unforgiven48
-
Постов
131 -
Зарегистрирован
-
Посещение
Достижения unforgiven48
")

-
Спасибо!!!
-
Спасибо за маску! Всех поздравляю! Спасибо организаторам, спонсорам, компании 3М! Жаль что работ мало, наверное у всех много своих дел...
-
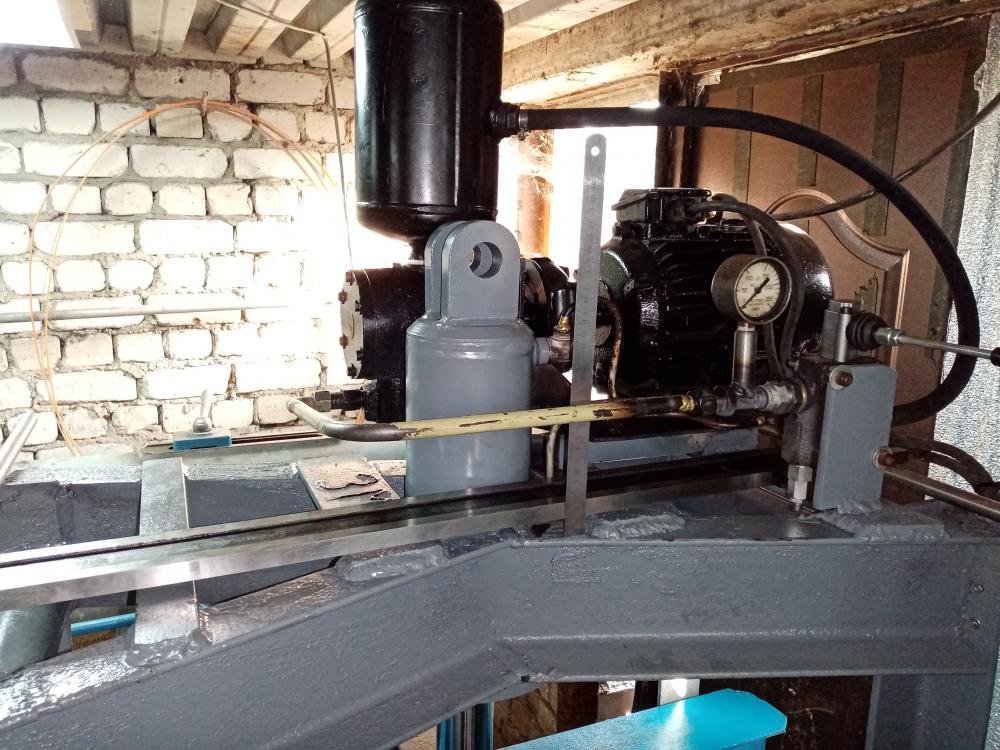
@Сусанин, Подготовки особо вообще не было, делал все наспех. Вдобавок еще и ВДУ-506 навернулся не в подходящий момент... @Alllekkksandr, В штоке есть резьба м30х2, закрутил грибок, иначе торец штока быстро покалечиться, ну и разные оправки конечно есть возможность устанавливать Заменил сегодня шланги на трубки. Максимальное давление накрутил до 230 атм, по усилию это около 22 тонн получается. Для интереса замерил изгибы, верхние швеллера изгибаются на 1.4 мм, общие изгибы цилиндр-стол 3-3.5мм Ну и работы уже на пресс натащили...

-
@ЛехаКолыма, Насос Н-400Е, подача 5л/мин.(такие насосы стоят на прессах ОКС) Муфта вроде 2101, но точно не знаю
-
Я тоже пытаюсь к этому стремиться, по этому и были выбраны 4 стойки. Убрав основной стол можно обвесить как фантазия позволит. В планах еще сделать переставные призмы для правки различных валов.
-
В начале подумал- "Да чего там, за 2 месяца то, конфетку сделаю". Потом- "Блин, 12 дней до конца конкурса, а я еще даже не начинал" Пришлось выбирать окна в текущей работе для данной поделки
-
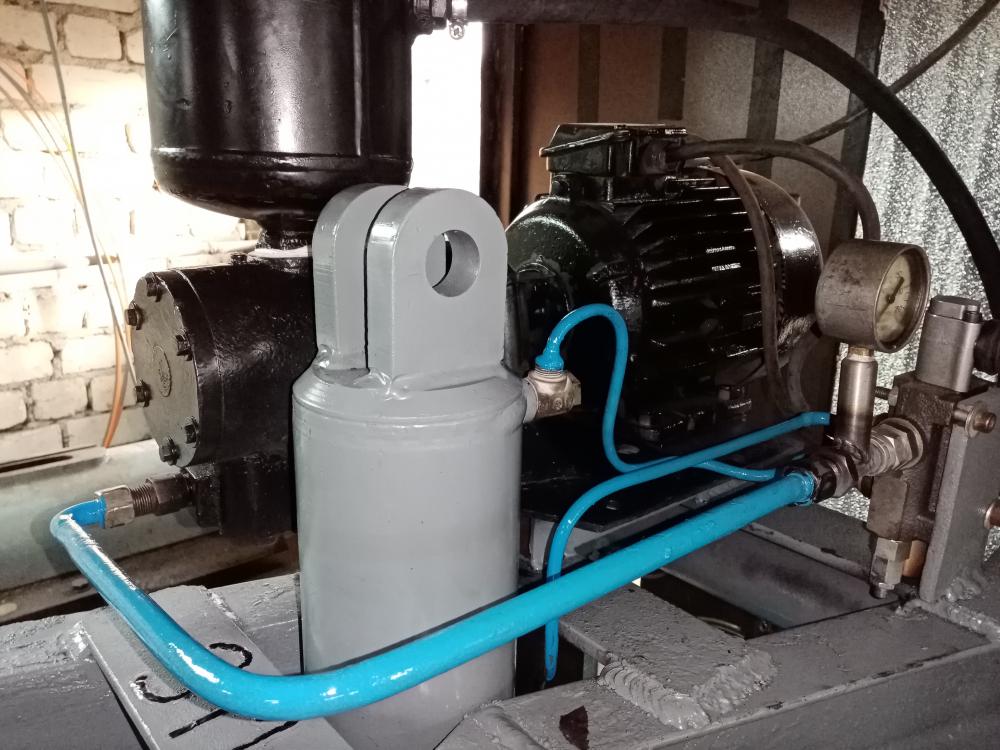
Решил тоже найти время для участия в конкурсе, в технической номинации, выбор был сделан в пользу создания пресса, уже давно в нем была необходимость. Все делал из подножного железа. Начал с ревизии мотора и насоса, насос Н400, был давно снят со старого шиномонтажного станка, двигатель 3-3.5 квт 1500 оборотов. Фланцы под жигулевскую эластичную муфту. Дальше пошла рубрика руки из Ж.. уронил свежеподаренный знакомым распределитель, пришлось делать новую крышку, плохо живется без аргона... Собрал для проверки всю гидравлику. Максимальное давление выставил в 200 атмосфер, которые по расчетам должны выдавать 19 тонн. В поршне цилиндра оказался какой то клапан, который скидывал давление на 50 атмосферах, пришлось удалять, заодно заменил шток с 45мм, на 60мм Приварил водопроводный фланец к цилиндру, и сварил верх пресса Принялся за остальную раму, форму подгонял под свои задачи. Ну далее, окончательная сварка, переставной стол, установка гидравлики и покраска. При максимальной нагрузке рама немного "дышит" но не критично, ничего не гнется В будущем нужно будет заменить шланги, поставить более короткие, либо сделать все на трубках. В принципе поделкой доволен, для моих задач вполне хватает
- 13 ответов
-
- 21
-

-
Аргон имеется
-
@copich, Немного не коректен, согласен, по причине что у меня нет привязки к конкретной детали. В голове есть две цели 1-получить после наплавки твердость 35-40 единиц, для возможной последующей мех обработки ТС инструментом. 2- подобрать марку электродов для наплавки на детали с последующей ТО, Все вышесказанные цели применять к сталям 45, 40х, и рассматривать со стороны выхода из положения, а не проведения полноценного ремонта. К примеру за нужным материалом диаметром Ф150, мне нужно проехать 200км и потратить пол дня на металобазе, да и отрежут не менее пол метра. При этом человек бегает вокруг с ошпаренной задницей, машет пачкой денег, так как комбайн развалился посреди поля, а на завтра передают ливень на неделю
-
@Kurt1, Просто показал деталь для примера, конкретно эти детали можно и новые сделать это понятно. Просто я хочу иметь в наличии подходящие под эти задачи электроды, для деталей которые по каким то причинам сделать не могу, либо нужно вчера, а материала нужного нет под рукой
-
Вот ПРИМЕР работы размеры большой детали по памяти 160х100, шлицевой втулки 70х70. Про закалку не помню, вроде ТВЧ. Такие детали попадаются с небольшим износом, руки так чешутся наплавить. Но продолбить внутренний шлиц по наплавленному, как мне видится еще то занятие. По этой причине придется делать полный отпуск после наплавки, долбить, и закаливать всю деталь
-
@Глобул,@Точмаш 23, Печь имеется, опыт только с 40х и ст45