

welderman
-
Постов
3 520 -
Зарегистрирован
-
Посещение
-
Победитель дней
86
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные welderman
-
-
1 час назад, truev сказал:
Тобишь дефектоскопию проходит что еще надо то))
Требования к качеству сварных соединений определяет заказчик и он же согласовывает технологию проведения сварочных работ( в определённых случаях).Вы вообще кто в своей конторе?
-
Товарищ просто не в курсе, как функционирует ныне система профессионального образования и переподготовки. Типа крутая компания типа "Газпрём лимитед" спит и видит, как набрать толпу неофитов от сварки, проучить и сразу платить стопятьсот килорублёв.
Хаха два раза...
Это капитализм, детка... и собственник, если он не прижат к стенке непреодолимой силой, БУДЕТ МИНИМИЗИРОВАТЬ затраты. В том числе, по части обучения сотрудников. Типа проучитесь сами, за свой счёт, а наша невпупенная зарплата позволит Вам отбить затраты в минимальные сроки( про степень лукавства скромно умолчим).
Поэтому, условный учебный центр, будет ориентироваться ровно на эту политику в своем регионе( или отрасли).Какова средняя з/п в нефтянке/сервисе/градообразующем предприятии? Вот столько и будет стоить обучение....Неважно, каким методом.
Дорого ему в RWT... а Вы что, хотели дёшево и быстро? Извините, это в Австралию...за морем телушка-полушка, а рубль -перевоз.
В свою бытность исходил из стоимости обучения именно из верхней планки з/п в данном направлении сварочного производства. Ещё никто не жаловался. Только поздравлялки и приветы ко Дню сварщика от бывших курсантов и студентов получаю.
21 час назад, Nickolay Volevach сказал:какие есть профессиональные учебные заведения по повышению своих навыков сварки в РФ, Беларуси, Грузии?
Ну, Россия и Белоруссия-ещё промышленные державы, а Грузия и другие лимитрофы в плане технического образования-хм-гм...ну рискните., может там пара динозавров от сварки и сохранилась.
Так-то они больше по апельсинам и винищу...помидорам и прочим овощам....
-
 1
1
-
-
20 минут назад, Мадест сказал:
каким параметром?
Комплекс мер.От подготовки материала, скорости сварки, угла наклона горелки,вылета/выпуска проволоки, настроек машины....волшебной крутилки нет.
-
15 минут назад, Алексей Ж сказал:
Думал напишу в теме - Срочная техническая помощь и сразу помогут.
Так формат тут не тот.Здесь помогают на добровольной основе, в подавляюшем большинстве– бесплатно.Если бы Вы написали-вознаграждение гарантируется, поток сообщений (в личку) был бы ширШе...с большой долей вероятности...
-
Провёл неделю в С.-Петербурге,посетили с нашими продажниками энное количество предприятий.Северная столица в очередной раз подтвердила неофициальное звание культурного( и сварочного тоже) авангарда страны.Такого мизерного количества придуроШных неадекватов с горелками( и без) в моей практике ещё не было.

Заодно наведался в Эвоспарк,перетёр там некоторые вопросы и посмотрел на то, что скоро уже грядёт.Долгожданный маленький ТИГ скоро встанет на конвейер.Там ещё много чего интересного было, но это не по теме...так что потом, в другом месте.
-
 1
1
-
-
15 минут назад, Firework сказал:
чем-то регламентируется ведь.
Смотрите документы типа ПНАЭ-ХХХХХ......
-
1 час назад, Firework сказал:
ак-то не получается по поисковикам найти ГОСТ-ы на сварные швы по титанов и алюминиевым трубам (подготовка кромок ну и параметры самого шва).
Или они регламентируются 16037-80. Соединения сварные стальных трубопроводов ???
Или к этим трубам применимы ОСТ 26-1-87 Швы сварных соединений из титана и титановых сплавов, ГОСТ Р ИСО 10042—2022 Сварные соединения из алюминия и его сплавов ???
А Вам это зачем? Там, так-то, это такая отрасль сварочного производства, где шаг влево-вправо/расстрел..
-
Если не понимают, то пусть на себя берут риски запороть данное дело( проект).Просто подобный случай был со мной в Вологде, где один наш форумчанин пытался сваривать подобные лодки, нагрузив всё на сварщика,дело шло так же криво, сварные менялись часто.Потому как сам он был слегка не в курсах( больше по купи-продай по сварке), сварные тоже пыжились, но нужными компетенциями не обладали, потому что были просто сварщиками.
По итогу все довольны.Лодки( катера) построены, ходят по акваториям.. Потому что лучше отдать денех грамотному спецу и не иметь головной боли.А можно продолжать решать не свои задачи, попутно запарывая проект.
-
1
-
-
1 минуту назад, Dmitry1962 сказал:
думаешь у них есть технолог?
.Почему-то в подобных конторах думают, что сварщик это( вопрос выбора технологии) знает и его этому учат. Хотя в лучшем случае учат соблюдать требования нормативных документов по сварке.И то не везде.Просто совет товарищу–не грузить на себя то, что для него не предназначено, его дело горелкой водить,да аппарат настроить.И всё, по большому счёту.Остальное-за другие деньги.Немаленькие.
-
2
-
1
-
-
2 минуты назад, МаксимRus сказал:
Для 4мм импульсный режим подходит? Провар достаточный получится?
Подходит.Достаточный.А вообще-то ,это не Ваша работа подобные задачи решать.
-
2 минуты назад, МаксимRus сказал:
Вот где нагрев меньше будет?
131 процесс, импульс.
-
1 минуту назад, Струня сказал:
Если пачки в не повреждённой термоусадочной плёнке- может и не отсырели...
Надо смотреть.Судиславльские мне в своё время очень нравились.
-
Логика программы ТС понятна.Автоматизированная( в подавляющем большинстве случаев) сварка "с ходу", без испытательных образцов. Для чего подобная программа в РДС штучным покрытым электродом-мне непонятно
 .
.
-
А зачем?какой в этом потаённый смысл?
-
2 часа назад, zakovika сказал:
А там и вопрос, а хотят ли сварщики купить, что я имею предложить?
Сварщики-вряд ли. В подавляющей массе, кроме отдельных кустарей-одиночек и клинических перфекционистов.
Руководство некоторых предприятий, возможно, заинтересуется. Но не факт. Потому, как непонятно, зачем им это надо. Особенно для ММА.
МИГ, ТИГ-возможно.Но не факт, потому, как для серийных изделий это малоактуально, всё проверяется на контрольных образцах, чаще всего.
-
В соседней теме всё уже расписано-Сварка в углекислом газе. Основы.Не вижу смысла повторяться.
-
-
10 часов назад, SAV сказал:
Ещё раз для закрепления. Абсолютное большинство способов автоматической и полуавтоматический сварки не позволяет поднимать подачу, так как нарушается устойчивость процесса, происходят утыкания проволоки, разбрызгивание и прочее. Поэтому если речь не идёт о сварке в смеси или при управляемом переносе, то только увеличением диаметра проволоки можно поднять производительность. Это раз. И второе это то, что производители аппаратов вынуждены занижать диаметр применяемой проволоки потому что юзер не понимает азов и может на тонкой проволоке в смеси выжать из аппарата весь ток. Но смесь это частный случай и если вы ни в чём другом не варили, то не надо упираться в своей правоте. Не в смеси просто не выжать из аппарата всего тока на разрешённой проволоке.
То что, с теорией не бъётся=хрен с ним.Блажен, кто верует.
На том и остановимся.
Аминь!
-
В 07.04.2024 в 07:04, RayEagle сказал:
Просто на горизонтальном
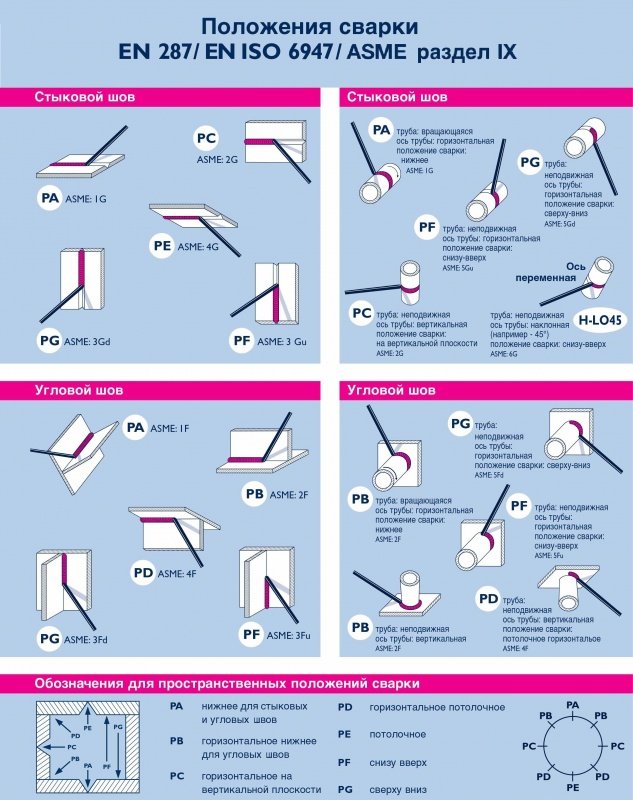
Вы знаете, ничего не понятно. Что имеется в виду под понятием горизонтальный(шов)? Есть положения в нижнем( с вариантами по углу)),вертикальном, потолочном.
Есть горизонтальный сварочный шов на вертикальной плоскости. О чём вообще речь?
-
1 час назад, Струня сказал:
А то не хватит бымажек.
Ага, потом тебя посодют-и сам дурак... прокурор с судьёй ,конечно, посочувствуют, но отвалят по полной.Ибо-нефиг....

-
1
-
-
1 час назад, RayEagle сказал:
Что нужно менять (ток, напряжение, индуктивность), когда меняется положение шва?
Моторику надо менять.И понимание процесса.ТОК в МИГ/МАГ-это производная от диаметра проволоки, скорости её подачи и напряжения на дуге.Индуктивность-это не индуктивность в чистом виде, если у Вас не старый трансформаторный ПА, а электронная имитация ШИМ скорости нарастания тока КЗ.
Далее,надо видеть как Вы ведёте горелку-вихлять поперёк продольной оси шва категорически не рекомендуется.Небольшие по амплитуде возвратно-поступательные движения не запрещаются, и где-то даже приветствуются.В самых общих чертах всё.Если не успеваете и всё течёт-снижайте режим.
-
2
-
-
13 минут назад, Струня сказал:
Согласно общепринятой модели механизированной сварки, повышение тока сварки автоматически повышает скорость подачи.
Вернее, при неизменном напряжении повышение подачи приводит к увеличению тока, но до определённого значения,при достижении которого необходимо увеличение напряжения, иначе процесс разбалансируется.
Собственно, сварка, как процесс, в этом случае закончится.Будут тычки горячей проволокой, дуга потухнет.
-
1
-
-
3 минуты назад, AleksSPB сказал:
Очень хороший вопрос! Скажите, как бы Вы поступили, если бы стояла задача сделать "вечный" бак?
Нуу, если вечный-то это чугун и литье
 , и потолще, потолще...
, и потолще, потолще...
По присадке-можно посчитать в диаграмме Шеффлера, что там в шве получиться примерно-верно.https://www.ewm-group.com/iframes/rechner/Schaeffler_diag_ru.html
-
2
-
1
-
-
Вопрос не в проплавлении, в общей производительности, без привязки к разбрызгиванию и прочему.Вы путаете тёплое с мягким
 .Если Вас всё устраивает, работайте , как считаете нужным.Мой пост был о том,что простое увеличение диаметра проволоки не ведёт к повышению производительности без существенного подъёма режима сварки, оценить который необходимо, в том числе, по расчётной плотности тока.Плотность меньше–скорость плавления меньше, общая скорость сварки тоже меньше, при прочих равных условиях.
.Если Вас всё устраивает, работайте , как считаете нужным.Мой пост был о том,что простое увеличение диаметра проволоки не ведёт к повышению производительности без существенного подъёма режима сварки, оценить который необходимо, в том числе, по расчётной плотности тока.Плотность меньше–скорость плавления меньше, общая скорость сварки тоже меньше, при прочих равных условиях.
Профессиональное обучение TIG и MIG/MAG сварке в России ине только
в Аттестация технологий сварки и сварщиков
Опубликовано
100500+! Как правило, оттачивать навыки идут с целью попасть в определённый сектор производства( компанию).А здесь видится попытка объять необъятное... сразу.Это, в теории, возможно.Но дорого.