

Miners
-
Постов
236 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Miners
-
-
- Популярный пост
- Популярный пост
Доброго дня всем!,Михаил да это просто здорово,уважение когда такое влечение,я по профоброзованию токарь/оператор ЧПУ и к сварке влечение не меньше, да же не знаю что я больше люблю делать...
Сергей,я чтобы не портить краску на диске и не сделать прожога,при плохой массе,сделал приблуду,как уже приметил Олег железку торчащую из отверстия для болтов.Я приложу фото.Каким образом у вас организована "масса с диском" при сварке ?
"Прищепка" на перекатной столик или по другому?
Совершенно верно подмечено.@Serj55441, обратите внимание на торчащую железку из отверстия под шпильку, думаю это и есть ответ




-
 11
11
-
Доброго дня,я на Kemppi пользую горелку с поворотной головой,очень доволен,любой угол вставляется и очень легко и быстро на резбе меняется голова на другой размер.(советую),но стоит денег.Есть стандартная голелка на аппарат Kemppi acdc3500. Положение головы горелки не меняется. Хочу подобрать горелку, с вращающейся головой, но не знаю какая подойдёт. Максимальный ампераж под 300-350А. Люди добрые, подскажите что купить.



-
1
-
-
- Популярный пост
- Популярный пост
Хорошая работа,токарным тоже сам работал?Частенько просят приварить масенький кусочек и я всегда выкидываю и просто наплавляю недостающие, но в этот раз куска не было вообще но был образец в виде другой детали. Потренировался оператором/монтажером
Хорошая работа.А что за аппараты на заднем фоне, похвастуй,на четвёртом снимке?
Могу тоже выставить ролик проведенной работы,вчера делал.
-
19
-
- Популярный пост
- Популярный пост
Доброго дня,для вас я сфотографировал свои кончики электродов в горелках,после сварки алюминия,может не четко сфокусировалась камере,но вроде видно блестящие шарик.при правильных настройках должно быть так,тогда и швы идут красиво и чисто.
Буду рад,если чем то помог вам.



-
11
-
Это качество вольфрама быстрее всего. Иногда образуется красивый шарик, иногда кракозябра, и чаще всего несколько мелких шариков либо один но с краю, как будто заусенцы подгорают
Не хочу вас огорчать,но то что вы описываете,если я правильно понял,что не трогая настроек баланса,все это происходит на одном токе с электродом(при условии,что электрод 2,4 подходящей маркировки(цвет) для алюминия),похоже у вас накрылся(сломался) процессор,либо не совсем качественный аппарат.У меня когда перестал регулироваться баланс,то оказалось в процессоре дело,заменил и все заработало,как часики.но конечно начните с малого,проверьте электрод.
-
Возможно уже не актуально,судя по дате,но у вас похоже баланс не настроен,необходимо ручку повернуть в сторону плюса до появления характерного шарика.(судя по картинке у вас много минуса баланса)., помучался с вольфрамом - расщепляет в звездочку.
Хотя для уверенности необходимо знать,марку или цвет электрода и диаметр его.
-
2
-
-
Доброго дня,я и сам плакаль,когда смотрел,поэтому выставил наглядный пример с целью привлечь внимание к технике безопасности.@Miners, мне кажется смежного тут мало...
А вот ещё картинка призывающая к бдительности на рабочем месте.
)
Хорошего времени,такие работы изначально подразумевают риски,поэтому необходимо стараться их избежать,но я вот умничаю и на днях снимал ролик,призывал пользоваться защитной маской при обработке чего либо,а сам позавчера варил трещину в котле отопления и поспешил,буквально на секунду приподнял маску,чтобы отбить шлак и прилетело в глаз,благо успел моргнуть,прилип и обожгло верхние и нижние веко,хорошо глаз не задело,дело доли секунд,уверен,что нет сварщика не получившего каких либо трамв за все время,ожоги и всякие прочие.Вот смотрю подобные видео, знаю, что может прилететь, а иногда и у самого так выходит, только в мелких масштабах))))
Берегите себя
.-
9
-
-
Что-то пошло не так.
На просторах ютуба увидел.
-
4
-
-
Категорически не соглашусь с автором. Центр задают шпильки. 10 лет эксплуатирую Форд Эксплорер с дисками посадочные отверстия которых более на 3 или 4 мм , уже забыл на сколько. Хотел купить центрирующие кольца, но не сложилось. Так и катаюсь. Ничего не колбасит даже на 160 км. Главное правильные гайки, это они устанавливают геометрию колеса.
Доброго дня,не хочу вас расстраивать,но мой многолетний опыт с колёсами подсказывает, что вы ошибаетесь,все это 50/50,как повезет,а если хотеть наверняка,то при свободном отверстии на 3 или 4 мм,центр нужен обязательно,можно купить пластиковые,можно выточить у токаря,так как всё прикручиввают колесо в подвешенном состоянии и у шпилек и болтов в отверстиях диска имеется люфт на 1мм и более,поэтому смещение колеса в низ на одну сторону неизбежно,от этого на ровной дороге по чаще случаев вибрация будет обязательно,особенно это касается низкопрофильной резины либо RunFlat(жёсткой резины),грузовиков и полнопрофильной резины это не касается.а от вибрации разрушается диск,кузов,все болтовые и не только соединения,спасут хорошие амортизаторы )),но подшипник всё равно страдает и балансировка не спасет положения.
как то так.-
3
-
-
Всем доброго времени,я рад,что на этом форуме собралось столько много мастеров,специалистов своего дела и коллег по цеху,мне даже и добавить нечего все всё правильно написали и всем процессам имеет место быть.
Но чтоб вопрос не зависал в воздухе отвечу как было.
@Miners, Вы когда одну сторону заварили, обратную не разделуете? Я всегда после сварки одной стороны, с обратной стороны делаю разделку и только потом варю.
Спасибо,G_Kar и Kurt1 уже всё ответили,как всё происходит.Я так же готовлю трещину к сварке.Один в один.
Но вот сам процесс сварки мне показался долгим. Хотя,может и ошибаюсь ,но маловато тока.Или надо было малёхо погореть сам диск.
Я работаю на достаточно мощном трехфазном аппарате Kemppi Master TIG MLS 3000 ACDC,очень хорошо очищает и проваривает алюминий и запросто продавливает корень с обратным валиком.
Разделка зависит от толщины материала,не всегда она требуется,другой раз хватает и просто разреза,но на диске который в ролике,он оказался довольно толстым и я его заделывал,этот материал не вошел в ролик,как и тот что диск пришлось чуть подравнять,так как токарный станок подразумевает идеально ровный диск,иначе резец будет снимать не тот что нужно метал.Благо станок позволяет и выровнять и точить.На 1,44 минуте плохо,быстро 1секунду видно разделку.при монтировании ролика не весь материал перекачался с камеры,какая то ошибка была,но я и не стал пытаться закинуть,длинный ролик утомительно смотреть,да он и не несет ни какого учебного пособия,я просто показываю как это делаю я.
Возможно может показаться,что я медленно прохожу шов,но толщина на диске разная по ходу шва и я стараюсь чтоб не оставить провалов или подрезов алюминия и при этом проварить корень чтоб не оставить ни каких пор и для этого у меня в маске стоит специальное увеличительное стекло,чтобы отчётливо видеть ванну.(возраст наверное,стало сложней фокусировать взгляд в ванну,а со стеклом просто и отчётливо видно до волоска)



-
8
-
-
- Популярный пост
- Популярный пост
Не знаю с чем это связано,но когда монтировал,звук был более менее,а выставил на ютуб,звук изменился далеко не в лучшую сторону.

Огромное спасибо.@MinersМолодец, нечего добавить. Еще в начале 90х ездили в ваши края резину наваривать и как то заехал врезать люк в 41м москвиче, был поражен аккуратностью и тщательным подходом к работе, это у вас там в крови. Больше нужно твоих постов с фотками в качестве примера и пособия по организации труда. Попутный вопрос - как на ютубе не блокируют из-за авторских прав музыку?
На ваш вопрос насчёт ютуба,я и сам не знаю ответа,возможно ставлю только фрагменты музыки,а может мир изменился и воцарило всемирное добро,люди стали добрее друг к другу.
)-
11
-
- Популярный пост
- Популярный пост
Щетка оксид втирает, а не счищает, у тебя есть бормашинка. Я в такую же-ставлю фрезу пальчиковую (двухперый карандаш) по дереву, а корщетку-задействую перед фрезой, чтоб песок удалить и всякую грязь.
Доброго времени,конечно же я использую фрезы,я даже сфотографировал в подтверждение свой рабочий стол с фрезами,но диски у меня почти каждый день,как основное,поэтому перед сваркой чтобы очистить от краски и грунта и не испортить и не сточить нужный метал и сохранить геометрию,использую в начале щетку.



-
20
-
Спасибо за добрые слова,дорожу репутацией поэтому стараюсь сделать всё на пять с плюсом,всегда улыбает радость клиента,не верящего в чудеса.Лучшего исполнения я пока не встречал! Сам болгаркой довожу при наличии токарного станка т.к. у нас платить ни за что не станут такую сумму За 20" дадут за такой ремонт не больше 50 долларов....
У нас на тех осмотре запрещено ремонтный диск,поэтому делаем так,чтоб не видно было восстановления или ремонта.
Цена формируется из затрат на расходный материал,энергию и труд.У нас многие вещи намного дороже,включая электрорасходные и коммунальные,так что если сравнить Ваши 50долларов и наши 60евро,то вы останетесь в большей прибыли.
У нас далеко не так радужно,как кажется.(не в этой теме обсуждать,а то удалят)
Доброго времени,На ваш вопрос в двух словах не ответить,тут на целую лекцию хватит.Зависит от многих факторов,в какой среде находился алюминий до этого,что и как варить и т.д.,в основном использую корщетку из нержавейки и cleaner- обезжиривотель(очиститель тормозных дисков,аэрозоль)фрезы,считаю преступным зачищать камнем,остается образив,а главное портит геометрию и деталь.@Miners,Доброго дня,хорошая работа.Перед сваркой алюминий подготавливаете используя корщетку или протравливаете?
-
8
-
-
Доброго дня,трубки варю-маркировка прутков (АК12) AlSi12 4047,а толщина подбирается по месту,на фото пруток взят ближайший попавшийся под рукой)),цель была в настройке баланса и частоты.Пруток не толстоват для трубок и кокой маркой варишь трубки?
-
3
-
-
- Популярный пост
- Популярный пост
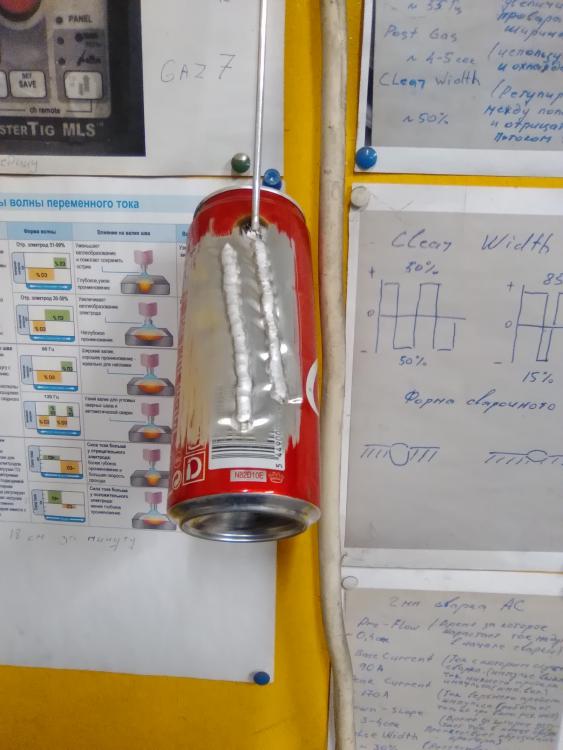
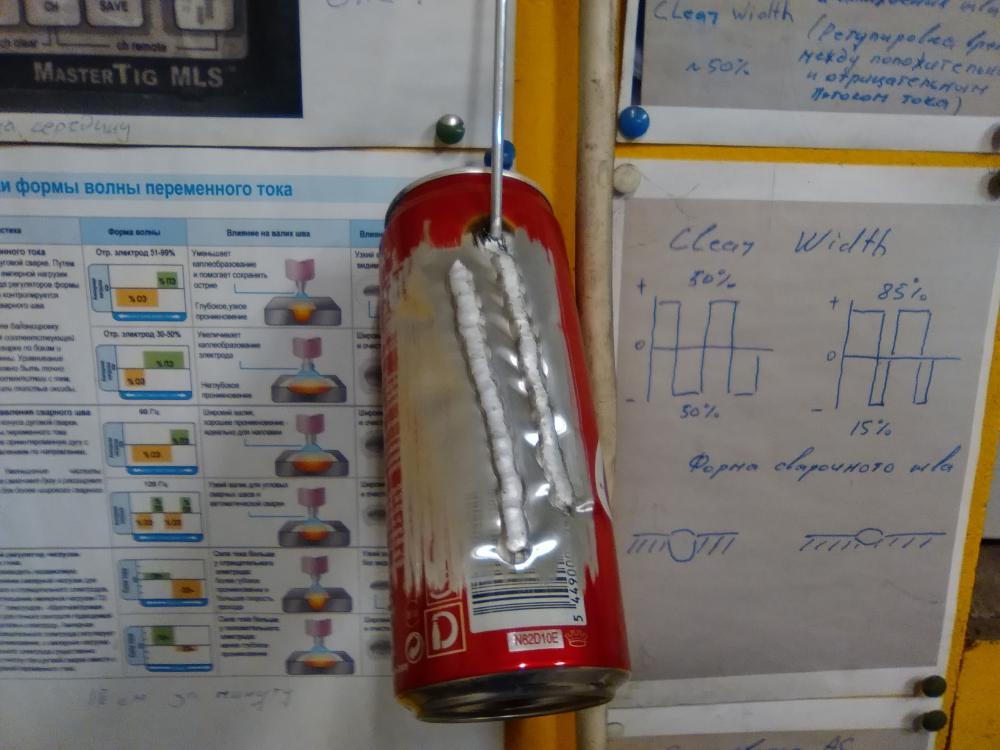
Вот получилось фото для новой темы разговора.настраивал аппарат на тонкий алюминий,для трубок кондиционера.


-
17
-
Извиняюсь заранее,если в дальнейшем не смогу ответить,так как у меня написано,что я могу отправить ещё 1 сообщения.Данное ограничение будет действовать пока у меня не будет 1 одобренное сообщение.а плюсики отключены,замкнутый круг похоже.))надежда на админов.
Доброго времени,мне пришлось по ходу переплавлять чужой шов,где был непровар,а рядом с ним трещина,возможно завозился.@Miners, 2.30 - 3.49 Мне одному кажется, что это ооочень долго? Там 20 -30 сек максимум у меня занимает. Барин (это настоящее имя?), как давно осваиваешь ТИГ?
Барин-это псевдоним,зовут Игорь Минерс.
Именно TIG осваиваю третий год,имею международный диплом именно по TIG сварке,также варю газосваркой,ручником,полуавтоматом,газорезкой.
Дуга кажется длиноватой,так как мешал высокий колпачок,ломать электрод из за двух швов не хотелось,вот и пришлось выдвинуть электрод чуть больше,от этого видимость длинной дуги.Дуга длинновата,как мне видится, по поводу выбора СМ-комментировать даже не буду... и вообще -вид всей рамы/швов вызывает ощущение, что это очень мелкосерийный продукт начинающих производителей...с колёсами как-то лучше получилось..
Рама действительно варена,переварина,до меня кем то,я только трещины заварил.
Всего доброго,по просьбе хозяина там не заваривал и два отверстия в этом месте,так как хозяин рамы разочаровавшись в сварщиках,там прикручивал стальную пластину усиления )),от этого и вмятина на трубке.Мои доводы об ослабление им самим этой железкой рамы,его не впечатлили.))@Miners,Не заварили рядом с наложенным швом, видно подшипник в каретке развалился рычагом педали начало тереть раму с 5; 22 с. Лопнет в том месте.
Совершенно с вами согласен,когда тухнет дуга,это отчётливо видно,спасибо за объяснения.-
Самому сначала так показалось, но в момент гашения дуги видно, что нормально. Факел дуги большой на видео, отсюда и впечатление длины.
-
7
-
-
Отличная работа!! Отличное восстановление геометрии +100500!
Действительно,профессионально !!!Качественно,и это видно.Восстановление то что надо!!!Токарный специальный,оборудование, и руки !

Огромное спасибо за добрые слова и оценку.ценю.
Доброго времени,за тот ремонт диска взял 60 евро.@Miners, и сколько такой ремонт стоит?
-
1
-
-
Доброго времени суток,фото выставить не получается,один раз выставил и больше не выходит,не знаю с чем это связано,поэтому ставлю видео.
-
8
-
-
- Популярный пост
- Популярный пост
Основной мой род деятельности в ролике,заранее извиняюсь за качество звука.
-
13
-
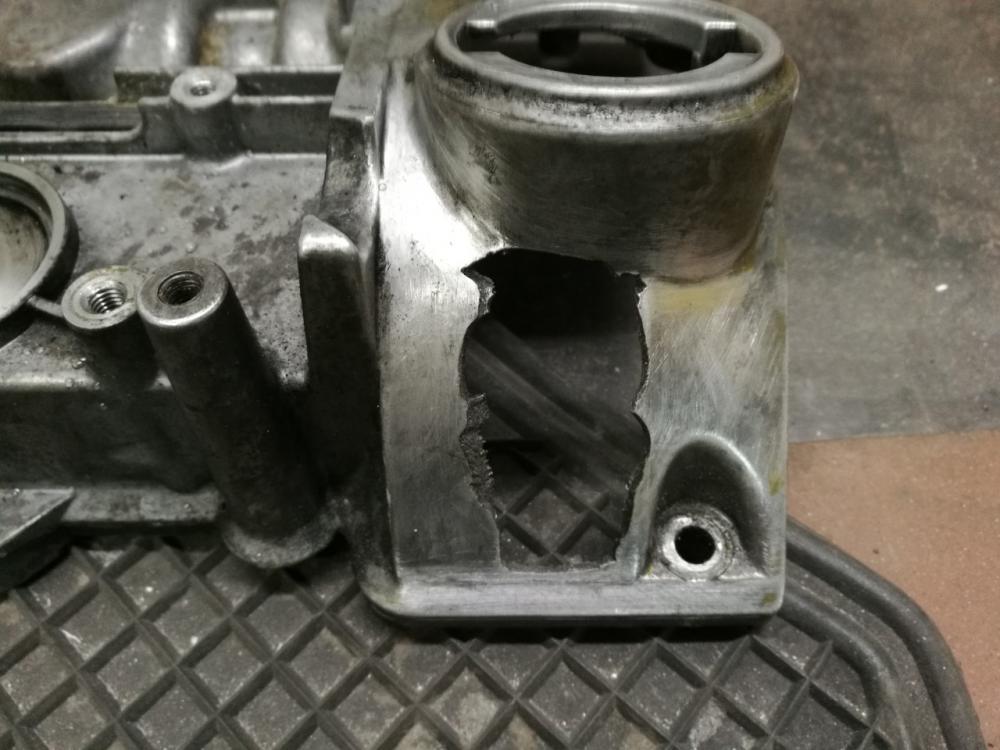
Доброго дня,ролик про крышку,ни в коем случае не несёт информационно обучающего характера,в связи с тем,что почти каждый день приходится отвечать на вопрос можем мы в сервисе заварить ту или иную деталь,то ролик был смонтирован для наглядного ответа,что могу и заодно реклама,где в моем городе это можно сделать,так мы полностью зависим от оплаты клиента моего труда,поэтому очень дорожим репутацией,Благо в нашем городе на данный момент,я являюсь практически единственным универсальным автогонщиком, в основном по алюминию,так как шиномонтажный сервис,то в основном каждый день диски и иногда крышки,трубки,радиаторы,поддоны трапы с коробкой и всякие бытовые нужды населения в виде колясок,велосипедов и всяких прибамбасов.В дальнейшем по возможности(время практически нет этим заниматься,в связи с тем,что любому клиенту,нужно было уже вчера.) буду стараться хоть иногда,что либо снимать и заодно прислушиваться и учиться качественней снимать и строить сюжет,так как без взгляда со стороны и мнений зрителей,у меня верятли получится нужное видео.
Огромное спасибо за поддержку и понимание,ролики действительно задумывались для внутреннего обращения,от этого телефоны и адрес,а для наглядности заварил банку от кокаколы и повесил на стенку,чтобы не объяснять могу ли заварить трубку кондиционера.Нормально и плсик пока не куды но за мной.
Замечание ,,, если бы почистили получше то результат был бы лучше ну для глаз точно.
Мужики , у них уже ЕС и без рекламы погибнет усе , да и нам она не мешает , главное видно что человек умеет да и думаю увлечен сим занятием.
Согласен,можно было почистить лучше,чтоб не оставалось местами налета,но там вваривалась латка и я не стал заморачиваться с идеальной очисткой,так и так проваривал насквозь и ванна алюминия грязь выдавливает наверх,как при плавки свинца,нужно было конечно для красоты почистить шов железной щеткой,но в моем случае на тот момент,было основным,чтобы не было пор и горячих трещин.
Странно,но плюсики пока не могу не только получать,но и ставить.))
Рад находиться на этом форуме,много интересных тем и коллег по цеху.
Хотел прикрепить фото,но пишет почему-то,"веб-страница недоступна".
-
4
-
-
Доброго времени,раз фото не к чему,пробую выставить видео.Это не к чему. А вот видео будет интересно, а загружать надо сперва на ютуб и потом сюда ссылку.
-
Доброго времени,благодарен,не ожидал,что кого нибудь заинтересует простая крышка клапанов.Доброго дня,крышка при сварке притягивалась к плоскости ли нет?
Я конечно прижимал струбцинами к столу крышку посадочным местом прокладки, пока прихватывал заплатку,а обваривал не прижимая,в принципе я прижал по привычке,уверен,что такой необходимости не было,так как место пролома находилось на тонком металле в таком месте,где нужно было бы постараться так перегрет,чтоб пошла деформация.у меня есть небольшой видеоролик,но я пока не умею вставлять ролики,как научись,обязательно выставлю.
Зато есть фото еще поделок,для настройки сварочного аппарата.
Не получается загрузить фотки,ограничили 5Мб.
-
Крышка клапанов.






-
3
-






















Импортные горелки
в Аргонодуговая сварка — TIG
Опубликовано
Пал Саныч,вам в помощь.может пригодиться.
Доброго дня,да верно,на больших токах не хватает охлаждения,но такие токи не так часто и приходится использовать,а в остальном я очень доволен горелкой.и даже Валуев одобрил.))