора.. всё зачтется
-
Егор,это пока интрига,так что готовься по полной, играть будем не по -детски..
-
Это точно, режиссёр-на съёмках-главнюк
-
@Luza,Ну, тут уже как режиссёр скажет, с Авроры товарищ, тот , который в очках....
-
Да пожалуйста,Егор, но твоя задача будет-варить на камеру прежде всего...
-
@Kondor416,скорее всего- да
-
Форсаж будет!!Дожали ГРПЗ...
-
@Вад11, есть такое дело

-
@Точмаш 23,всенепременнейше, Маэстро, время еще есть, газ , металл и электроды тоже.И куда пристроить таланты -тоже найдём.Бездарности сами пробьются. ..
-
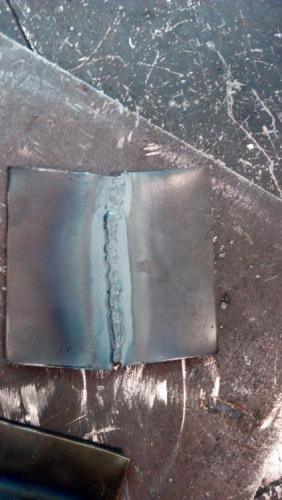
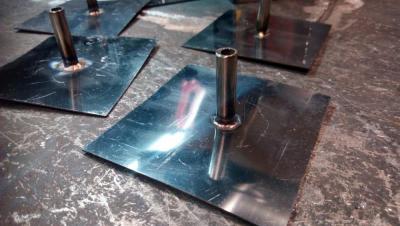
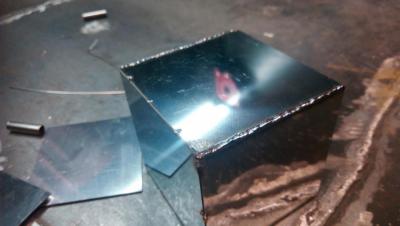
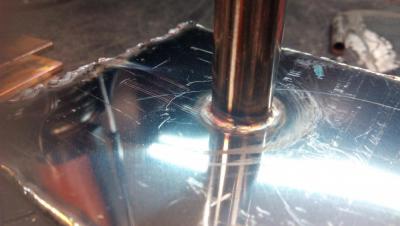
Будни ВЭМТ...Режем детали на акцию, работаем на дневном отделении и на вечернем, варим порошком Ст3 в МИГ/МАГ и ТИГом ферритную "нержу" ...
















-
от лучших отечественных производителей, крафт-бренди и крафт-ром