папаша
-
Постов
820 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент папаша
-
 Спрошу,у знакомого сын собирает под заказ и с педалью и с крутилкаии.Он тусуется на соседнем форуме под ником тунтик.
Спрошу,у знакомого сын собирает под заказ и с педалью и с крутилкаии.Он тусуется на соседнем форуме под ником тунтик.- 1 ответ
-
- 1
-

-
Ну вот так всегда.Только дают информацию к размышлению- аппарат вне доступа.Как только аппарат под боком-Игорь в отпуске.))
-
@mehanik1102, Высокая температура все таки приводит к отбеливанию,если речь шла о ней.Выгорание тоже имеет место,но это другие условия-приводит к пористости . Хуже,когда чугун пропитан маслом (масляные охладители китайские).Вот уж варить его удовольствие...
-
Я ,конечно промолчу,со своим скромным доходом))но здравый смысл ...платить за обычный диммер половину цены машинки....
-
@Миротворец, Дорого! У меня давно все мои мощные потребители работают на регулировщике от пылесоса на 2000 w.И не надо лишние 5-6 килорублей тратить на всякие УШМ с регуляторами. Идею стырил здесь https://www.youtube.com/watch?v=bj4pF3dK5d8
-
это называется -отбеливание чугуна, При высоком подогреве (600 ... 650 °С) скорость охлаждения при эвтектической температуре снижается до W'''охл, при которой отбеливания не происходит. Замедление охлаждения приводит к распаду аустени-та с образованием ферритной или перлитно-ферритной металлической основы. Таким образом, наиболее эффективное средство предотвращения отбеливания металла шва и высокотемпературного участка околошовной зоны, а также резкой закалки на участке околошовной зоны, нагревавшейся выше температуры Ас3, - высокий предварительный или сопутствующий подогрев чугуна до температуры 600 ... 650 °С. Сварку с таким подогревом называют горячей сваркой чугуна. Высокий подогрев и замедленное охлаждение способствуют также ликвидации трещин и пористости за счет увеличения времени существования жидкой ванны и лучшей дегазации ее, а также уменьшения температурного градиента и термических напряжений. Сварку с подогревом до температур 300 ... 400 °С называют полугорячей, а без предварительного подогрева - холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко используют металлургические и технологические средства воздействия на металл шва с целью повышения качества сварных соединений.
-
Слива-грушевидная))
-
болгарка без регулятора, это груда металлолома. Брутально...То есть 95 % нас бошковладельцев ,годами пользуются грудами металлолома.))Я ещё помню времена ,когда вообще никаких болгарок и в помине не было-зубило в помощь.Я бы создателю памятник поставил
-
Сразу как то не очень с "чирканием",а потом нашел получше-касаюсь электродом металла и с нажатием кнопки -отрываю электрод-вроде так хорошо. А у @selco, есть такой Селко с осциллятором?
-
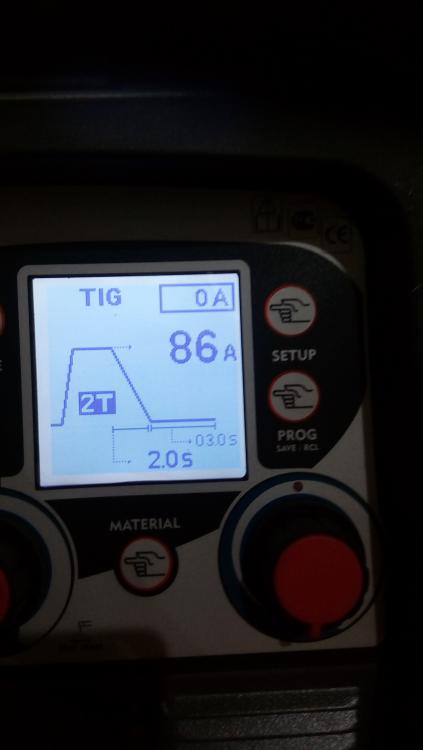
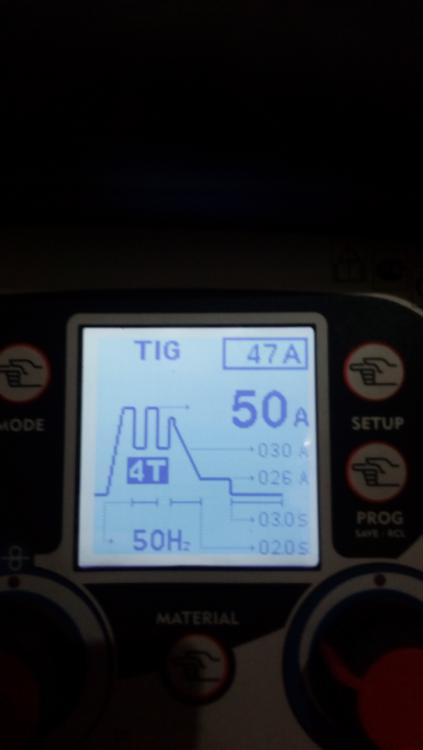
@selco, Завтра разузнаю ,где добыть. Сегодня первые пробы ТИГом. Пока все подключил,подшаманил редуктор под аргон.Электроды W20-2.4мм (синие)Керамика есть на 4 и 5.Расход аргона около 9л.Условие-ни разу не пробовамши-посему не пихаться.)) Металл -полоса 4мм и листовой 1.2 мм-Ст.3.Попробовал даже с импульсом 4т варить тело.Провал есть ,но не прожигает.Оптимизма добавилось))Красоты швов пока нет.Сорри Пробовал трубу приварить к листу-пока не могу.Постоянно прилипает или не достает электрод.Чего то не так с вылетом или моими руками .После прилипания на нем остается "какашка" металла,которую надо бежать стачивать.

-
Делал тройник,как АВН советовал,но у меня получается аргон задавливает углекислоту и редуктор на второй ступени со2 начинает бесится.Не очень получалось.Но завтра попробую,сейчас новые б/у редуктора чехи.Спасибо Валера за подсказку
-
@selco, Не привык,ага Москва,да.Я бы удивился ,если бы не было смеси.У нас тут в ДНР нету такого.Спасибо за углекислоту хоть,но и то заправка от заправки отличается по качеству.А из Ростова газы не пропускают через границу-узнавал.
-
Немного личных ощущений ,касаемо Helvi-в режиме сварки с синергетическим управлением я бы назвал это "синергетикой" весьма приближенно.Каждое пространственное положение( проход угла из горизонтального в вертикал или увеличение вылета проволоки -адаптация почти не происходит или происходит очень медленно.Система плохо жонглирует поддержанием постоянных данных сварки.В ЕСАБ Кадди-аппарат работает мягче и приспосабливается мгновенно сам.На Хелви-нужно постоянно останавливаться и подкручивать индуктивность .Вчера пытался варить проволокой 0.8 жестянку 1мм.Как бы сказать помягче...даже показывать не хочу. Ставлю параметры СО2-проволока 0.8,жестянка 1.2.Идет просто капание и сплошь непровар.Увеличиваю толщину металла ручкой до 2мм потом до 2.5 -появляется провар но шов высокий,хочется расплывчатые.Начинаю играться индуктивностью в плюс -вроде подстроился-дохожу до угла ,где вылет проволоки увеличился-опять непровар и выход на вертикал -горит насквозь.Опять ручкой уменьшаю индуктивность ...НЕт чувства кайфа от процесса.Пока еще грешу на качество углекислоты.У нас тут заправляют кто чем может -типа радуйтесь ,что вообще есть.Поеду поменяю баллон ,расскажу еще.Сегодня собираюсь попробовать ТИГ.Результат вечером.
-
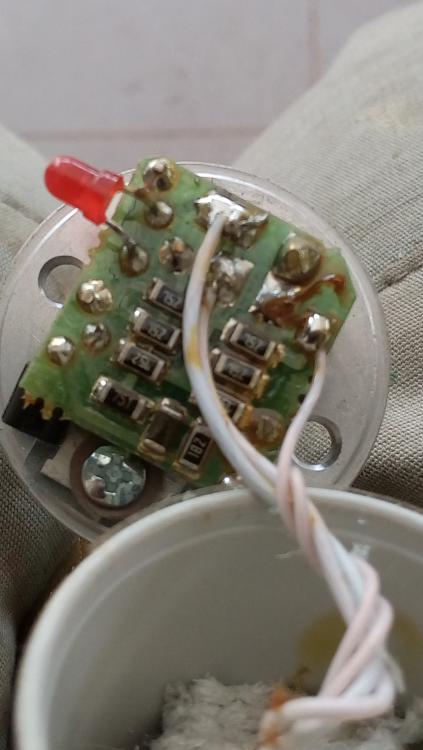
Спасибо Андрей,эту схему я тоже видел.Легче снять крышку было.Верхние 2 пина задействованы,нижний пустой.Может кому пригодится.
-
На передней панели- разъём под байонет кнопки горелки тиг с 3 выводами.Подскажите,какие 2 из 3х задействованы?Не хочется аппарат разбирать,чтобы посмотреть.Купил горелку тиг хочу испытать.
-
Пароходы варят все кому не лень.На любом судостроительном заводе в первую смену работают более менее спецы,а в 2 других смены-все кто может держать электрод.Но это касается всего,что возвышается над водой.Подводную часть и элементы набора все таки контролируют тщательно с РК и ультразвук.При каждой верфи имеются ученики-им тоже надо тренироваться.)) Принимал в Китае контейнеровозы -2.5 месяца судно строят с нуля и до ходовых испытаний. Помнится наш атомный лихтеровоз "Севморпуть" строился на заводе Залив в Керчи лет эдак 5-6.И еще несколько раз становился на пол-годика после испытаний.
-
@selco, Ну для 10 лет еще и неплохо выглядит.Раньше на Жигах можно было уж и пару раз поварить))Без кондуктора угадываешь положение фланца?
-
Ближайшая 19 ниток -1/4" трубн.там наружная 13,1м В штатах будет 12.6 - полдюймовая но не 19 ниток
-
Да тут делов то...раз-два.Всего 10 микрочипов,пара диодов.Я сник
-
Ни фига и под давлением не греет.Чует моя печень- Пихал продаван в 220
-
@svarnoi69, Диод горит.Трансформатор-220/42 в.ПУЗ 70-50 рассчитан на 42 в,так что все по инструкции
-
Может и так.Зато чех заработал без всяких...
-
Ничего не происходит (,хотя весь в инее
-
В инструкции говорится о электронном управлении,значит не так все просто внутри
-
Лампочка,вон она,горит.Вода не теплеет.На трансе 44 в 120вт,42 в- сопротивление должно быть 0.06 Ом при токе 2.8 А.Правильно я считаю?Мозги задубели))Пойду ,куплю какой нибуть тестер