- Популярный пост


Miners
-
Постов
236 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Miners
-
-
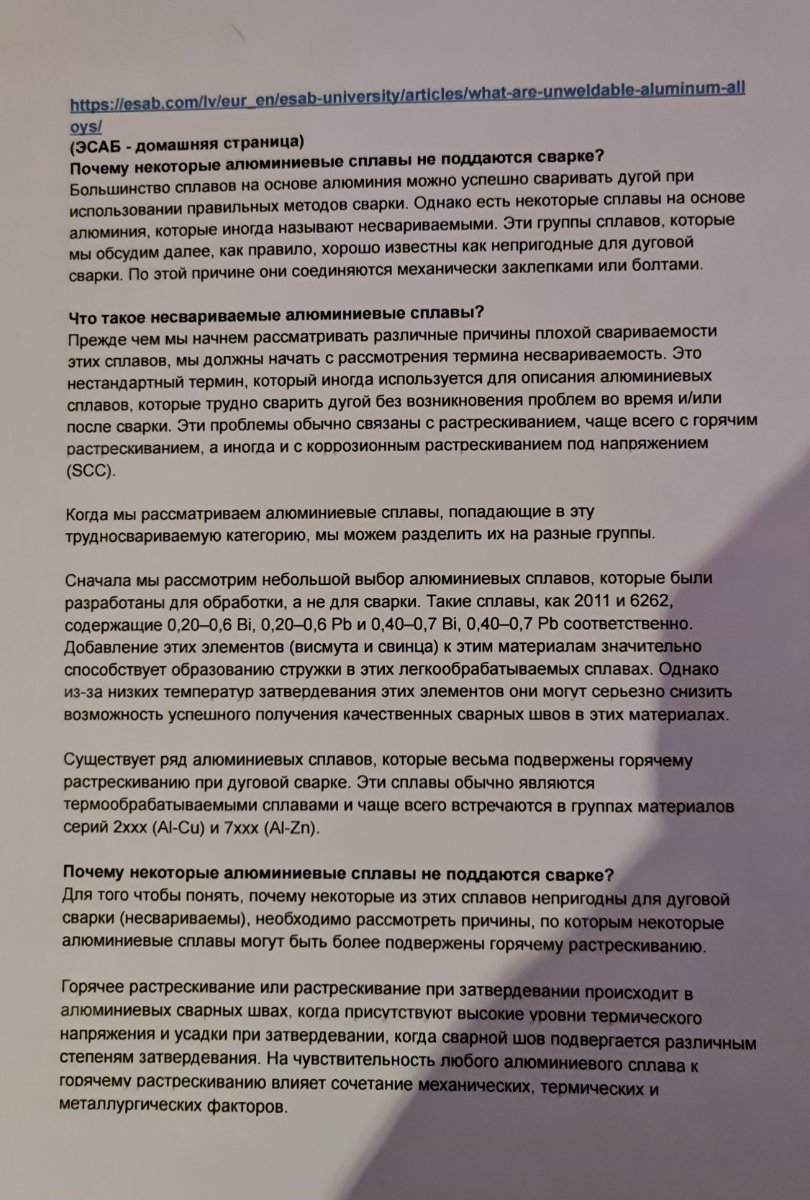
Перевод текста с ESAB сайта.
Недавно в ветке, сварка алюминия,вели дебаты по поводу свариваемости,выставлю этот материал здесь,чтоб не затерялся, как полезную для всех информацию,в дальнейшем зделаю видео.
-
 2
2
-
 3
3
-
-
Один из методов определения конфигурации и размеров трещины на алюминии.
-
3
-
-
3 минуты назад, Точмаш 23 сказал:
То есть, вы это понимаете,а я не понимаю,предлагая такой вариант ремонта? Так по-вашему?
Мысли в слух,это были,ни коем образом не собирался выяснять,кто что понимает или не понимает,тем более в тексте указано,желание заказчика.
-
3 часа назад, Точмаш 23 сказал:
Головка Тойота. Датчик давления масла,
![IMG_20221229_182138[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1031342697_IMG_20221229_1821381.thumb.jpg.12e4f425c963e13d2516244f815f8b0d.jpg)
![IMG_20221229_184753[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/2000309350_IMG_20221229_1847531.thumb.jpg.8d0e67f3c33ac676c07add076a5d4b66.jpg)
![IMG_20221229_185109[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1251109727_IMG_20221229_1851091.thumb.jpg.319dc9551dcfd5a0fee83512eadead75.jpg)
![IMG_20221229_190422[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/1548526042_IMG_20221229_1904221.thumb.jpg.71747011af4bb79def31b6f01c9400fa.jpg)
Ну так себе решение, при такой трещине,вдоль резьбы надежней заварить всё и нарезать по новой,иначе сапливить будет.
-
Необходимо учитывать, что присадочный пруток такой как 5356 не является термически обрабатываемым материалам. При попытке дальнейшей термообработке детали.
-
1
-
2
-
-
1 час назад, selco сказал:
Игорь согласен полностью , и не одни мы тут "повернутые" на АЛ сплавах , и вот тоже интересно почитать .
https://www.chipmaker.ru/topic/196590/
Видео паренек про вело рамы и сплавы рассказывает не по наслышке сам катается .
Увлекательно,прочитал всю переписку, понял,что по ходу переписки парень слышал звон,но незнает где он и не понял почему он не стал рассматривать трубы из 6ХХХ серии либо 7005 сплавы.
-
1
-
-
1 час назад, Бархударов сказал:
Чем дальше читаю, тем больше складывается впечатление, что сварка алюминия -это чисто декор! (Мнение мое- как человека хотевшего освоить сварку алюминия) ))
Вынужден не согласиться, сварка алюминия это надёжное соединение, исключения составляют отдельные сплавы,вобщем то и у сталей существуют отдельные проблемные сплавы.
1 час назад, Schlosser сказал:Так себе статья,ничего по сути не раскрывает.Я кстати от себя могу добавить,что по моим наблюдениям велики намного лучше именно сваренны,причем даже бюджетные,и все ТИГом по отношению даже к дорогим моциклам.И причем от совдеповских до япономото.И моцики в основном ПА варят,причем довольно гнусно.Кроме того на мой взгляд в велах шире применяется гидроформинг рам.Че так-хз.
Соглашусь, статья ни о чём.
-
1
-
-
4 часа назад, hvr63 сказал:
В статье пишут про сплавы 6ХХХ и 7ХХХ серии и называют Дюралью,на сколько я знаю Дюралью считаются сплавы 2ХХХ серии и о великолепной свариваемости в той статье явно погорячились.
-
1
-
-
4 часа назад, welderman сказал:
Как бы старение то тут особо не поможет-у тебя хрупкое разрушение. тут бы пластичность увеличить...
пихнуть в печку на часов до 40 под 450 +-
с остыванием вместе с печью..
Не смотрите мои видео или не внимательно, я в них говорил,что присадка 5356 не является термически упрочняемой и температурный режим её 65⁰С
-
11 часов назад, selco сказал:
Игорь , ДРУГ
 ,,,,, ну не хотел я тебя ставить в неловкое положение ну видит бог не хотел , тем паче вы с Виктором Точмаш правы на ответственных и сильно нагруженных деталях не стоит варить не Д16 не В95.
,,,,, ну не хотел я тебя ставить в неловкое положение ну видит бог не хотел , тем паче вы с Виктором Точмаш правы на ответственных и сильно нагруженных деталях не стоит варить не Д16 не В95.
Вот я беспокойный и всю жизнь что то ищу и экспериментирую , но может это и к лучшему , как в песне "кто ищет - тот всегда найдет " может и приключений на свою Ж.. , да ладно и вот сегодня я сломал два цилиндрика В95Т кои вчера варил , зажал в тески покрепче и боялся что тески разлетятся , но нет они "старой закалки" СССР вроде 1961 год , взял трубу 09г2с с 3ММ стенкой примерно один метр , надел на цилиндрик и рванул , страшный щелчок и цилиндрики разъединились по околошовной зоне , кстати варил 5356 вчера их , в общем как пружина и структура мелкозернистая .
Конечно корешок я не совсем проварил но думаю это роли не играет и все равно оторвал бы .
Видео будет но пока не до него но вот пару фоток покажу .


Ну и немного о том что написано в книгах , написано все верно но вот при сварке не трещать и не дают трещин эти сплавы , может только на длинных швах и это надобно проверить чем и займемся в свободное время ,,,, варятся хорошо но вот околошовная зона да "слабое звено" получается , как то так все .
К сожалению небыло время писать,но ты мне сделал день,я работал с улыбкой,вспоминая твой пост и твою упертость,собравшись ставить ещё эксперименты с длинными швами)).
Хотел много написать, но да ладно, кстати очень наглядный и полезный получился эксперимент. За корень конечно стоило поругать, но это действительно не меняет сути дела. Я даже сделал скрин твоих фото,чтоб показать наглядный пример спрашивающим.
Спасибо,ещё раз улыбнул ))
-
1
-
-
5 часов назад, selco сказал:
Да пропустил , но не много .
Вот меня "отчитали " чуток что бы "воду не мутил , но не я один и полно роликов где варят Д16 и вот даже 6061 и тот добрался до 2024 аналог Д16 .
Да ладно и вот специально видео сделаю , вчера токарил (между основным занятием и вчера снег был с крыши скатился самосвал ) , сегодня варил В95 и сутки на старение а завтра ломать будем трубой .
Но вот нет трещин как корневого так и облицовки под лупой смотрел да и не какого "постороннего шума" типа треск нет , да и ванна спокойная блестит как зеркало в общем не чита многим АК сплавам кои сейчас "возмущаются" с поводом и без повода .
пару фоток пока для затравки .


ЗЫ , опять меня "отчитают" , да и пусть но зато интерес думаю у многих есть и форум оживляется , ну и без этих "дебатов" форум без зубый и скучный , как то так . уж извиняйте если что .
Валерий, вот ты меня поставил в неловкое положение :)),два раза сходил покурил
") ,толи выбрать сторону друга и поддержать (доказать обратное вопреки материаловеденью,что мне не сложно сделать, умолчав нюансы и даже видео создать на подобе 6061) толи всё же придерживаться науки ,лавируя между тобой и наукой :)).
,толи выбрать сторону друга и поддержать (доказать обратное вопреки материаловеденью,что мне не сложно сделать, умолчав нюансы и даже видео создать на подобе 6061) толи всё же придерживаться науки ,лавируя между тобой и наукой :)).
Я и сам всегда топлю за то что учебники очень отстают от нынешних возможностей современных аппаратов и оборудования,к примеру если указана сварка частичная(а значит точечная),то в полне можно воспользоваться пульсом на малых герцах,либо установить безконечный спот режим с быстрой частотой,либо, как я расказывал в своем видео про сварку велосипедной рамы сплава 6061Т6(кстати присадки 6ХХХ серии не существует и своим телом этот сплав не сваривается,по той же причине растрескивания,но можно обойти этот момент о чем я говорил в видео про правильную подачу присадки)Но тут чуть не тот случай и существует необходимая таблица для понимания процесса. ( сделаю видео в дальнейшем на эту тему)
Вообщем повторюсь,одно дело ремонтная сварка и опыт мастера обходить некоторые условности,другое дело технологии ,маштабы и ответственностные конструкции,простыми словами с такими сплавами и материалами,никто не будет нарушать технологий в ответственных отраслях авиапромышленности,судостроении т.д.
Другое дело в ремонтных мастерских,где многое зависит от опыта,знаний,умения,практики самого сварщика, его оборудования и технических возможностей.
-
4
-
-
Парни извиняюсь, вижу запоздал я со своим обещанным видео про аргон для TIG сварки, видимо пропустил увлекательный замес дебатов по сплавам,уже всё почистили и привели в порядок,тогда уже не буду ворошить и влазить,так не видел и пропустил тему,(но чешется
,добавлю только, что не путаем сварочные конструкции из каких либо сплавов и их прочностные характеристики и ремонтное небольшое место в сварке.) Поэтому существуют клепанные конструкции и на основе сварки. Ещё хочу добавить что для некоторых видов сплавов 2ХХХ серии существуют присадка 2319.
Ещё раз извиняюсь,что редко присутствую и так же затягиваю с видео, работ не в проворот, на своей фирме и ещё я сварщик демонстратор фирмы Kemppi в Латвии. Времени просто катастрофически не хватает.
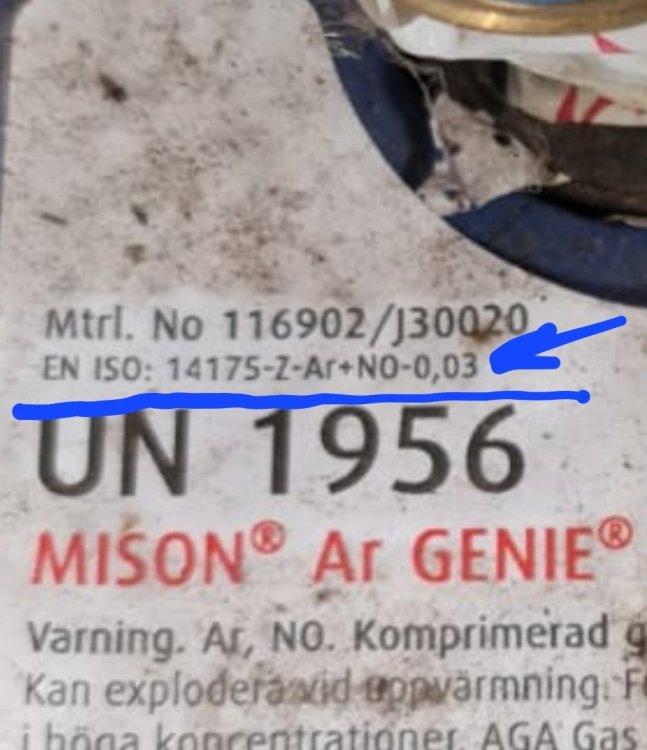
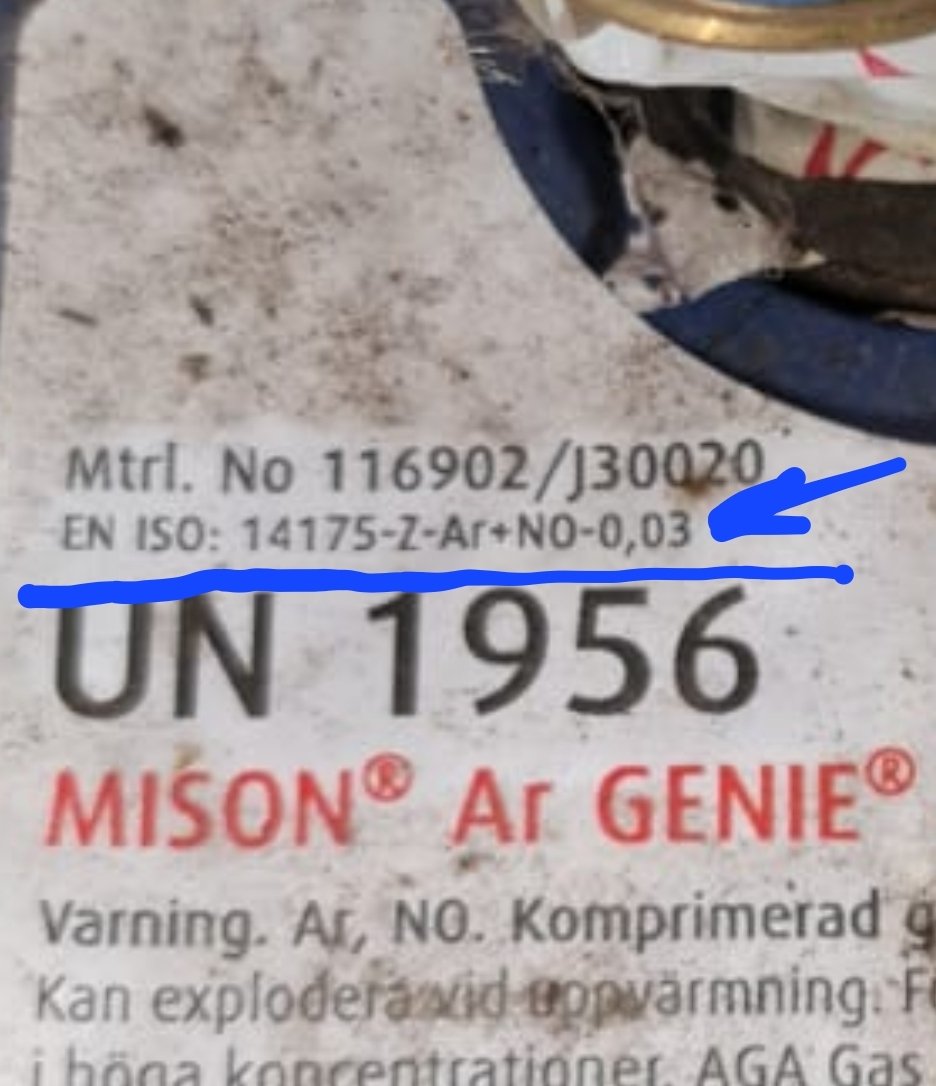
Вообщем собрал из пару фрагментов не очень удачных для такого смысла видео, MISON Ar+NO-0.03 .
-
4
-
-
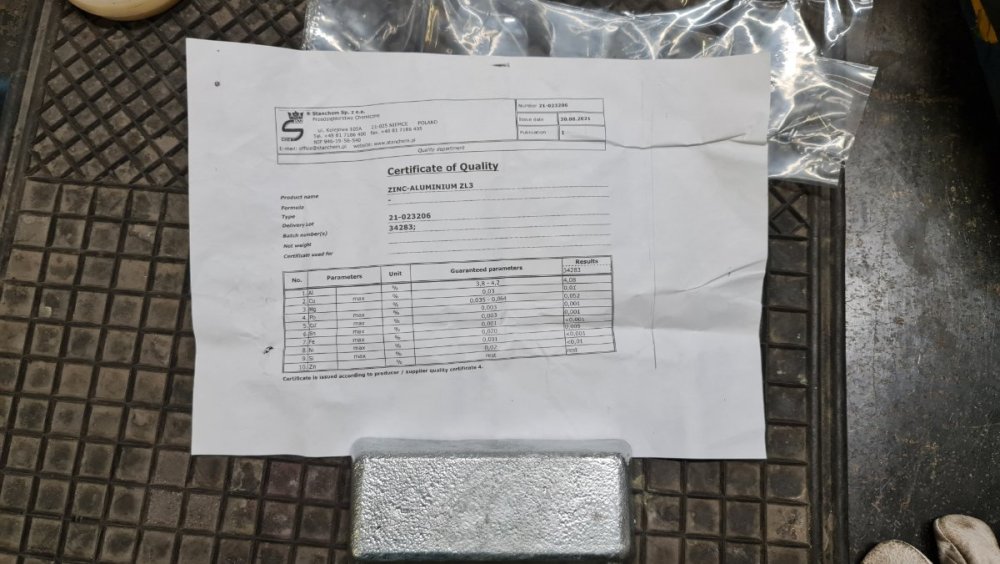
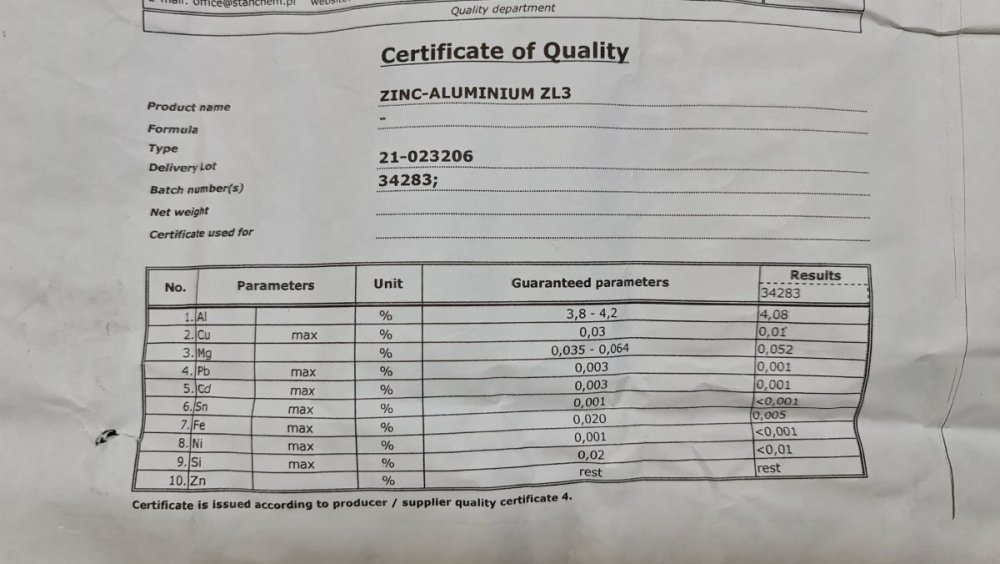
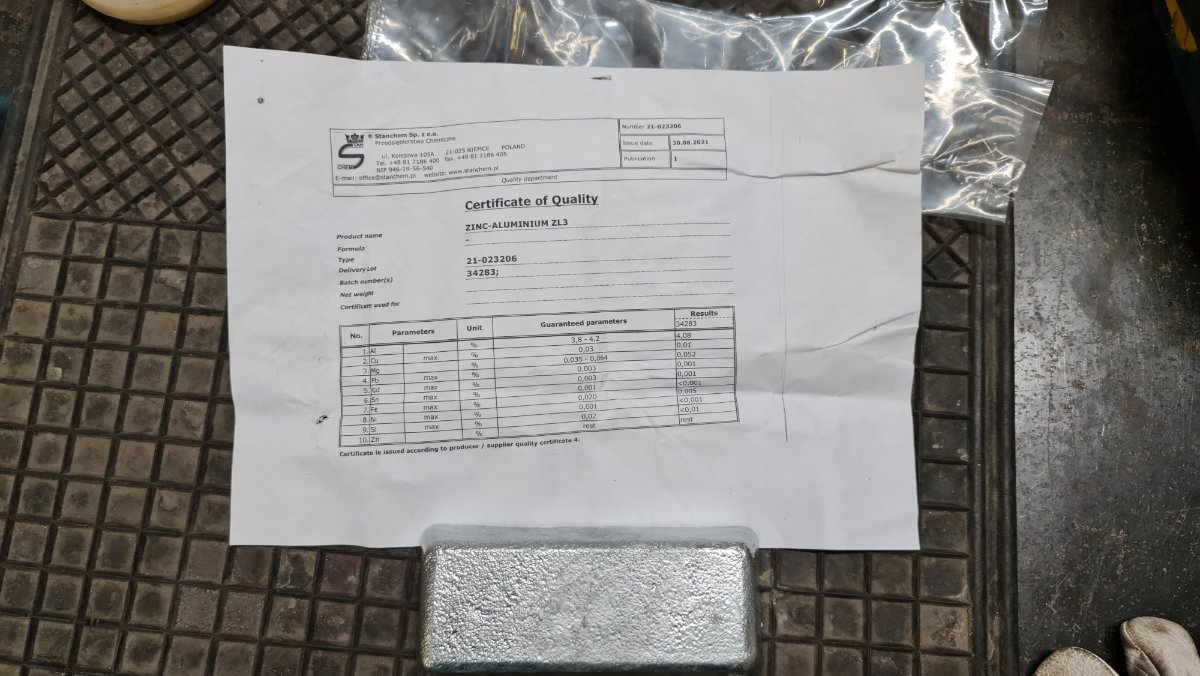
Дополню тогда фотографиями эту тему сертификата,то что под рукой ЦАМ.

-
16 часов назад, welderman сказал:
Игорь, по роду работы имея дело с массой технической литературы по сварке металлов-скажу точно-ошибки имеют место быть. Даже в серьёзной академической литературе... про научпоппросвет деликатно умолчу
Не только в русскоязычной литературе...заклятые друзья тоже временами принтят такое, -хоть стой-хоть падай
Сергей, безспорно согласен, что ошибки есть везде и всюду,к примеру с пол года назад или год,с Валерой шёл разговор о несвариваемости сплавов и он выставил таблицу со сплавами,там была тоже довольно грубая ошибка.
Но я не в коем случае не хочу разделять научную литературу на вашу - нашу,а то мы так и Ньютона спишем со счетов и получится что литьё сплавов в песчаные формы не путём гравитации,а запихивания в эти формы.
А так да,ошибки есть везде, единственное их можно разделять на грубые не допустимые и как незначительные в виде опечаток и оговорок.
Скажу больше,родился,учился,живу и работаю в Латвии, ну так вот хочу сказать, что на Латышском языке такая литература вообще отсутствует, только общие темы в виде инструкции.
-
2
-
-
1 час назад, Точмаш 23 сказал:
Сварка алюминия. Основы.
Свариваемые и несвариваемые алюминиевые сплавы
Алюминиевые сплавы сваривают в основном дуговой сваркой в среде инертных газов, неплавящимся или плавящимся электродом, обычно – аргонно-дуговой сваркой. Большинство алюминиевых сплавов легко подвергаются сварке. Однако для некоторых алюминиевых сплавов дуговую сварку не применяют никогда. Почему? Рассмотрим кратко различные серии деформируемых алюминиевых сплавов с точки зрения их свариваемости.
Свариваемые алюминиевые сплавы
Серия 1ХХХ. Технически чистый алюминий (не менее 99 %). Применяется, в основном, в качестве проводника электрического тока или для изделий с высокой коррозионной стойкостью. Все эти сплавы (марки алюминия) легко свариваются. В качестве сварочного сплава чаще всего применяют сплав 1100 (алюминий марки АД по ГОСТ 4784 на деформируемые алюминиевые сплавы).
Серия 3ХХХ. Эта серия включает среднепрочные алюминиевые сплавы, которые легко поддаются формовке. Часто применяют для теплообменников и кондиционеров. Все эти сплавы легко свариваются сварочными алюминиевыми сплавами 4043 или 5356 (аналоги по ГОСТ 4784 – сварочные сплавы СвАК5 и СвАМг5).
Серия 4ХХХ. Эти алюминиевые сплавы обычно применяют в качестве сплавов для сварки или пайки. Однако иногда они могут использоваться и как свариваемые материалы. В этом случае их сваривают сплавом 4043 (СвАК5).
Серия 5ХХХ. Это серия алюминиевых сплавов в основном для высокопрочных листов и плит. Все они легко свариваются с применением сварочного сплава 5356 (СвАМг5). Для наиболее прочных сплавов, таких как 5083 (АМг4,5), применяют сплавы 5183 или 5556.
Серия 6ХХХ. Это – алюминиевые сплавы, главным образом, для прессованных профилей, хотя их также применяют и для листов и плит. Они являются склонными к горячему растрескиванию при сварке. Однако при должной технологии они все довольно хорошо свариваются со сварочными сплавами 4043 и 5356.
См. Алюминиевые сплавы: классификация
Несвариваемые алюминиевые сплавы
А где же знаменитые высокопрочные алюминиевые сплавы серий 2ХХХ и 7ХХХ? Почему не в первых рядах по сварке? А вот почему!
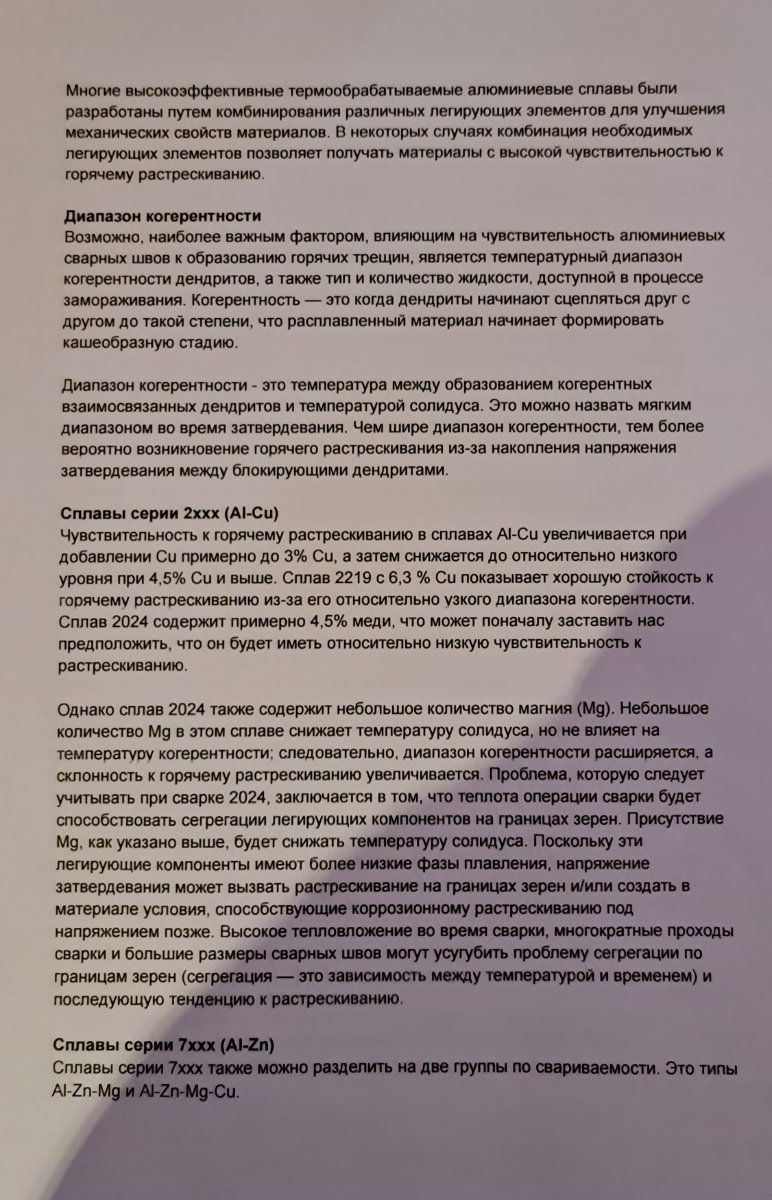
Серия 2ХХХ. Эти высокопрочные аэрокосмические алюминиевые сплавы («дюрали») применяют в основном в виде листов и плит. Их химический состав делает большинство из них не свариваемыми методами дуговой сварки из-за их большой склонности к горячему растрескиванию. Исключение составляют сплавы 2219 и 2519, которые хорошо свариваются с применением сварочных сплавов 2319 или 4043. Свариваемость этим сплавам дает почти полное отсутствие в них магния. Аналогом этих двух сплавов является отечественный алюминиевый сплав Д20, из которого делают высокопрочные свариваемые плиты. Популярный за свою высокую прочность сплав 2024 (Д16 по ГОСТ 4784) никогда не сваривают дуговой сваркой, так как он чрезвычайно подвержен горячему растрескиванию при сварке.
Серия 7ХХХ. Это тоже серия высокопрочных аэрокосмических алюминиевых сплавов. Подобно сплавам серии 2ХХХ большинство из них не свариваются методами дуговой сварки из-за горячего растрескивания и склонности к коррозии под напряжением. Исключениями являются сплавы с минимальным содержанием меди – менее 0,1 %. Это сплавы 7003 и 7005 (наш 1915) для прессованных профилей и сплав 7039 для листов. Все трое сплавов хорошо свариваются с применением сварочного сплава 5356.
Почему не сваривают дюрали?
Основная причина горячего растрескивания при сварке «несвариваемых» алюминиевых сплавов серий 2ХХХ и 7ХХХ заключается в следующем. В ходе сварки в зоне шва – зоне термического влияния – по границам зерен выделяются компоненты сплава – эвтектики и интерметаллиды – с температурой плавления ниже, чем у основного сплава. Это понижает и расширяет температурный интервал затвердевания границ зерен. Поэтому, при дуговой сварке этих типов сплавов границы зерен затвердевают последними и, вследствие этого, легко растрескиваются под воздействием усадочных напряжений. Мало того, это приводит к увеличению разности гальванических потенциалов между границами зерен и остальной зеренной структурой, что делает границы зерен более подверженными коррозии под напряжением.
Когда заклепки лучше сварки
По всем этим причинам алюминиевые сплавы серий 2ХХХ и 7ХХХ чаще соединяют механически, чем сваривают. Иногда применяют контактную сварку, а также сварку трением. Сварка трением «работает» при значительно более низких температурах, чем дуговая, не расплавляет основной металл и поэтому исключает проблемы, связанные с затвердеванием.
Источники:
Aluminum and Aluminum Alloys, J.R. Davis, Ed., 1996.
G. Mathers, The Welding Aluminium and its Alloys, Woodenhead Publishing Ltd, 2002.Дуговая сварка алюминия: выбор сварочного сплава
При дуговой сварке алюминия и его сплавов может применяться довольно большое количество сварочных материалов, как отечественных, так и зарубежных.
Выбор сварочного сплава для сварки алюминия
Японская корпорация KOBE STEEL в своем руководстве по дуговой сварке алюминия и алюминиевых сплавов дает рекомендации по выбору подходящего сварочного сплава из тех, которые представлены в японском стандарте JIS Z 3232 (таблица). Цифровые обозначения сплавов совпадают с обозначениями стандартов ISO и EN, а также имеют широкое применение в России и ее окрестностях.

Принимаются во внимание следующие факторы:
- склонность к образованию трещин;
- прочность шва при растяжении;
- пластические свойства сплава;
- коррозионная стойкость;
- сочетание оттенков цветов шва и основного металла после анодирования.
Среди всех сварочных материалов, наиболее часто применяют алюминиевые сплавы 4043 и 5356. Ниже представлены основные моменты, на которые надо обращать внимание при выборе сварочного материала.
Алюминиевый сварочный сплав 4043
Сплав 4043 проявляет высокое сопротивление образованию горячих трещин и поэтому хорошо подходит для сварки сплавов серии 6ХХХ, а также алюминиевых отливок. Его недостатки: 1) материал шва имеет низкую пластичность и 2) из-за высокого содержания кремния его цвет после анодирования плохо сочетается с цветом сплавов серий 5ХХХ и 6ХХХ. Кроме того, сплав 4043 не подходит для сварки сплавов серии 5ХХХ с высоким содержанием магния (3 % и более), поскольку в этом случае в металле шва образуется чрезмерно много интерметаллидных частиц Mg2Si, что снижает его пластичность и повышает склонность к образованию трещин.
Алюминиевый сварочный сплав 5356
Сплав 5356 широко применяется для сварки сплавов серии 5ХХХ (например, популярного сплава 5083) и сплавов серии 6ХХХ (например, 6061). Потребление этого сплава составляет более половины всего мирового объема потребления алюминиевых сварочных сплавов. Сплав 5356 содержит небольшое количество титана, чтобы обеспечить мелкую микроструктуру и тем самым улучшить механические свойства металла шва. Если нужно хорошее совпадение цветов шва и основного металла, например, в декоративных или строительных изделиях, применяют сварочный сплав 5356.
Алюминиевый сварочный сплав 2319
В большинстве сварных соединений конструкций из алюминия и алюминиевых сплавов металл шва не является термически упрочняемым сплавом или только незначительно термически упрочняется за счет образования твердого раствора легирующих элементов в основном металле. Поэтому, когда сварные конструкции из термически упрочняемых сплавов после сварки должны подвергаться термической обработке, выбор сварочного материала весьма ограничен. При сварке сплавов 2219 и 2014 термически упрочняемый сварочный сплав 2319 обеспечивает максимальную прочность сварного шва.
Алюминиевые сварочные сплавы 5183, 5356, 5556 и 5654
Сварочные сплавы 5183, 5356, 5556 и 5654, которые имеют номинальное содержание магния более 3 %, не подходят для изделий и конструкций, которые работают при температурах выше 65 °С, поскольку могут быть подвержены растрескиванию под напряжением. Сварочный сплав 5554 и все другие сплавы, представленные в таблице кроме перечисленных выше, подходят для работы при повышенных температурах.
Алюминиевые сварочные сплавы 4043 и 4047
Алюминиево-магниевые сварочные сплавы обладают высокой стойкостью к общей коррозии, когда применяются при сварке алюминиевых сплавов с близким содержанием магния. Однако сварочные сплавы серии 5ХХХ могут быть анодными к алюминиевым сплавам серий 1ХХХ, 3ХХХ и 6ХХХ. Поэтому при работе в воде или влажной среде металл шва сам будет подвергаться коррозии и защищать от коррозии основной металл. Это будет происходить с различной скоростью в зависимости от разности электрических потенциалов металла сварочного шва и основного металла. В этом случае алюминиево-кремниевые сварочные сплавы, такие как сплавы 4043 и 4047, будут более предпочтительными с точки зрения коррозионной стойкости, чем сплав 5356 при сварке, например, конструкции из сплава 6061. Именно поэтому, по-видимому, сварочный сплав 4043 применяется для сварки велосипедных рам из алюминиевого сплава 6061.
Источник: The Arc Welding of Nonferrous Metals, KOBE STEEL, LTD, 2011
Горячее растрескивание при сварке алюминиевых сплавов
У металлических сплавов известны несколько механизмов растрескивания. К счастью, к алюминиевым сплавам многие из них, например, водородное растрескивание, которое еще называют «холодным растрескиванием», не относятся. Почти все трещины в сварочных швах при дуговой сварке алюминиевых сплавов возникают из-за горячего растрескивания. А именно: трещины возникают в сварном шве при его затвердевании в результате воздействия усадочных напряжений на его микроструктуру.
Влияние химического состава алюминия
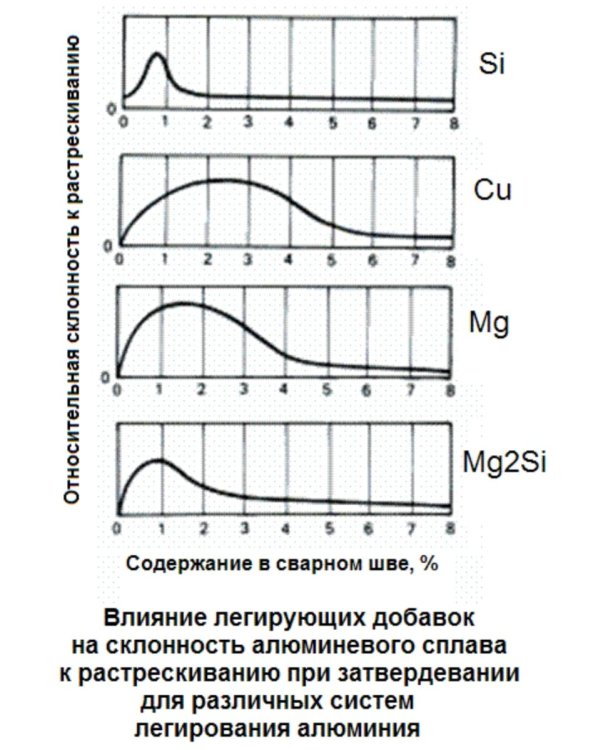
Чтобы понять, почему алюминиевый сварной шов растрескивается и как выбор сварочного сплава (сварочного прутка) влияет на склонность к растрескиванию, очень полезно взглянуть на рисунок.
 Этот рисунок показывает влияние четырех различных легирующих добавок – Si, Cu и Mg, а также Mg и Si в виде Mg2Si – на склонность алюминиевого сплава к образованию горячих трещин при затвердевании. Важно отметить, что все легирующие добавки влияют на склонность к образованию трещин аналогичным образом. С увеличением концентрации добавки склонность к растрескиванию возрастает, достигает максимума и затем снижается до относительно низкого уровня.
Этот рисунок показывает влияние четырех различных легирующих добавок – Si, Cu и Mg, а также Mg и Si в виде Mg2Si – на склонность алюминиевого сплава к образованию горячих трещин при затвердевании. Важно отметить, что все легирующие добавки влияют на склонность к образованию трещин аналогичным образом. С увеличением концентрации добавки склонность к растрескиванию возрастает, достигает максимума и затем снижается до относительно низкого уровня.
Большинство алюминиевых сплавов, которые считаются не свариваемыми без сварочного прутка, имеют в химическом составе хотя бы одну легирующую добавку с концентрацией вблизи пика склонности к растрескиванию. Сплавы, которые показывают незначительную склонность к образованию трещин, оказывается, имеют химический состав, который далек от этих пиков. Действительно, склонность сплавов к растрескиванию зависит в основном только от их химического состава.
Выбор сварочного материала
Аналогично склонность к растрескиванию в ходе сварки зависит в основном от химического состава сварочной «ванны». Поэтому, принцип выбора сварочного материала заключается в следующем.
1) Для материалов, которые проявляют низкую склонность к образованию трещин нужно применять сварочный материал с аналогичным химическим составом.
2) Для материалов, которые проявляют высокую склонность к образованию трещин нужно применять сварочный материал, который значительно отличается от них по химическому составу, с тем, чтобы попытаться получить химический состав шва вдали от пика растрескивания.
Выполнение этого принципа можно проследить при рассмотрении сварочных материалов, которые применяют при сварке сплавов серий 5ХХХ и 6ХХХ.
Сварка сплавов алюминий-магний
Большинство сплавов серии 5ХХХ проявляют низкую склонность к растрескиванию. Их можно сваривать вообще без сварочного прутка. Пик склонности к растрескиванию находится примерно при 1,5 % Mg. Все сплавы серии 5ХХХ, кроме сплава 5052 (АМг2,5 по ГОСТ 4784), содержат значительно больше магния, чем 1,5 % и находятся поэтому вдали от пика растрескивания. Однако сплав 5052 лежит по магнию прямо на пике растрескивания и, действительно, проявляет довольно высокую склонность к растрескиванию.
При выборе материала сварочного прутка для сплавов серии 5ХХХ общим правилом (кроме сплава 5052) является применение в качестве сварочного сплава серии 5ХХХ с немного большим содержанием Mg, чем в основном (свариваемом) сплаве. Для сплава 5052 применяют сварочный сплав с намного большим содержанием магния, такой как 5356 с 5 % Mg. Это дает большой «сдвиг» содержания магния в затвердевающем сварном шве в сторону от пика растрескивания.
Сварка сплавов алюминий-магний-кремний
Большинство сплавов серии 6ХХХ – сплавов системы Al-Mg-Si – являются очень чувствительными к растрескиванию. Действительно, их химический состав как раз попадает почти на пик, показанный на нижнем графике рисунка. Ни один из этих сплавов нельзя сваривать без сварочного прутка или со сварочным прутком того же химического состава. Если попытаться сделать это, то они будут растрескиваться каждый раз, если к сварочному шву не приложить значительные сжимающие напряжения, как это делается при контактной точечной сварке.
Поэтому выбор сварочного материала для этих склонных к растрескиванию сплавов 6ХХХ заключается в применении сварочных сплавов с таким химическим составом, чтобы получить сварочный шов с химическим составом вдали от пика растрескивания. Для этого применяют сварочные сплавы или с высоким содержанием Mg, например, 5356, или с высоким содержанием Si, обычно – сплав 4043. По этой причине не бывает сварочного прутка из сплава 6061. А если бы он был и мы применили бы его для сварки сплава 6061, то сварочный шов неизбежно бы растрескался.
Только со сварочным прутком!
Важно помнить, что большинство сплавов серии 6ХХХ нельзя сваривать без сварочного прутка. Более того, даже при сварке со сварочным прутком, если подавать его в недостаточном количестве, также возможно возникновение трещин.
Источник: Aluminum and Aluminum Alloys, ed. J.R. Davis
Чем сваривать алюминиевый сплав 6061-Т6?
Для дуговой сварки алюминиевого сплава 6061-Т6 применяют два сварочных сплава: 5356 и 4043. Их аналоги по ГОСТ 4784 и ГОСТ 7871 – СвАМг5 и СвАК5. Каждый из них имеет преимущества и недостатки в зависимости от условий их применения.
Прочность или легкость сварки?
Как алюминиевый сплав, содержащий 5 % магния, сплав 5356 обычно более прочный и пластичный, чем сплав 4043. Однако сплав 4043, который содержит 5 % кремния, имеет лучшую текучесть, лучшую стойкость к образованию трещин, большее удобство сварки, меньшую склонность к образованию сварочного темного налета и дает сварочному шву более эстетичный вид.
Зона термического влияния сварного шва
Возникает вопрос: если сплав 5356 прочнее, то нельзя ли применять его всегда? Ответ: нет. Хотя сплав 5356 и прочнее, чем 4043, они оба прочнее, чем самый слабый участок так называемой «зоны термического влияния» стыкового сварного шва сплава 6061-Т6. Этот сварной шов сломается именно в этой зоне – не по сварочному шву – и прочность этой зоны не зависит от примененного сварочного сплава.
Сварка угловых швов
Другая ситуация возникает для угловых швов. Эти сварные швы чаще всего работают на сдвиг, а не на растяжение, как стыковые швы. Угловые швы почти всегда разрушаются по металлу сварочного шва, и тут может подойти сплав 5356, который имеет прочность на сдвиг почти в полтора раза выше, чем сплав 4043.
Коррозионное растрескивание
В тоже время, сплав 4043 является менее склонным к растрескиванию, чем сплав 5356. Если сварное изделие будет термически обрабатываться после сварки, то нужно применять сплав 4043, так как после термической обработки сплав 5356 может быть склонным к коррозионному растрескиванию под напряжением. Аналогично, если сварное изделие будет работать при температуре выше 65 °С, необходимо применять сплав 4043 во избежание коррозионного растрескивания под напряжением.
Анодирование сварного шва
Однако, если изделие будет подвергаться после сварки анодированию, то лучше применять сплав 5356. Высокое содержание кремния сплава 4043 будет причиной темного сварного шва, что сделает его видимым и непривлекательным. Сплав 5356 проанодируется в серебристый цвет.
Источник: F. Armao, www.thefabricator.com
Некоторые особенности сварки алюминия.Коэффициент разупрочнения сваркой основного металла.
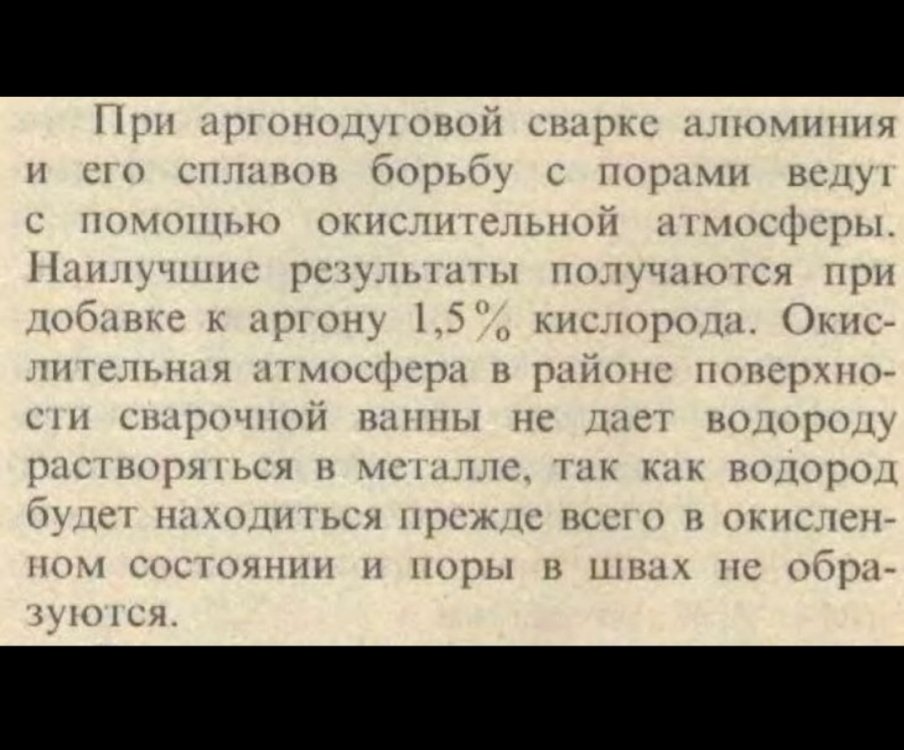
При аргоно-дуговой сварке алюминиевых сплавов встречаются различные дефекты: газовая пористость, окисные пленки, вольфрамовые включения, трещины, несплавление и смещение кромок и пр. Основные из них — газовая пористость (—48%) и окисные пленки (~34%). Опасный дефект — кристаллизационные (горячие) трещины.
Газовая пористость. Получение плотных швов при сварке алюминия и его сплавов более сложно, чем при сварке других металлов. Образующаяся на поверхности алюминия и его сплавов окисная пленка активно адсорбирует влагу. При нагреве влага реагирует с металлом, в результате чего происходит диссоциация пара с выделением водорода — основного источника пор в сварных швах.
Причинами пористости являются: газонасыщенность основного материала и присадочной проволоки, присутствие влаги на поверхности материала и в защитной среде, нестабильность протекания процесса сварки.
Исследования, выполненные в области газовой пористости, определили два основных направления в разработке средств повышения плотности сварного соединения:
1) уменьшение водорода вследствие эффективной обработки поверхности исходного металла (химическое травление, шабрение, термообработка в вакууме или в аргоне и пр.);
2) уменьшение водорода в результате эффективного воздействия на условия кристаллизации сварочной ванны (погонная энергия, двухдуговая сварка, магнитное перемешивание и др.).
Окисные пленки — опасный дефект в сварном соединении. Значительный брак по окисным пленкам наблюдается при сварке тонколистовых деталей с расположением плен в корне шва. Несмотря на эффективное воздействие катодного распыления при аргоно-дуговой сварке разработка средств и методов по устранению окисных пленок в сварном шве в настоящее время остается актуальной.
Разработка различных способов химической обработки поверхности металла позволяет оперативно воздействовать на структуру окисной пленки и ее толщины. Так, подтверждено эффективное воздействие на величину окисной пленки химической полировки и электрополировки.
Кристаллизационные (горячие) трещины. Одна из основных проблем при сварке сплавов на алюминиевой основе — склонность материала к трещинообразованию.
А. А. Бочвар, Н. Н. Рыкалин, Н. Н. Прохоров, И. И. Новиков и Б. А. Мовчан обобщили основные положения исследований горячих трещин при сварке и литье. Они отмечают, что сопротивляемость образования кристаллизационных трещин при сварке и литье определяется тремя характеристиками: величиной «эф
фективного» интервала кристаллизации, пластичностью в этом интервале и темпом деформации.
Таким образом, изменяя химический состав основного металла и сварочной проволоки, представляется возможным оказывать влияние на эффективный интервал кристаллизации и пластичность. Что касается темпа деформации, то он в основном предопределяется процессом сварки и условиями его выполнения.
Вольфрамовые включения. При стабильном горении дуги вольфрамовый электрод практически не расплавляется. Однако незначительный расход его все же имеет место. Зависит он от многих факторов: активирующих присадок, токовой нагрузки, чистоты и расхода инертного газа, числа зажиганий или коротких замыканий дуги.
Частицы вольфрама, попадая в сварочную ванну, загрязняют сварной шов. Они являются инородным телом в наплавленном металле и ухудшают работоспособность сварного узла.
С введением активирующих добавок возрастает эрозионная стойкость вольфрама при сварке в аргоне на переменном токе. Введение оксида лантана (—3 %) или оксида иттрия (~3 %) снижает электродные потери в 1,5—2 раза по сравнению со сваркой с электродом из чистого вольфрама. Эффективным средством повышения стойкости вольфрама следует признать сварку в импульсном режиме.
Дефекты, допустимые без исправления. Кристаллизационные (горячие) трещины и окисные пленки, обнаруженные в сварном соединении, подлежат обязательному устранению. Поры, вольфрамовые включения, раковины и другие дефекты допускаются без исправления в конструкции в определенном количестве и объеме.
Термически неупрочняемые алюминиевые сплавы
Применяемые в промышленности алюминиевые термически неупрочняемые сплавы имеют относительно невысокие механические свойства в отожженном состоянии. Нагартйвка сплавов данной группы повышает их прочностные характеристики. Однако при сварке в зоне термического влияния происходит разупрочнение. Временное сопротивление при растяжении сварного соединения приближается к временному сопротивлению отожженного материала. Для упрочнения зоны термического влияния в настоящее время применяют достаточно эффективный метод холодной и тепловой прокатки сварного соединения. Недостаток его — невозможность использования для сварных изделий сложной конфигурации.
В последнее время в промышленности нашло применение химическое фрезерование листового нагартованного материала, позволяющее получать равнопрочными сварное соединение и основной металл вследствие утолщения свариваемых кромок.
Толщину зоны утолщения устанавливают расчетным путем, исходя из условий равнопрочности сварного соединения и основного металла. Ширину зоны утолщения определяют экспериментально и она зависит от способа сварки и толщины свариваемого материала.
Временное сопротивление при растяжении стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, не упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, дефектов, допустимых без исправления, и определяется коэффициентом разупрочнения основного металла при сварке.
Ниже приведены значения коэффициента разупрочнения бв/бв (бв — временное сопротивление основного металла в отожженном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом:
http://metallicheckiy-portal.ru/imgart/st086/st086-0061-1.jpg
Временное сопротивление сварных соединений из нагартованного материала определяется коэффициентом разупрочнения и временным сопротивлением материала в отожженном состоянии, так как в переходной зоне сварного соединения происходит локальная термообработка — отжиг.
Алюминий. Алюминий марок АД1 и АД обладает хорошей свариваемостью при аргоно-дуговой сварке и почти не склонен к образованию кристаллизационных
http://metallicheckiy-portal.ru/imgart/st086/st086-0061-2.jpg
трещин. Коэффициент трещинообразования при сварке крестовой пробы (проволока Св. АВ00, Св. А1) на материале толщиной 2 мм составляет 5 %. При сварке крестовой пробы оценку свариваемости проводят по коэффициенту трещинообразования К: при К < 10 % —хорошая, при К—10—20% — удовлетворительная, при К> 20 % — неудовлетворительная.
Алюминий и его сварные соединения обладают повышенной пластичностью и сравнительно низкой прочностью (бв = 60—70 МПа) в отожженном состоянии при высокой коррозионной стойкости.
Сплавы системы А1—Мп. Введение марганца сохраняет высокие пластические свойства, коррозионную стойкость и свариваемость алюминия. При сварке крестовой пробы сплава АМц коэффициент трещинообразования составляет —7 %.
Для сварки изделий из сплава АМц неплавящимся (вольфрамовым) и плавящимся электродами рекомендуется сварочная проволока марки Св.АМц.
Сварные соединения сплава АМц при высокой коррозионной стойкости и хорошей технологической пластичности имеют низкую прочность (бв = 100—110 МПа).
Сплавы системы Al—Mg. Временное сопротивление бв сварных соединений сплавов данной системы в основном зависит от количества присутствующего в них магния и марганца, а именно: AMrl 100 МПа; АМг2 170; АМгЗ 200; АМг4 230; АМг5 250 и АМгб 300 МПа.
Сплавы АМгЗ, Амг4 и АМгб обладают хорошей свариваемостью при аргоннодуговой сварке. Удовлетворительную свариваемость имеют и сплавы AMrl, АМг2 и АМг5. Коэффициент трещинообразования при сварке крестовой пробы сплавов в отожженном состоянии составляет, %: для сплава AMrl —12; АМг2 —15; АМгЗ ~6; АМг4 ~10; АМг5 ~12; АМг6 ~8. Во всех случаях при сварке использовали проволоку основного металла, за исключением сплава АМг2 (проволока Св.АМгЗ).
Коррозионная стойкость сварных соединений сплавов AMrl, АМг2, АмгЗ и АМг4 высокая, сплавов АМг5 и АМг6 — удовлетворительная.
Сплавы, упрочняемые термической обработкой
Высокие прочностные характеристики сварного соединения из этих сплавов, близкие к свойствам основного металла, могут быть получены только после полной термической обработки сварного узла. Осуществить термообработку изделия не всегда возможно. По этой причине временное сопротивление сварного соединения достигает лишь значения 0,6—0,7 от временного сопротивления основного металла. Это объясняется тем, что в области термического влияния происходит разупрочнение материала, который претерпевает ряд структурных изменений, отвечающих различным температурам и времени нагрева.
Временное сопротивление стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, состояния материала до и после сварки, а также от дефектов, допустимых без исправления.
Ниже приведены значения коэффициента разупрочнения сваркой основного металла бв/бв (бв — временное сопротивление основного металла в исходном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом:
http://metallicheckiy-portal.ru/imgart/st086/st086-0062-1.jpg
Сплавы системы Al—Си—Мп. Представителем свариваемых сплавов А1—Си— Мп являются сплавы Д20 и 1201. Основное достоинство сплавов этой системы — высокая длительная прочность сварных соединений в интервале 250—300 °С и хорошая работоспособность при низких температурах. Значительное упрочнение металла шва достигается после искусственного старения. Естественное старение сварных соединений практически не происходит.
Временное сопротивление бв стыкового сварного соединения, выполненного автоматической аргонно-дуговой сваркой неплавящимся электродом, составляет для Д20 300 МПа, для 1201 320 МПа. Состояние материала: закалка + искусственное старение + сварка.
Сплавы Д20 и 1201 обладают удовлетворительной свариваемостью. Коэффициент трещинообразования (крестовая проба) данных сплавов в закаленном и искусственно состаренном состоянии составляет для Д20 —15 % и для 1201 —8 % при сварке проволокой основного состава.
Коррозионная стойкость сварных соединений пониженная. Удовлетворительная защита сварного соединения достигается анодированием после сварки с последующим лакокрасочным покрытием.
Сплавы системы Al—Mg—Si. Основное упрочнение сварных соединений из сплавов этой системы достигается в результате закалки и последующего искусственного старения.
Предел прочности бв стыкового сварного соединения с усилением (при полной термообработке материала перед сваркой) составляет, МПа: для сплава АД31 210, АДЗЗ 240 и АВ 260,
Свариваемость сплавов АД31 и АДЗЗ удовлетворительная. Хорошая свариваемость при аргонно-дуговой сварке у сплава АВ. Коэффициент трещинообразования при сварке крестовой пробы сплавов АДЗЗ и АВ составляет ~10 %, сплава АД31 —15%. При сварке указанных сплавов рекомендуется проволока марки св. АК5. Коррозионная стойкость сварных соединений высокая.
Сплавы системы Al—Cu—Mg. Основной недостаток сплавов этой системы (Д1, Д16, Д19 и др.) — неудовлетворительная свариваемость при аргоно-дуговой сварке, а именно: повышенная склонность сплавов к образованию кристаллизационных трещин.
В настоящее время проходят промышленное опробование новые высокопрочные свариваемые алюминиевые сплавы ВАД1 и М40. Эти сплавы по сравнению с другими сплавами данной системы обладают удовлетворительной свариваемостью.
Временное сопротивление стыкового сварного соединения сплавов ВАД1 и М40 (искусственное старение перед сваркой) составляет бв= 320-5-330 МПа.
Значительная сопротивляемость образованию горячих трещин наблюдается при сварке сплавов ВАД1 и М40 присадочной проволокой того же химического состава, что и основной металл. Коэффициент трещинообразования при сварке этого сплава в состаренном состоянии не более 12%.
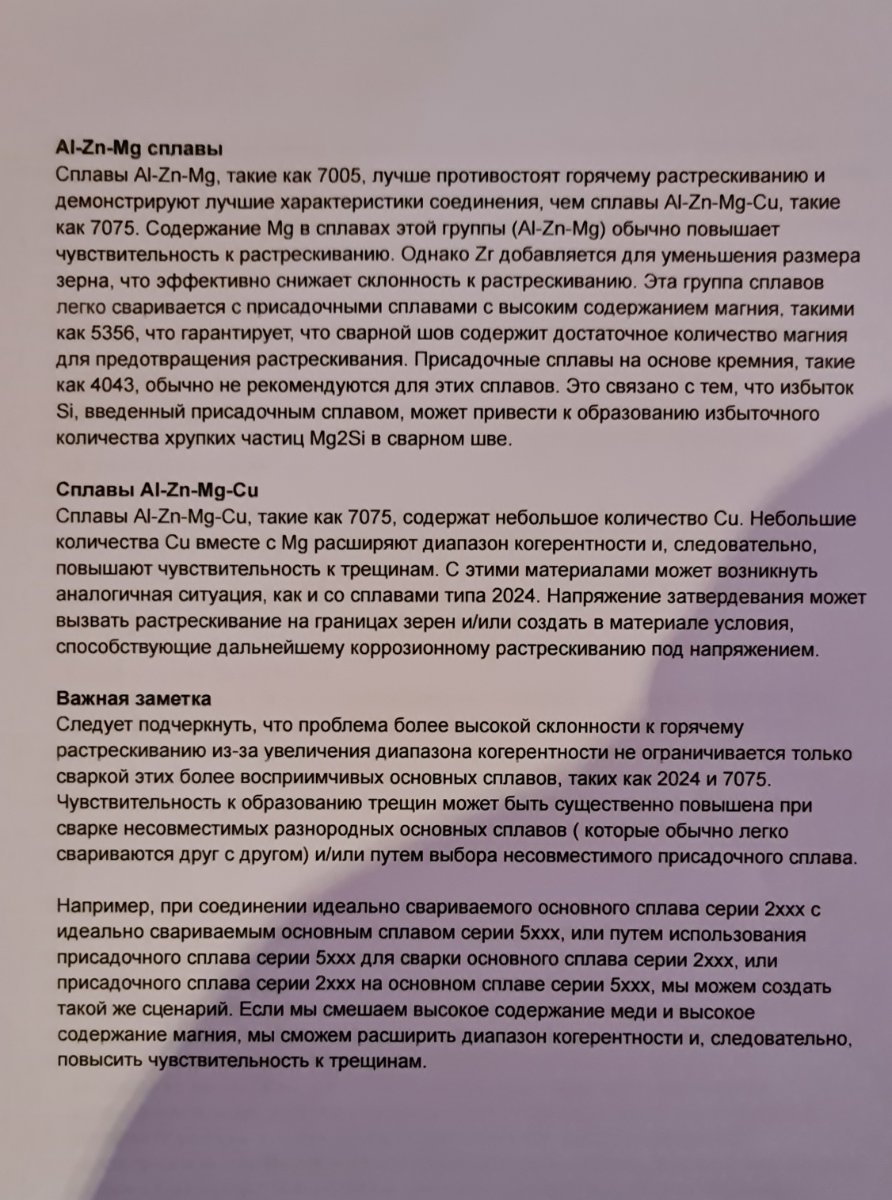
Сплавы системы Al—Zn—Mg. Некоторые сплавы этой группы, несмотря на высокую прочность после термообработки, до последнего времени не находили применения в промышленности. Это объясняется тем, что высоколегированные свариваемые сплавы оказались склонными к коррозии под напряжением, а низколегированные не имели существенных преимуществ по прочности по сравнению с высоколегированными сплавами типа магналия.
Проведенные многочисленные исследования показали возможность разработки некоторых свариваемых сплавов данной системы с хорошей коррозионной стойкостью (1915, В92ц и др.). Свариваемые алюминиевые сплавы приобретают высокие механические свойства после искусственного или длительного естественного
старения (бв = 380—420 МПа).
При естественном старении основной прирост механических свойств сплавов (бв = 400 МПа) и их сварных соединений (бв = 360 МПа) достигается по истечении трех месяцев.
Сплавы В92ци 1915удовлетворительно свариваются при аргонно-дуговой сварке с присадкой проволоки марок св. В92 и 1557, соответственно. Коэффициент трещинообразования по крестовой пробе составляет 10—15%.
Коррозионная стойкость сварных соединений сплавов 1915 и В92 в агрессивных средах пониженная. Удовлетворительная защита сварного соединения достигается
http://metallicheckiy-portal.ru/articles/cvetmet/prim_aluminievix_splavov_v_tovarax/16
http://remkvartur.ru/wp-content/uploads/2012/11/01356887.jpg
Контроль качества сварных соединений алюминия
Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др.
Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем.
Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом.
Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика.
Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций.
Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии.
При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки.
При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать.
Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются.
Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др.
В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных.
Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки.
Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм.
Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков:
1) трещины, непровары, кратеры, свищи;
2) цепочки пор и вольфрамовых включений размером более 0,5 мм;
3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва;
4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм.
Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов.
Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты:
1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы;
2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка.
Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков.
Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты:
1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м;
2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм.
Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера.
Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др.
Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля:
а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений;
б) контроль качества сборки под сварку;
в) контроль в процессе сварки;
г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии.
Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление).
В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений .
http://svarder.ru/kontrol_kachestva_svarnyix_soedinenij_alyuminiya.html
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия (с Изменениями N 1, 2)http://docs.cntd.ru/document/1200004669
Внедрение сварных алюминиевых конструкций
Дальнейшее внедрение сварных алюминиевых конструкций в различные отрасли машиностроения во многом зависит от разработки новых способов сварки алюминиевых сплавов. Раньше алюминиевые сплавы сваривали в основном в нижнем положении из-за высокой жидкотекучести расплавленного алюминия.
В последнее время разработаны новые способы сварки, позволяющие сваривать алюминий во всех пространственных положениях. Так в ИЭС им. Е. О. Патона разработан способ импульсной сварки плавящимся электродом.
В научно-исследовательском и конструкторском институте монтажной технологии (НИКИМТе) разработан метод сварки труб с применением формирующего давления в их внутренней полости. За рубежом разработан способ механизированной сварки алюминиевых листов большой толщины в вертикальном положении, обеспечивающий получение высококачественных стыковых и угловых швов. Разработка новых способов сварки, как правило, сопровождается созданием соответствующего сварочного оборудования, позволяющего получить новый качественный эффект при изготовлении сварных конструкций.
Учитывая, что проблема очень широка, авторы не ставили себе задачу охватить все вопросы, связанные со сваркой конструкций из алюминиевых сплавов, и остановились на вопросах газоэлектрической сварки алюминиевых сплавов. Более детально осветили вопросы сварки трубных узлов и крупногабаритных деталей ответственных конструкций.
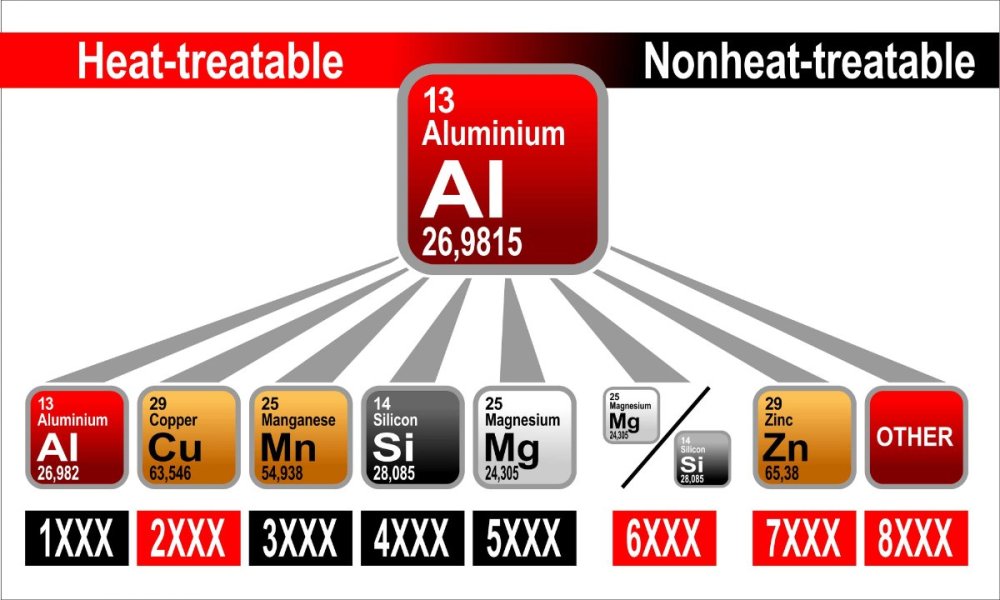
Сплавы алюминия в зависимости от назначения делят на деформируемые и литейные. Деформируемые алюминиевые сплавы разделяют на две группы: неупрочняемые и упрочняемые термической обработкой. К неупрочняемым термической обработкой относятся сплавы типа магналия (AMrl, АМг2 АМгЗ, АМг5 и АМгб), сплавы АМц, АМцС, а также алюминий АДОО, АДО, АД1 и АД. К упрочняемым термической обработкой относятся сплавы АД31, АДЗЗ, АВ, Д1, Д16, Д18, АК4, АК4-1, АК6, АК8, Д20, В93, В94, В95 и др.
Из деформируемых сплавов изготовляют различные полуфабрикаты в виде листов (толщиной до 10 мм), плит (толщиной свыше 10 мм), прессованных профилей, поковок, штампованных заготовок, прутков, проволоки, фольги, труб.
Термически упрочняемые алюминиевые сплавы обладают более высокими прочностными свойствами, чем термически неупрочняемые. Однако прочность последних можно повысить путем нагартовки.
Разупрочнение алюминия при сваркеВ сварных соединениях термически неупрочняемых сплавов системы А1—Mgнаименьшую прочность имеет металл шва, она составляет обычно 0,85—0,95 прочности основного металла. Во многих случаях этого достаточно, чтобы не предпринимать дополнительных мер с целью повысить прочность металла шва. Если листы перед сваркой нагартованы, то разупрочнение происходит также и в околошовной зоне. Равнопрочность всех зон сварного соединения и основного металла можно достигнуть прокаткой роликами металла шва и околошовной зоны, а также путем увеличения содержания магния в присадочной проволоке.
Значительно больше проблем возникает в случае необходимости получения сварных соединений, однородных по химическим свойствам с основным металлом термически упрочняемых сплавов. Металл зоны сплавления и околошовной зоны при сварке термически упрочненных алюминиевых сплавов подвергается термической обработке различных видов: закалке, отжигу, возврату. На рис. 1 приведена зависимость механических свойств сплава типа авиаль (системы А1—Mg—Si) от температуры и продолжительности выдержки. В зависимости от температуры и продолжительности ее воздействия степень разупрочнения различна. В некоторых случаях прочность сварных соединений сплавов, типа авиаль, дуралюмин может составлять лишь 50% прочности основного металла.

Рис. 1. Влияние различных термических циклов на механические свойства сплава САВ-1:
а, б — термические циклы; в — изменение механических свойств
На рис. 2 показаны изменения твердости в сварном соединении труб сплава типа авиаль в поперечном направлении. В зоне сварного шва, где температуры достаточно высоки, обычно происходит последующее естественное старение металла с повышением прочностных характеристик. В зоне отжига обычно не удается достигнуть повышения прочности до уровня основного металла без повторной закалки всего соединения. Однако закалка всего сварного соединения (конструкции) возможна далеко не всегда, так как такую операцию трудно выполнить на крупногабаритной конструкции, а также на любой конструкции, имеющей жестко заданные размеры и не имеющей припуска на механическую обработку.

Рис. 2. Изменение твердости в сварном соединении труб из сплава типа авиаль (1-18 — номера точек измерения)
Следует отметить, что в тех многочисленных случаях (например, при сварке конструкций из сплавов авиаль, дуралюмин), когда для снижения склонности сварных швов к трещинообразонию приходится применять сварочную проволоку, отличающуюся по химическому составу от основного металла (например, значительно увеличивая в сварочной проволоке по сравнению с основным металлом процент содержания кремния), получить металл шва, равнопрочный основному металлу, невозможно. Ожидаемое снижение прочности сварных соединений следует учитывать при назначении допустимых нагрузок на конструкцию.
В последнее время получили распространение самозакаливающиеся алюминиевые сплавы. Эти сплавы стареют очень медленно и достигают нормальной прочности примерно через три месяца. Самозакаливающиеся сплавы относятся к системе А1—Zn—Mg. Для повышения предела текучести сплавы подвергают искусственному старению при 100° С в течение 90—100 ч. Сплавы такого типа, например, содержащие 4,5% Zn, 1,5% Mg, до 3% Мп и 0,2% Cr, в состоянии после искусственного старения имеют предел текучести 28—33 кГ/мм2, предел прочности при растяжении 36— 41 кГ/мм2. После сварки и искусственного старения при 100— 110° С в течение четырех суток предел прочности достиг 34— 39 кГ/мм2, при этом угол изгиба составил 130—160°. Однако при хороших прочностных показателях сплав обладает склонностью к образованию трещин в шве и зоне сплавления.
Положительное влияние на уменьшение склонности к образованию трещин оказывает применение присадки типа СвАК5. Из самозакаливающихся сплавов наибольшей стойкостью против образования кристаллизационных трещин обладают сплавы системы Аl—Zn—Mgс повышенным содержанием магния (6,5%) и небольшими добавками меди.
Повышения прочности сварных соединений сплава В95 достигают термической обработкой, однако не удается получить прочность сварных соединений выше 80% прочности основного металла при низком уровне пластичности.
Возникновение трещин Склонность к трещинообразованиюСущественным затруднением при сварке алюминиевых сплавов является склонность их к образованию трещин. Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки.
Трещины всех типов чрезвычайно опасны для конструкций, так как могут привести к внезапному и полному их разрушению.
Горячие трещины выявлять несколько проще, так как все сварные швы при изготовлении конструкций подвергают различным методам контроля. Холодные трещины особенно опасны тем, что возникают в конструкциях, эксплуатируемых или находящихся на хранении как бездефектные. Разрушения от холодных трещин наступают неожиданно. В некоторых случаях растрескивание протекает в коррозионной среде. Поэтому все алюминиевые сплавы, прежде чем использовать для изготовления конструкций, необходимо тщательно исследовать на склонность к образованию горячих и холодных трещин.
Склонность алюминиевых сплавов к образованию трещин увеличивается с увеличением количества в них легирующих элементов, с повышением их прочности. Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др.
Трещины при сварке возникают при достижении предельной деформации в металле шва или в зоне взаимной кристаллизации. В результате неравномерного распределения температур при сварке также в отдельных зонах металла возникают растягивающие напряжения. При остывании шва растягивающие напряжения возникают в зоне, где при нагреве была максимальная температура. В высоколегированных сплавах по границам зерен образуются эвтектики, которые в момент кристаллизации зерен остаются жидкими, имеют низкую прочность и при приложении растягивающих напряжений легко разрушаются.
Возникновение трещинВозможность возникновения трещин помимо химического состава сплава определяется также другими факторами, задающими величину и темп развития деформации в определенные промежутки времени. Величина и темп развития деформации металла на различных этапах нагрева и охлаждения зависят от режима сварки, условий охлаждения и жесткости закрепления.
Холодные трещины в алюминиевых сплавах могут быть не только металлургического происхождения, но и возникать от неправильного применения некоторых технологических операций. Например, проковка сварных швов может приводить к образованию трещин, иногда не выходящих на поверхность металла. Выявление таких дефектов затруднительно, поэтому в случае необходимости проведения подобных операций требуется тщательное предварительное исследование.
Чистый алюминий марок AB0000, АВ000, АВОО не склонен к образованию горячих трещин. Стойкость к образованию трещин снижается при увеличении содержания кремния, а также может снижаться или повышаться в зависимости от содержания железа. Алюминий других марок проявляет склонность к образованию трещин особенно при сварке листов и плит большой толщины. Подавление склонности к образованию горячих трещин в сплавах, содержащих до 0,35% Si, достигается таким содержанием железа, что выдерживается отношение Fe: Si>= 0,5. При более высоком содержании кремния соединение без трещин может быть получено при соотношении указанных элементов больше единицы.
Сплавы системы А1—Мп применяют только с содержанием 1,2—1,6% Мп (сплав АМц). Этот сплав относится к числу хорошо сваривающихся. Тонкие листы (до 3 мм) свариваются без трещин. При сварке листов большей толщины склонность к образованию горячих трещин зависит также от содержания железа и кремния. У сплавов типа АМц, содержащих более 0,2% Fe, при соотношении Fe: Si> 1 склонность к образованию трещин близка к нулю. При содержании более 0,2% Siдолжно сохраняться соотношение Fe: Si> 1.
Сплавы системы А1—Mgобладают меньшей склонностью к образованию горячих трещин, чем сплавы систем А1—Си и А1—Si. Наибольшая склонность к образованию трещин наблюдается при сварке тавровых проб сплава, содержащего 1—2% и 2,5 — 3,9% Mgпри испытаниях на образцах крестовой пробы [17, 121]. Для предотвращения образования трещин необходимо применять присадочный материал с большим содержанием магния.
К термически упрочняемым сплавам системы А1—Mg—Siотносятся применяемые в СССР сплавы АВ, АК6-1 и АКВ. Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава.
Использование присадочных материаловВ сварных соединениях сплавов типа авиаль значительное уменьшение склонности к образованию горячих трещин может быть достигнуто при использовании присадочных материалов с содержанием 4,5—6,0% Si. При этом склонность к образованию трещин, определяемая по крестовой пробе, уменьшается с 60% до 0. Таким присадочным материалом может быть проволока СвАК5.
Применение присадочных проволок, содержащих несколько процентов магния, например, АМг6, также исключает образование трещин в шве, но одновременно с этим интенсивно развиваются околошовные трещины. Это связано с более широким интервалом твердо-жидкого состояния и большей линейной усадкой металла шва, выполненного таким присадочным материалом. При сварке сплава такого типа с применением присадочной проволоки, содержащей 5% Si, получаются швы, пониженные механические свойства которых не могут быть повышены термической обработкой.
При сварке деталей из сплава типа АВ хорошие результаты получены при использовании присадочного материала, содержащего 0,9% Mg, 2,3—3,5% Si, а также 0,25% Ті, 0,4% Мп или 0,2% Сг. Испытаниями на крестовой пробе трещины не обнаружены. Швы, выполненные с помощью этой присадки, имеют один цвет с основным металлом после анодирования в отличие от швов, выполненных с присадкой СвАК5. Сплавы АК6 и АК8, содержащие 2,2 и 4,3% Cu, склонны к образованию горячих трещин при сварке крестовой пробы. Эта склонность уменьшается при введении в них 0,08—0,15% Ті.
К сплавам системы А1—Си относятся литейные АЛ7, АЛ 12 и деформируемый Д20. Сваривающийся сплав Д20 содержит 0,4— 0,8% Мп и 0,1—0,2% Ті. Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg.
Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом.
Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов.
Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2.
Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl.
Исправление дефектовГазоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений.
Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным.
Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще.
Контроль качества сварных соединений алюминияКачество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др.
Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем.
Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом.
Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика.
Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций.
Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии.
При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки.
При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать.
Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются.
Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др.
В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных.
Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки.
Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм.
Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков:
1) трещины, непровары, кратеры, свищи;
2) цепочки пор и вольфрамовых включений размером более 0,5 мм;
3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва;
4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм.
Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов.
Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты:
1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы;
2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка.
Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков.
Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты:
1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м;
2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм.
Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера.
Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др.
Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля:
а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений;
б) контроль качества сборки под сварку;
в) контроль в процессе сварки;
г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии.
Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление).
В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений различными методами.
Материал с сайта: http://ruswelding.com
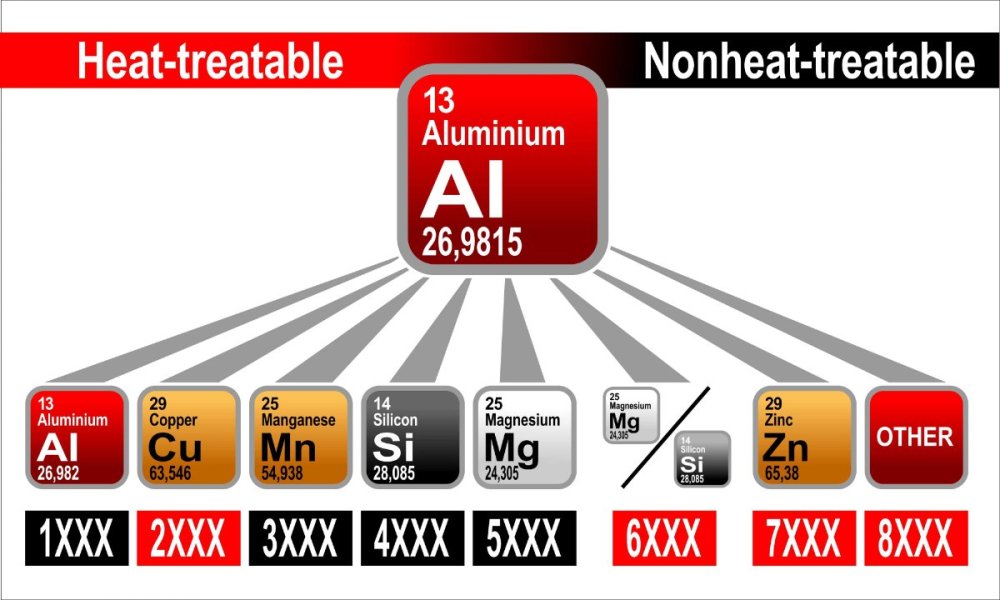
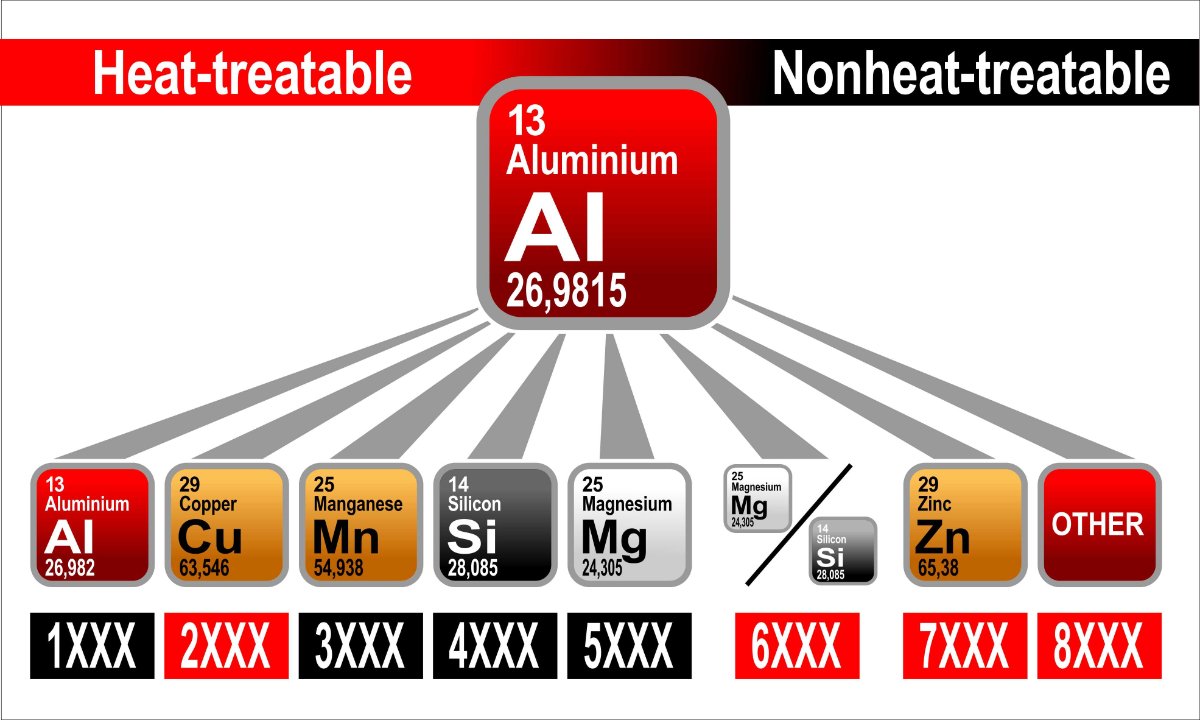
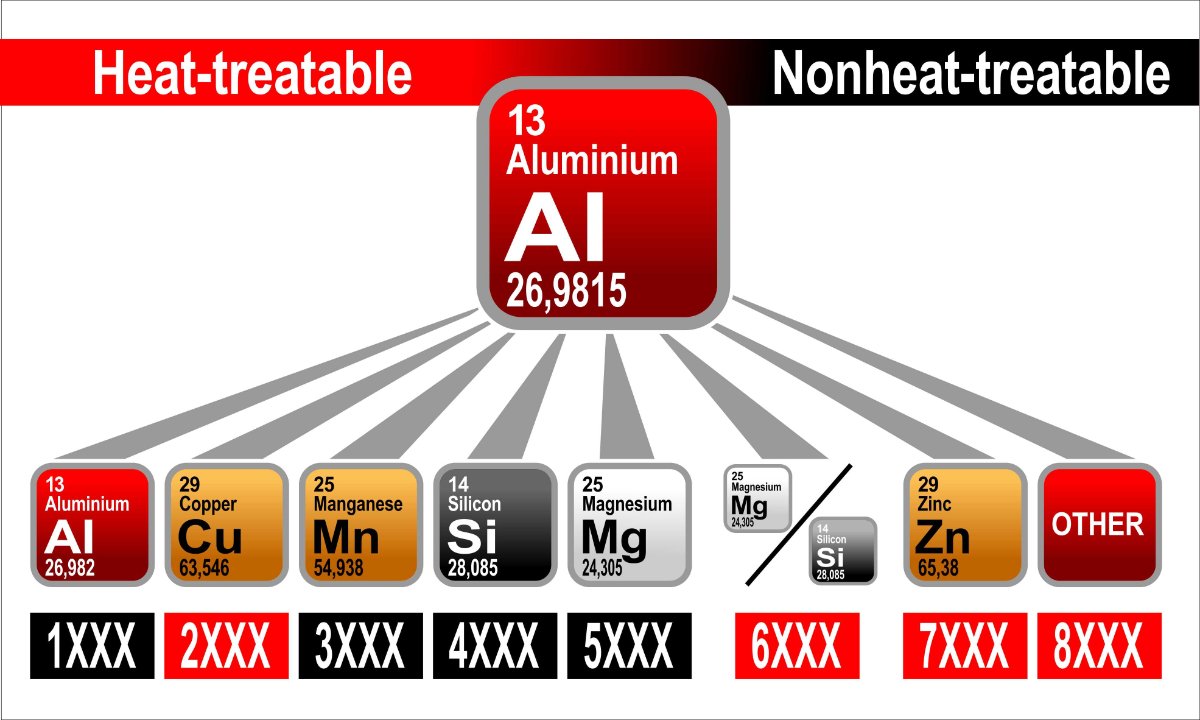
Да,это хороший материал, особенно отметил бы тот,что взят с алюминиевого сайта,после последних разговоров на форуме тоже собирался перенести этот материал сюда на форум, но в раздел Таблица выбора алюминиевого сварочного материала, так как эта информация очень хорошая и к сожалению жалко,что она затеряется на многочисленных страницах сварка алюминия,а раз ты уже выставил и провел такую работу,то будет не красиво мне повторять это,поэтому прошу продублируй пожалуйста весь этот материал в той ветке по таблице выбора присадочного прутка и если не сложно то прошу подредактировать и вставить в начало текста цветную табличку серий,чтоб всем было понятней сплавы делящиеся по сериям и нумерация самих сплавов .Заранее спасибо.
-
2
-
16 часов назад, selco сказал:
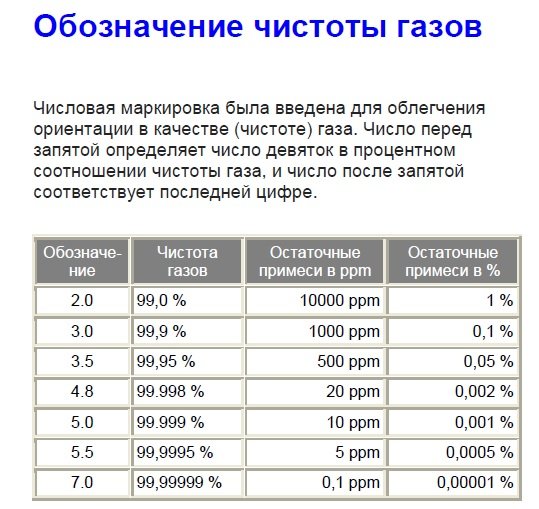
Игорь , может и не совсем сбивает ,,,, хотя за чистоту аргона и гелия борются десятилетиями и уже есть семь девяток чистоты
Но вот не однократно и не в одной книге есть упоминание про кислород , хлор и азот в качестве добавок к аргону и скорее это в полуавтоматической сварке но скорее только эксперименты , да еще гелий но этот "благородный" газ для алюминия .
Да это надобно проверять , но думаю не чего хорошего не увидим , иначе бы давно все прижилось в мире сварки
Валер,отставить даже так думать, а тем более в такой процентовке кислорода,придам огню, как ведьму, сварочный еретик)))),положа руку на материаловеденье, скажу окстись )))).
К сожалению не могу сюда вставить видео про газ мисонаргон,может сегодня постараюсь залить в ютуб, хотя там больше про сам балон и то небольшой фрагмент, к сожалению или к счастью, количество работы не даёт сидеть в интернете и делать видео.
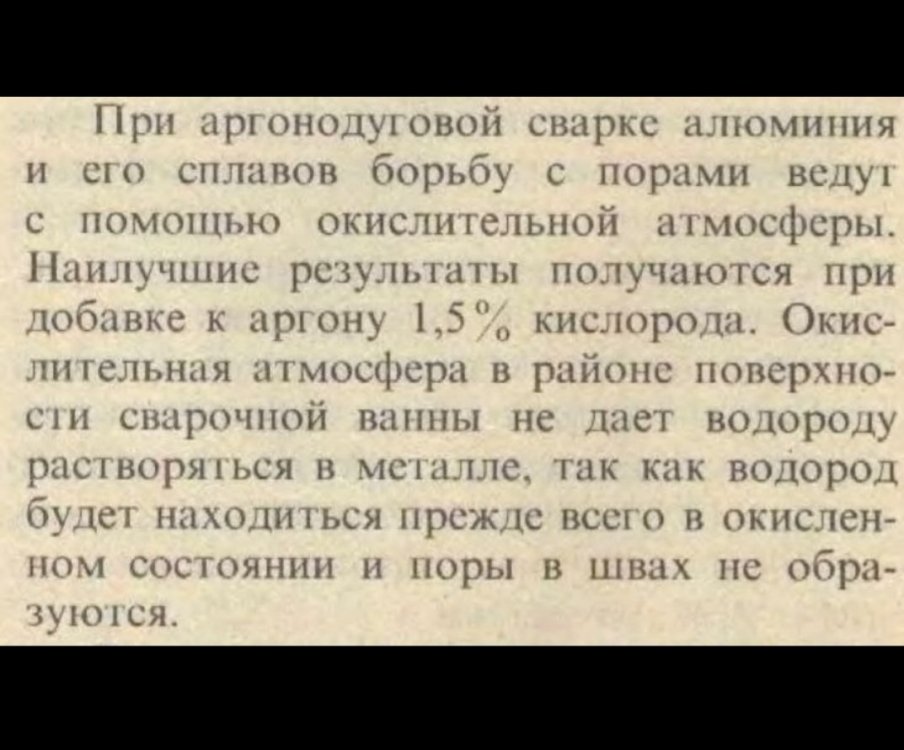
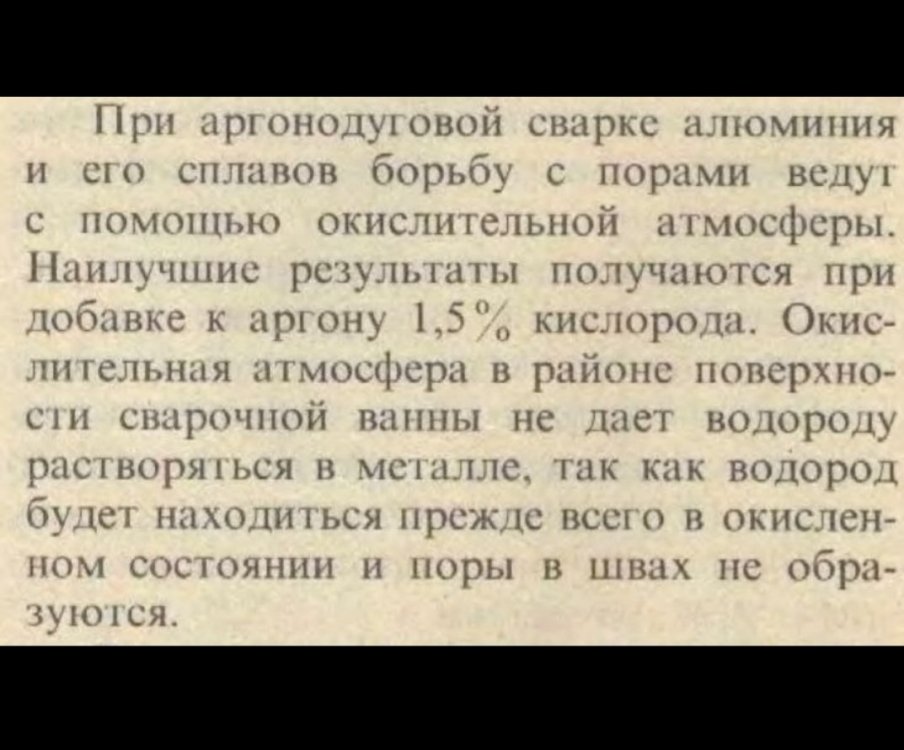
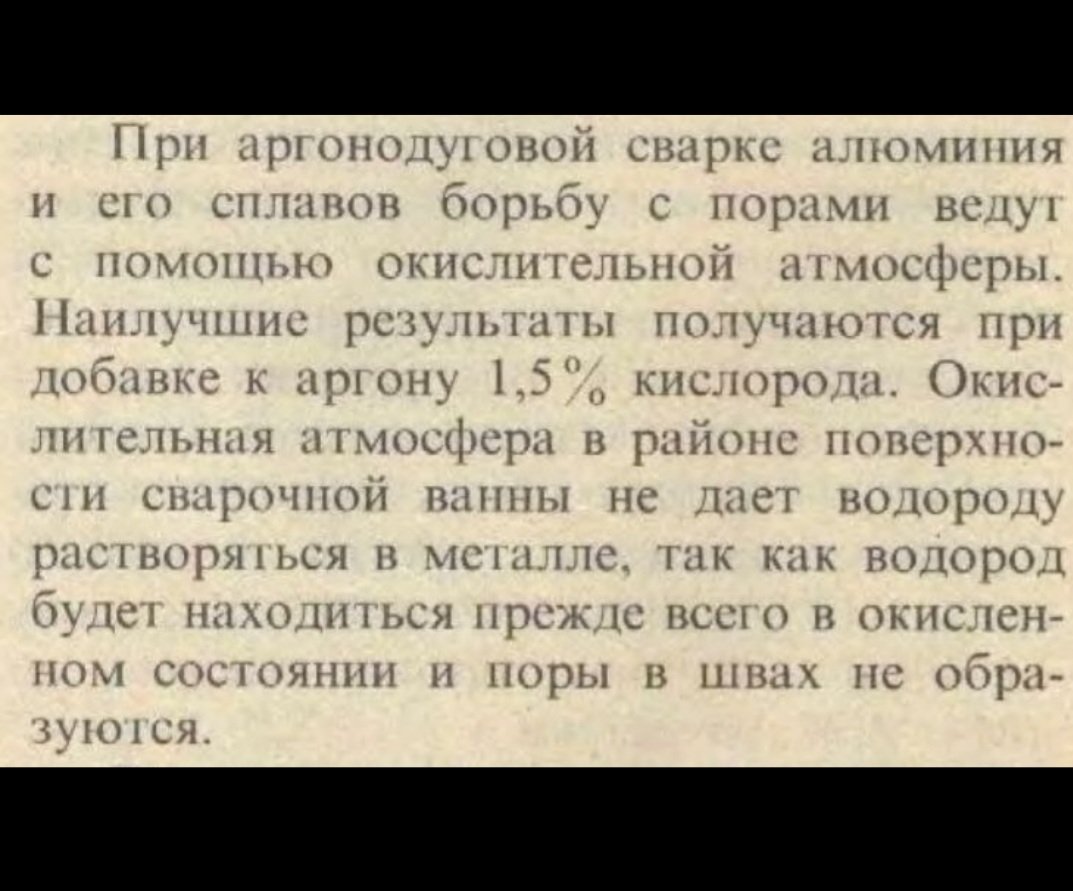
Ну так вот это единственный случай добавок окисляющих газов для TIG сварки и то в сотых. Картинки вроде загружаются из видео.
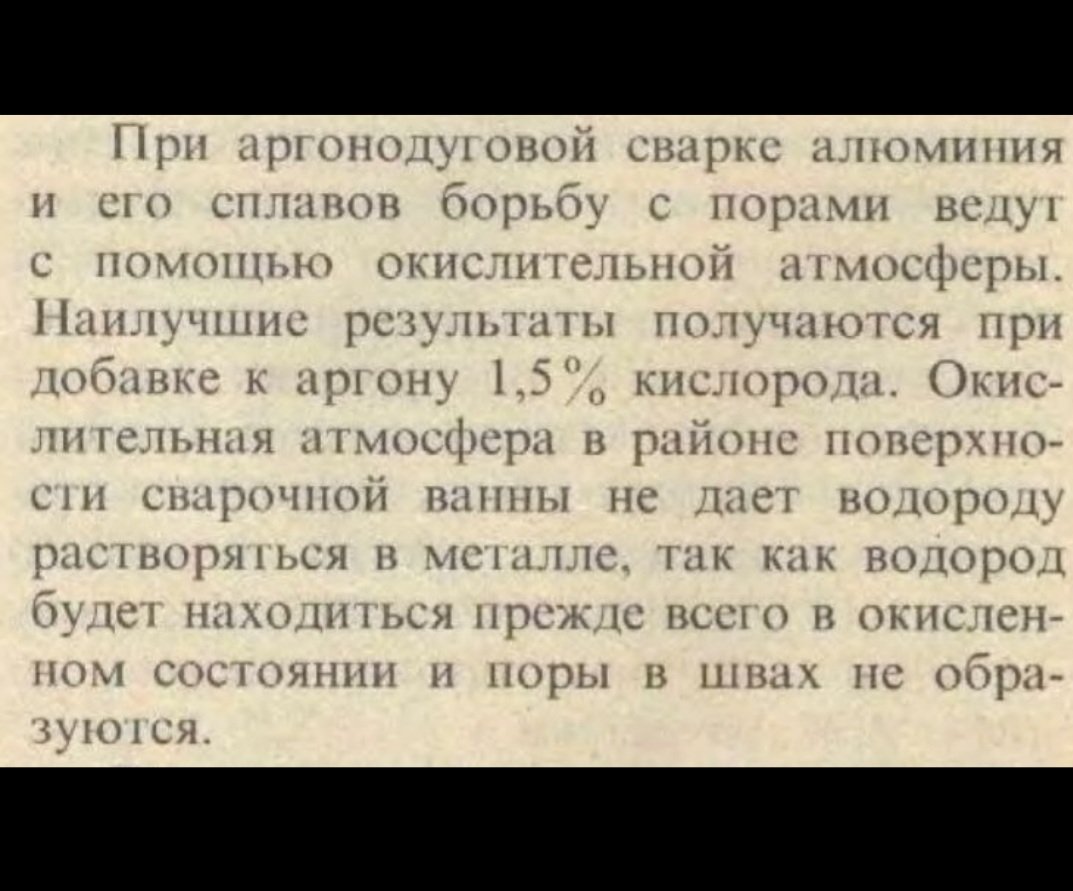
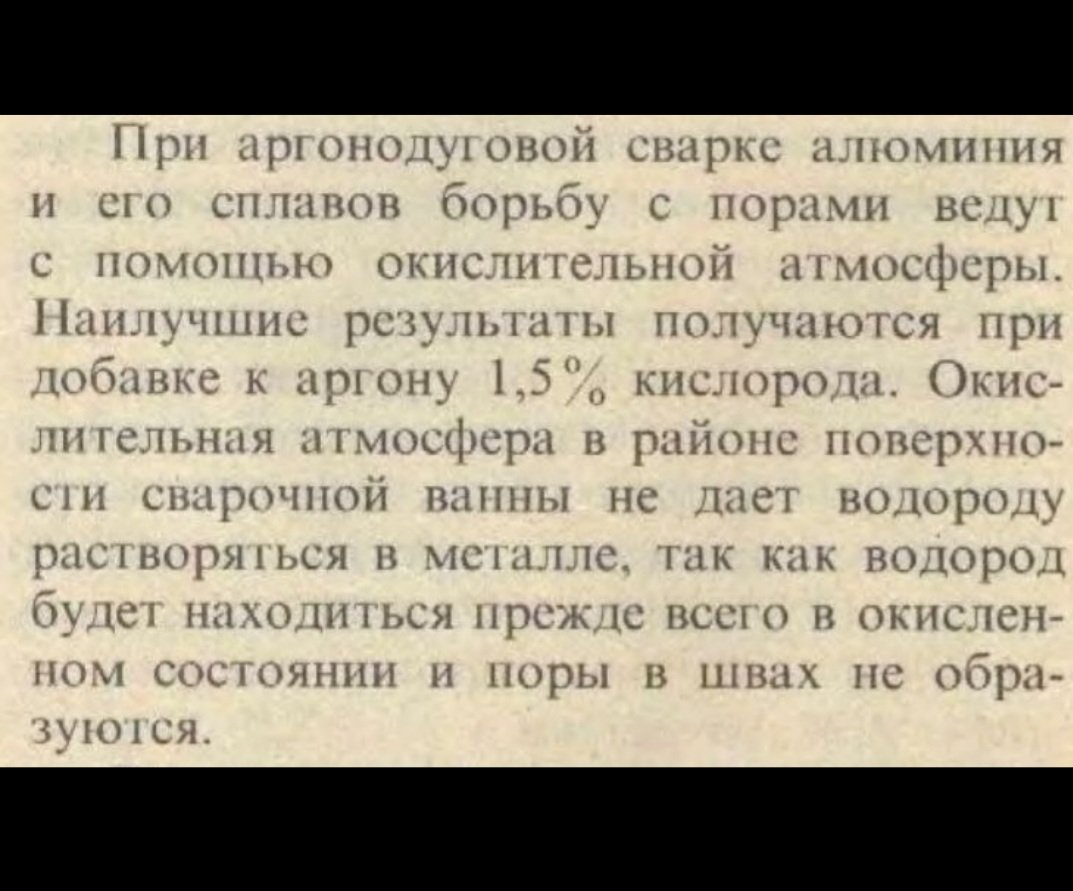
Я специально выставил этот абзац,который может сбить с толку, а ведь по нему учатся. Мои подозрения, что книга написана ради самой книги (возможно автор хорошо разбирался в РДС а про TIG просто кусками перепечатано откуда то,т.к. похоже на описание электрода с покрытием,(утрирую))
В полуавтомате для сталей применяется добавки для стабилизации дуги и то на дуплексной и супердуплексной стали кислород не желателен.
К примеру для 308,316 Аргон +3%гелий +1.5%водорода. Для полуавтомата аргон +3%Со²+1%кислород. Так предлагает Messer gas.
Кстати странная таблица чистоты аргона. Знаю по ISO Standart 14175 2008
Минимальный газ для сварки 4.0
4.0=99.987
4.3=99.993
4.6=99.996
4.8=99.998
6.0=99.9999



-
3
-
-
45 минут назад, welderman сказал:
Конечно,всё самое лучшее только в европпе и пиндостане....
 пусть так думают и дальше..
пусть так думают и дальше..
Гениальный ответ.

А вот интересный материал и обзац, чтоб сбить с толку.
-
3
-
-
46 минут назад, selco сказал:
Игорь , конечно не совсем так и есть информация , просто надо поискать . Что касается книг 1961-1974 годов то в них многое можно почерпнуть даже то что нет в современных .
Вот интересный материал от Самарского института
al_and_its_alloys_0 (2).pdf 961 kB · 2 загрузки
aliegosplavy.pdf 4 MB · 2 загрузки
Валер,естественно я утрирую в какой-то степени, но если внимательно читать всю литературу, то она имеет огромные пробелы и нет не одной полной,как и таблиц,обьединяющих весь требующийся объем,даже сейчас выставленные тобой образцы,первый я читал ранее,второй только сейчас взглянул мельком,могу ошибиться так как уделил буквально минуту и подозреваю что речь идёт только о литейных сплавах,а как же деформируемые тогда,а как же влияние не только кремния на сплавы и т.д.
Вообщем много разбросанного материала не объединённого в одно издание или как металоведенье объединено но очень в краткой информации,что не даёт полной картины понятия.
И что ещё хочется сказать, что ,что современный материал взят из предыдущих печатных материалов отредоктирован и перепечатан,под разными именами защищавшых десертации,я ни в коем случае не хочу чтоб подумали,что там что-то неправильно либо устарело,процессы не изменились и плавка и кристализация и атомы всё тоже самое,разве что количество сплавов увеличилось,но тем немение в англоязычной литературе намного обьемней и подробней описывается. Ещё это отдельная тема,насчёт самой маркировки, у вас в Российской маркировке набор букв и цифр просто ни к чему не привязаны и без каталога черт ногу сломит ))),а в голове 600 видов маркировки сплавов+ещё столько же импортных аналогов держать как то не очень получается)).
-
1
-
2
-
-
В 06.12.2022 в 11:36, Dmitry1962 сказал:
Всем здраствуйте, только зашёл, с радостью бы включися в ваши дебаты,но форум верней его оформление настолько изменилось,что пока даже не могу сориентироваться, как и куда смотреть и писать,вообщем освоюсь когда,тогда приму участие в жизни форума.
Добавлю ещё очень важные таблицы для понимания и применения сварочного процесса на алюминиевых сплавах и сейчас ещё разработал таблицу объединяющие литейные и деформационные сплавы термоупрочняющиеся и неупрочняющееся,что сказывается на прочности сварочного шва.
В русскоязычной литературе огромное отсутствие необходимой информации по меркам нынешних условий и возможностям сварки,вся литература к сожалению переписывается с материалов 1961 - 1974 годов,потом просто меняя слегка текст,печатают по новой без дополнений новых возможностей.
В металловеденье, материаловеденье,деформация и кристаллезация больше сказано нежели в нежеле книгах сварочного процесса по сварке.
Что-то я распечатался ))),всем до скорых встреч.
-
2
-
3
-
-
Здравия,интригующая заявка на успех мероприятия с таким диском ))Фитинги\муфты под краны привариваю. А люди вино,шампанское,напитки хранят.
Иной раз резьбы под горловины.
Валерий,так у вас там "детский сад"... по сравнению,как у нас "индейцы" при ремонте колдуют ))))
р..с результат волшебного ремонта. В понедельник диск пойдёт на рихтовку\правку,потом сварка+отпуск, далее опять правка.
-
Забыл показать само видео по этой поделки, как это происходило.Хотел показать,впечатлило изделия моего коллеги и товарища Олега Суворова,я тоже хочу сделать такую поделку,как сделаю сразу похвастаюсь,а пока покажу его творчество,так как он сам стесняется).



-
9
-
-
Фреза имеет несколько режущих граней, поэтому снимаемая стружка всегда имеет конечную небольшую длину. Отлетающая от фрезы стружка имеет довольно приличную скорость, поэтому всегда нужно от неё защищаться.
Разобраться в видах фрез по металлу не так-то просто. Одни необходимы для выборки металла, вторые пригодятся для обработки наклонных поверхностей, третьими – прорезаются канавки… Ясно одно: любой уважающий себя мастер имеет в арсенале самые популярные типы этого инструмента, чтобы реализовывать любой заказ. Исходя из того, какую задачу требуется выполнять, мастер и будет подбирать фрезу. Пройдемся по основным.


-
5
-
-
Валер,что у тебя на аппарате обозначает 63% и 75% ?Да да я понял , у меня все ветра в доль речки на восток или в обратном направлении на запад и они мне и не создают проблем с тягой .
Ну и сегодня совсем маленький шовчик , вернулась ко мне Сузуки и была ранней весной рама, в смысле не вернулась а подварить масляный радиатор Рама чувствует себя превосходно и говорит при скорости 260 мото как по рельсам идет и это значит геометрия в порядке и это хорошо.
http://websvarka.ru/talk/topic/17637-s-novymi-tcenami-v-novuiu-realnost/?p=473929
Ну и сам радиатор , проволочка 0.8 4047 , вольфрам 1мм ну и остальное на дисплее аппарата .
-
1
-
-
Сразу бросается в глаза некачественный сварочный шовчик.)

-
4
-
![IMG_20221229_182138[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/716917342_IMG_20221229_1821381.jpg.082435c3c28153582ddf496cb2e89d3c.jpg)
![IMG_20221229_184753[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/271202702_IMG_20221229_1847531.jpg.cd0a788efa1ab30d8386f4231a02b7d1.jpg)
![IMG_20221229_185109[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/863040391_IMG_20221229_1851091.jpg.b8b48eb3a60b8aab1cd670d5f678619d.jpg)
![IMG_20221229_190422[1].jpg](https://websvarka.ru/talk/uploads/monthly_2022_12/234165608_IMG_20221229_1904221.jpg.683605c78292505099fe67aa2f4bbca3.jpg)















{kind=link}
{kind=link}
{kind=link}
{kind=link}
Фото с работы
в Фотогалерея
Опубликовано
Мой кабинет ))