

Miners
-
Постов
236 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Miners
-
-
Позвонили,сказали, нет слов.
Искренне очень жаль,Валера добродушный и отзывчивый человек был с большим Профессиональным опытом, мои соболезнования и земля пухом.
Жизненные неурядицы последних лет подорвали его здоровье.

-
 4
4
-
-
34 минуты назад, selco сказал:
Игорь , у вас там "изобилие" и главное можно все купить в розницу !!!!
Это распространяемый миф и фантазии,нет в европе и даже в Америке в розницу нераспространненых марок присадочных материалов, это бизнес и ни один торговец не будет вкладывать деньги в неходовой товар.
Я вхож и лично знаком с представителями и менеджерами Балтии в европе таких крупных фирм,как Lincoln, ESAB,Kemppi, Speedglas и ни одна из этих фирм учитывая что к примеру ESAB и Lincoln даже обращались в Aмерику не смогли мне помочь в приобретении так как там такие объёмы как в 10кг от каждой марки и того 50кг им не интересны,все доставки у таких поставщиков начинаются от 100 кг. Я к таким вложениями небыл готов ).
-
3
-
-
Подбор по сплавам присадочного материала для ремонта автомобильных алюминиевых дисков.

-
4
-
-
22 часа назад, Точмаш 23 сказал:
Смотри, растворимость магния в алюминии падает с понижением температуры,то есть в эвтектике растворяется порядка 17%, а при комнатной температуре 1,4 % магния. В твердом растворе АМг5 5% магния,следовательно, концентрация его избыточна,то есть система нестабильна. Это значит,что избыточный магний в виде фаз(соединений с другими элемент) будет выделяться из раствора по границам зерен. Твердый раствор является катодом, а частички фаз анодом. Что такое электроотрицательность смотри сам.Несплошносшость оксидной пленки приводит к попаданию влаги,образуется электролит. Анод растворяется. Образуется узкое щелевое углубление, а вот это важно-металл должен испытывать напряжение. При статическом напряжении происходит его концентрация в это точке, узкой канавке и чем она имеет большую протяженность по границам зерен,тем хуже.Анод растворяется все больше, глубина увеличивается,напряжение нарастает в этом месте. Со временем происходит разрушение.
Температура. В пресыщенных твердых растворах избыток легирующего элемента всегда будет стремиться выйти из него-в разном виде. Система старается быть стабильной,то есть в данном случае должна содержать 1,7% магния. Называется это естественным старением, но если повысить температуру,то старение ускориться -это искусственное старение. Поэтому, чем больше будет нагреваться деталь из сплава АМГ5,тем быстрее будет нарастать концентрация фаз по границам зерен,интенсивнее процессы электролиза и увеличение напряжений приведет к ускоренному разрушению. Поэтому ограничивают температурой в 65С.
Так какой вывод то? Выживет этот бак в бане,или нет?
-
9 часов назад, Точмаш 23 сказал:
Где там Минерс? Пусть докажет обратное....,а постараться можно,если кувалдой приложится или спалить очередной раз.
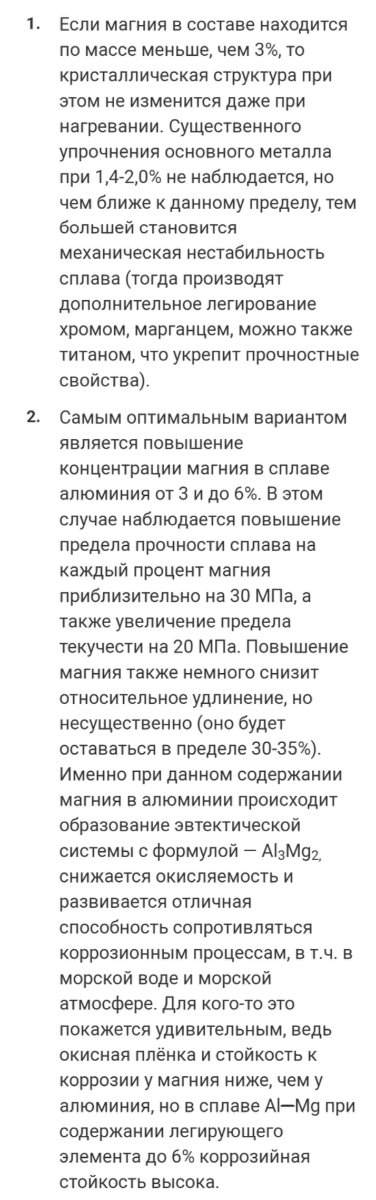
Ваша манера общения умиляет,складывается стойкое впечатление, что я кому-то, что-то должен .),ну да ладно, в теории это относительно разные сплавы,с содержанием до 3% магния при воздействии высокой температуры кристалическая структура не меняется, а в большем количестве магния происходит дестабилизация механической структуры,,другими словами произойдет расстрескивание в шовной зоне при повышенной температуре. Поэтому необходим другой присадочный материал к примеру 5554.
Задайте себе вопрос, почему не используют поддоны моторов из сплава AlMg5 и в других агрегатах с высоким температурным режимом,также сплав AlMg 5ХХХ не является термически упрочняемым.
-
1
-
-
7 минут назад, Точмаш 23 сказал:
Минерс, я не услышал ответа на вопрос- Выживет ли этот бак в бане...это очень важно.
К сожалению, подтверждаете о бесполезности диалога, необходимы азы химии и материаловеденье. В принципе с таким успехом можно на суперклей всё слепить,от этого и получили распространение три присадочных материала 5356,4043 и электропровода в сварке алюминия.
-
5 часов назад, Точмаш 23 сказал:
Так что же случиться с баком для горячей воды из АМг2 в бане? Что же там с ним произойдет,если использовать пруток 5356?
Даст растрескивание в околошовной зоне.
-
8 часов назад, welderman сказал:
Так и никто и не говорил, что бак-для горячей воды.И в шве, при использовнии данной присадки, с АМг2 будет иной материал, отличный от 5356,вследствие разбавления и перемешивания.
Оптимистично, еслиб для холодной воды,то сомневаюсь,что человек бы указывал для бани.Вы сами то верите в то что присадка легированная 5% магния настолько перемешается,что в сварочном шве станет менее 3% магния,либо надеетесь на какое-то невероятное бинарное соединение. Естественно, как написал ниже Валерий требуется другой присадочный материал, но условие заказчика ограничивается только 5356 и 4043.
И не стоит говорить что таких присадок не достать,я так же как и все приобретают присадочный материал в интернете.


-
1
-
-
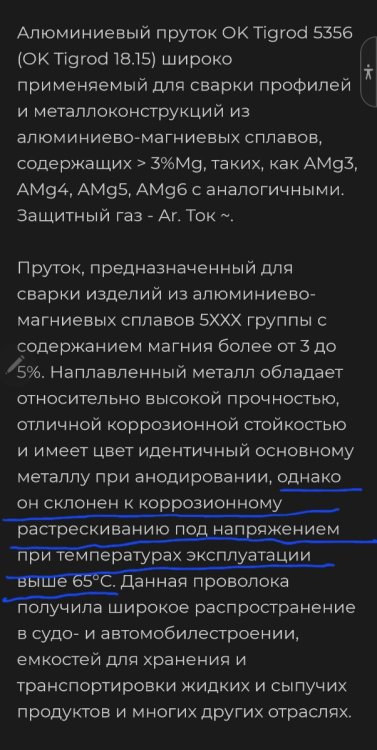
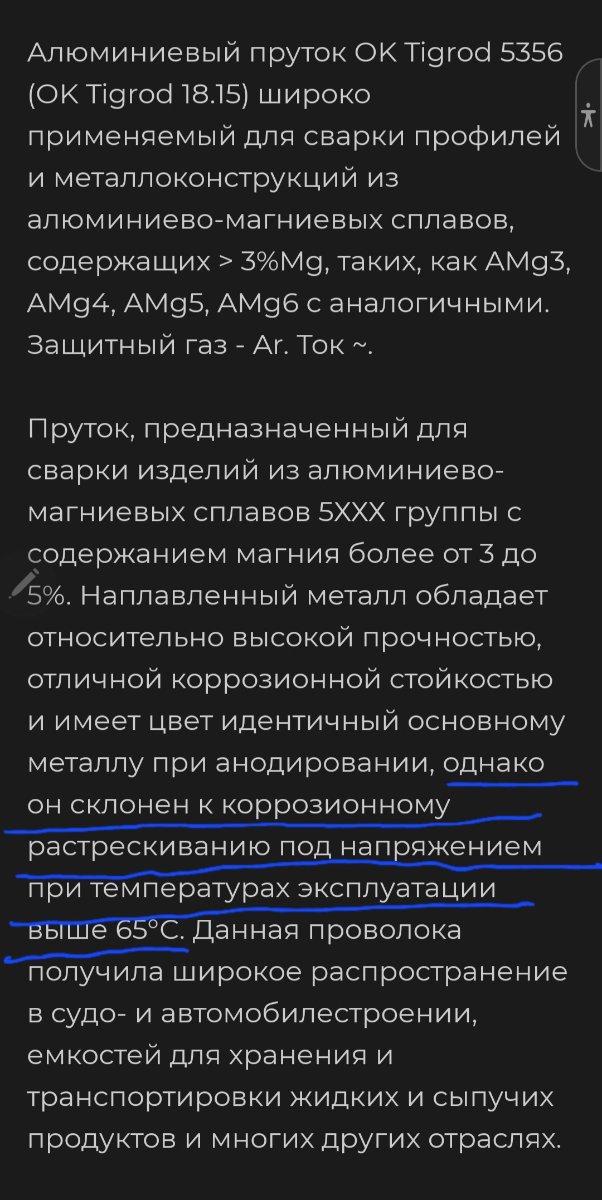
Вы конечно все молодцы много написали про свариваемость и не кого не смущает, что бак подразумевается в баню,в каких температурных режимах он будет работать и находится. Осмелюсь заметить, что 5356 имеет рабочий режим 65⁰. Я уже писал в предыдущей теме в присадочных прутках,но не стал лезть в дебаты,так как понял,что это бесполезно.
-
1
-
-
В 23.06.2023 в 19:20, Точмаш 23 сказал:
Слушайте, Минерс, что такое сплавы серии 2ххх? Что такое дюралюминий?
Научно-технический журнал "ТРУДЫ ВИАМ" 2018г,№2
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ
«ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВИАЦИОННЫХ МАТЕРИАЛОВ»
НАЦИОНАЛЬНОГО ИССЛЕДОВАТЕЛЬСКОГО ЦЕНТРА «КУРЧАТОВСКИЙ ИНСТИТУТ»
ГОСУДАРСТВЕННЫЙ НАУЧНЫЙ ЦЕНТР РОССИЙСКОЙ ФЕДЕРАЦИИАлюмоматричные композиционные материалы на основе сплавов серии 2ХХХ
с добавлением частиц SiC
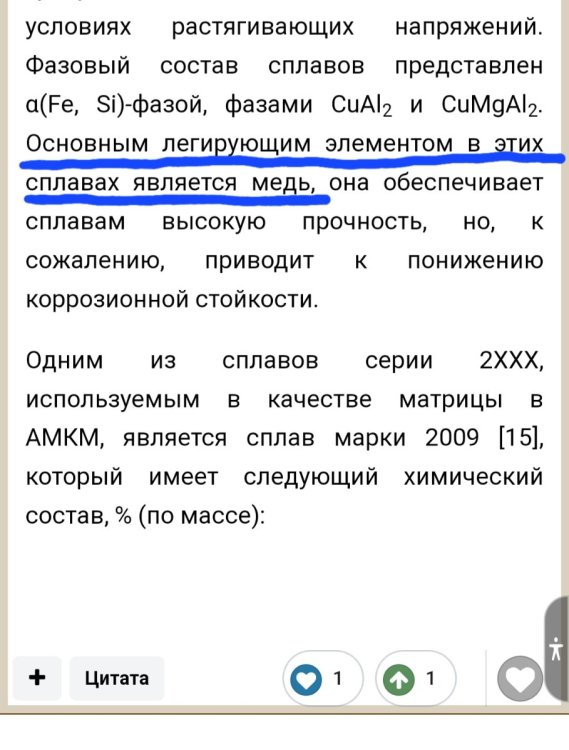
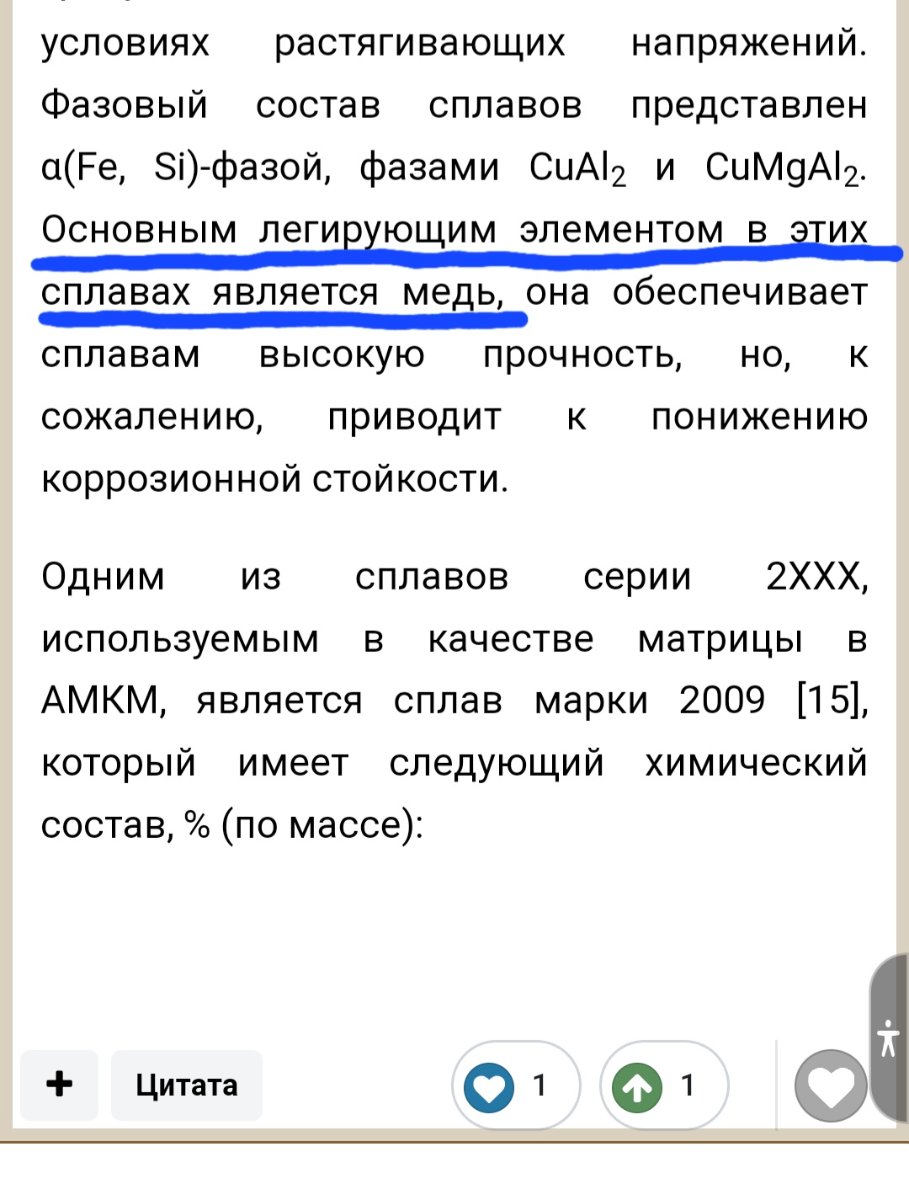
Сплавы серии 2ХХХ относятся к сплавам системы Al–Cu–Mg. Сплавы применяются в основном в естественносостаренном состоянии и уступают по прочности высокопрочным сплавам системы Al–Zn–Mg–Cu, однако имеют преимущество перед сплавами типа В95 по выносливости и сопротивлению росту усталостной трещины. Поэтому сплавы системы Al–Cu–Mg применяются для деталей, от которых требуется повышенная выносливость в условиях растягивающих напряжений. Фазовый состав сплавов представлен α(Fe, Si)-фазой, фазами CuAl2 и CuMgAl2. Основным легирующим элементом в этих сплавах является медь, она обеспечивает сплавам высокую прочность, но, к сожалению, приводит к понижению коррозионной стойкости.
Одним из сплавов серии 2ХХХ, используемым в качестве матрицы в АМКМ, является сплав марки 2009 [15], который имеет следующий химический состав, % (по массе):
Не буду спорить, не интересно, так как выглядит, что потребуется рассматривать с азов,для ясности оставлю соединения сплавов второй серии Al-Cu, Al-Cu-Ni-Mg, Al-Cu-Si, Al-Cu-Mg, Al-Cu-Mg-Si.
В вашем выставленном фрагменте текста этой обширной темы в принципе уже есть ответ данного вопроса,подчеркну его.
-
1
-
-
1 час назад, Точмаш 23 сказал:
Перечисленные сплавы имеют косвенное отношение к серии сплавов 2ххх. Так как в этих сплавах отсутствует магний( или есть его следы), то они хорошо свариваются. Это система Al-Cu. Допустим, топливные баки(сварные) ракеты Энергия были изготовлены из сплава 1201. Это российское обозначение, а по ISO 2219 AiCu6Mn. Так что 2219 не предназначен для сварки сплавов серии 2хххх AL-Mg-Cu ,то есть дюралюминия, хотя в этой серии есть исключения Д20
Вы вносите путанницу,сплавы серии 2ХХХ прописываются соединением AlCu,а AlMg это уже 5ХХХ серия сплавов.
-
1
-
-
18 часов назад, Nick5228 сказал:
Не нашёл в таблице присадку 2585(алюминий),хотелось бы узнать о применимости
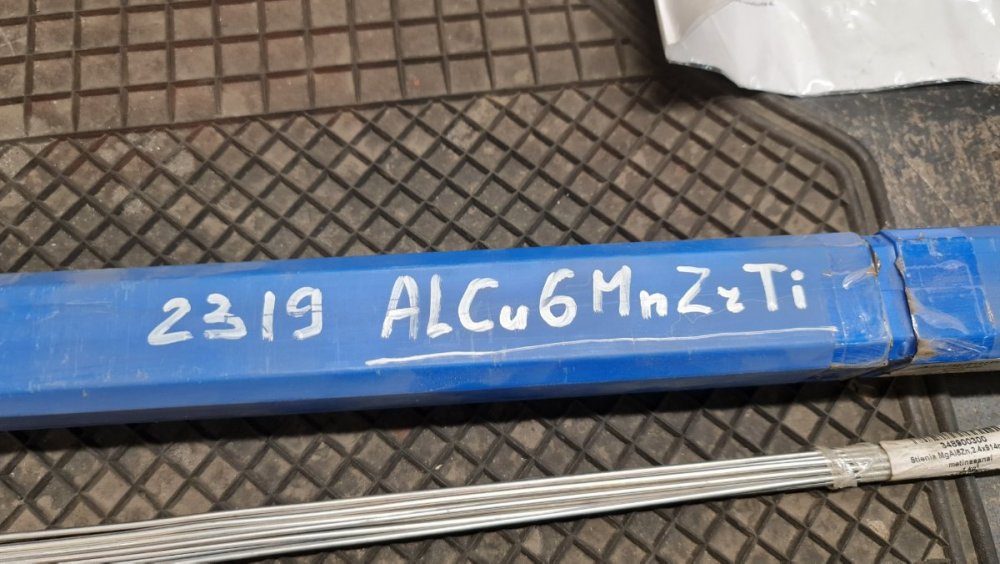
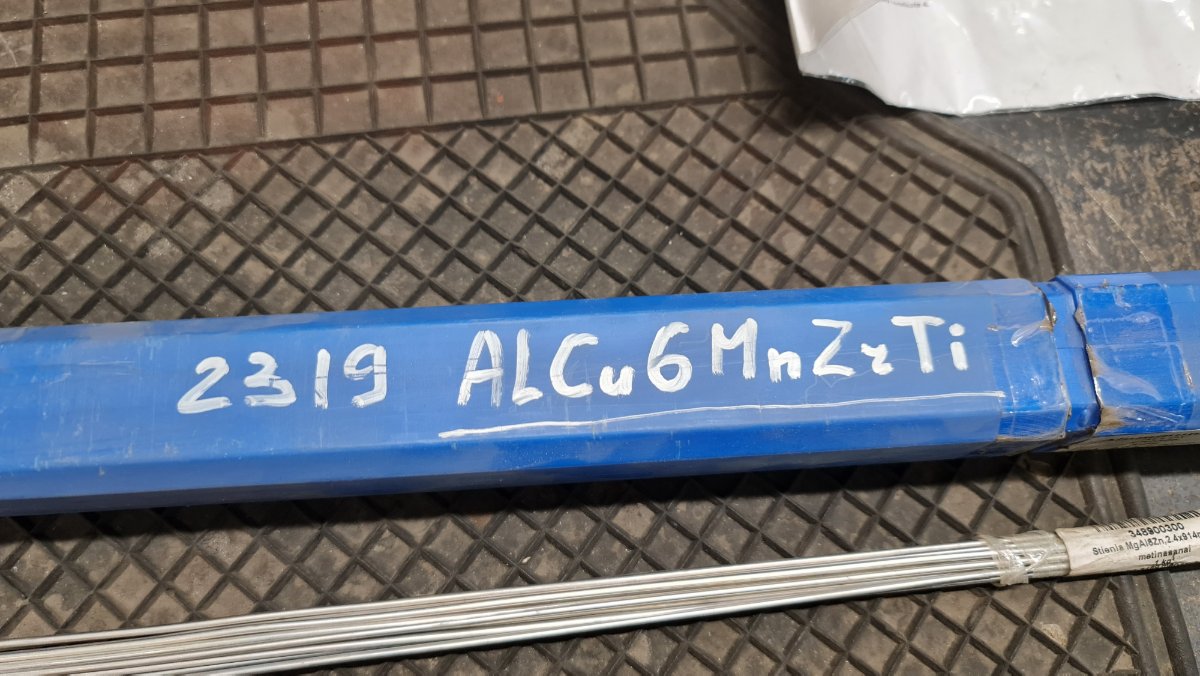
Из 2ХХХ серии сплавов существует присадочный пруток 2319 и такие сплавы как 2219,2419,2519 имеют хорошую свариваемость.


-
Химический анализ металлов и сплавов доступными средствами для малых ремонтных мастерских.
-
5
-
-
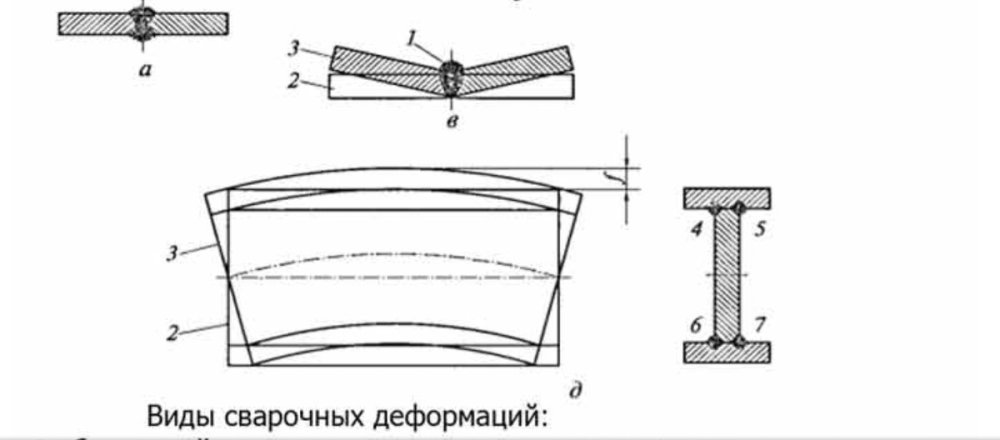
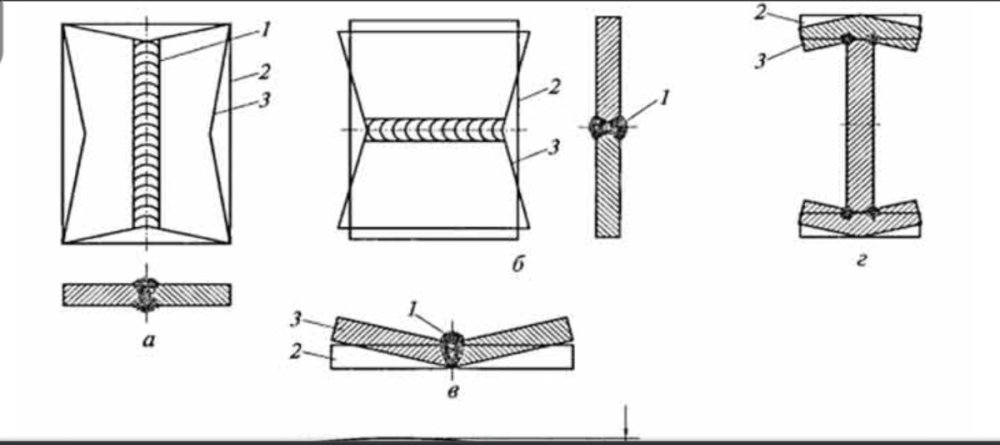
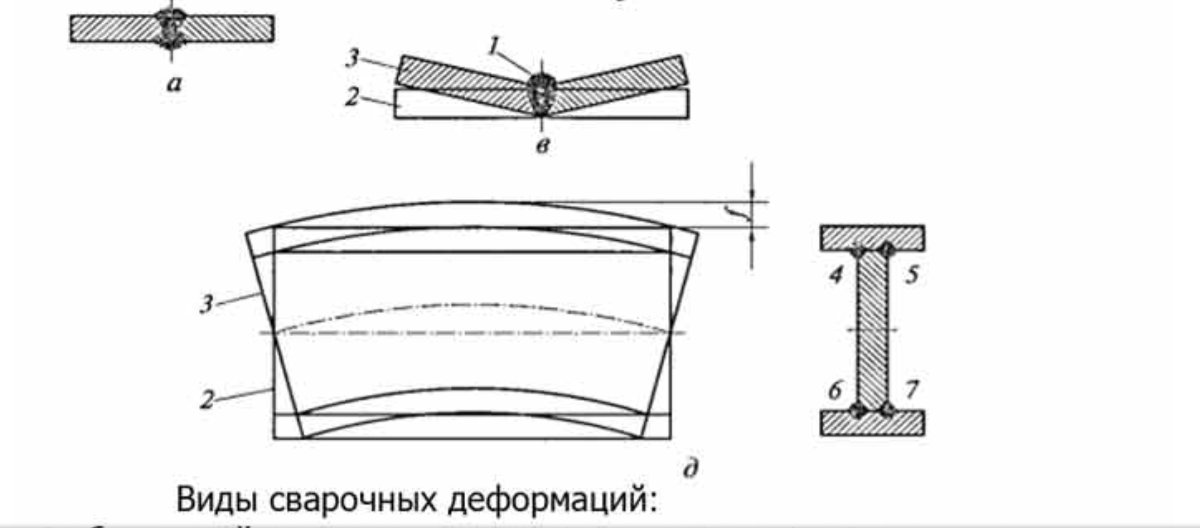
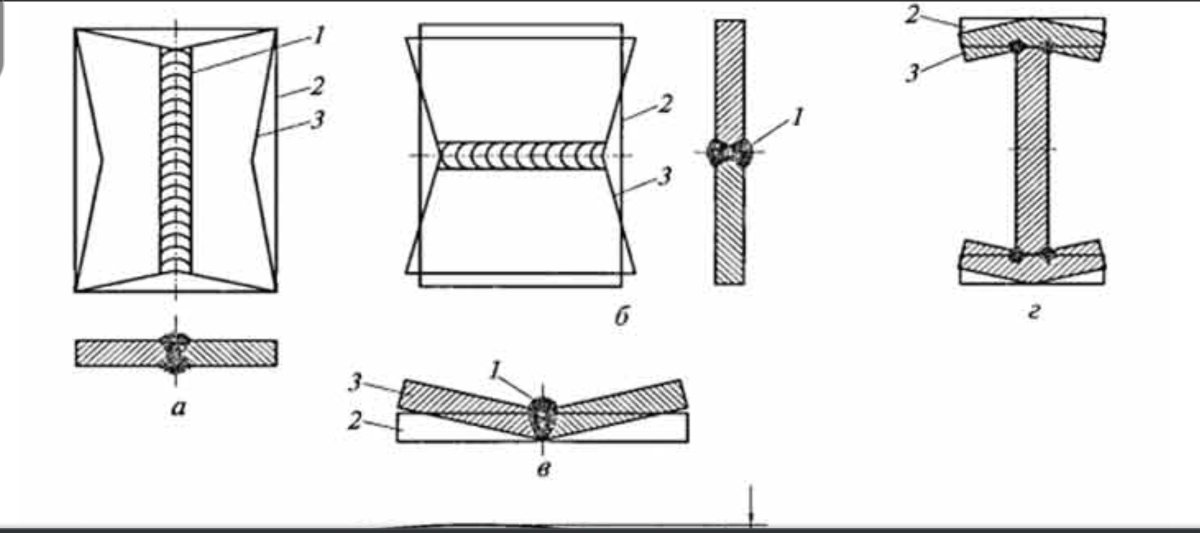
Технология сварочного процесса при разделке и деформации автомобильных дисков.
-
5
-
-
В 19.03.2023 в 21:01, BUTCHER сказал:
Глушитель титановый, был снят со старенького Москвича и отдан на заклание местному авторитетному сварюге)
Пациент спасён)








Впечатлен,спасти такого пациента, нужно ещё суметь ) после варваров.)
-
2 часа назад, Точмаш 23 сказал:
Донный теплообменник ванны хромирования,45я труба. Лет 12 назад сваривался стык. Насколько помню, аппаратом ВД 306 без должной газовой защиты и "лапшой" 4на 5мм
Я правильно понял,это аппарат тот самый ВД 306 большой трансформатор с крутилкой на верху РДС,я на таком начинал работать ручкой ещё при СССР..
Удивил и как на нем пост газ выставить.
Возможно сейчас какой-то другой аппарат так называется.
-
16 часов назад, selco сказал:
Игорь согласен , но сейчас как бы "санкции " , но найти можно что угодно .
Бак сваривал 5356 , извени за поздний ответ.
Вот вчера посмотрел 5754 и отписано было что Есаб прекратил ее выпуск , сегодня не смог найти ее в каталоге Есаб сайта (русскоязычного) и наборчик по Ал сплавам скудный даже очень скудный .
https://www.esab.ru/ru/ru/products/filler-metals/tig-rods-gtaw/aluminium-rods/index.cfm
Вот у Тена гораздо больший выбор .
http://tctena.ru/oborudovanie/manipulyatoryi11/materialyi-dlya-svarki/aluminium
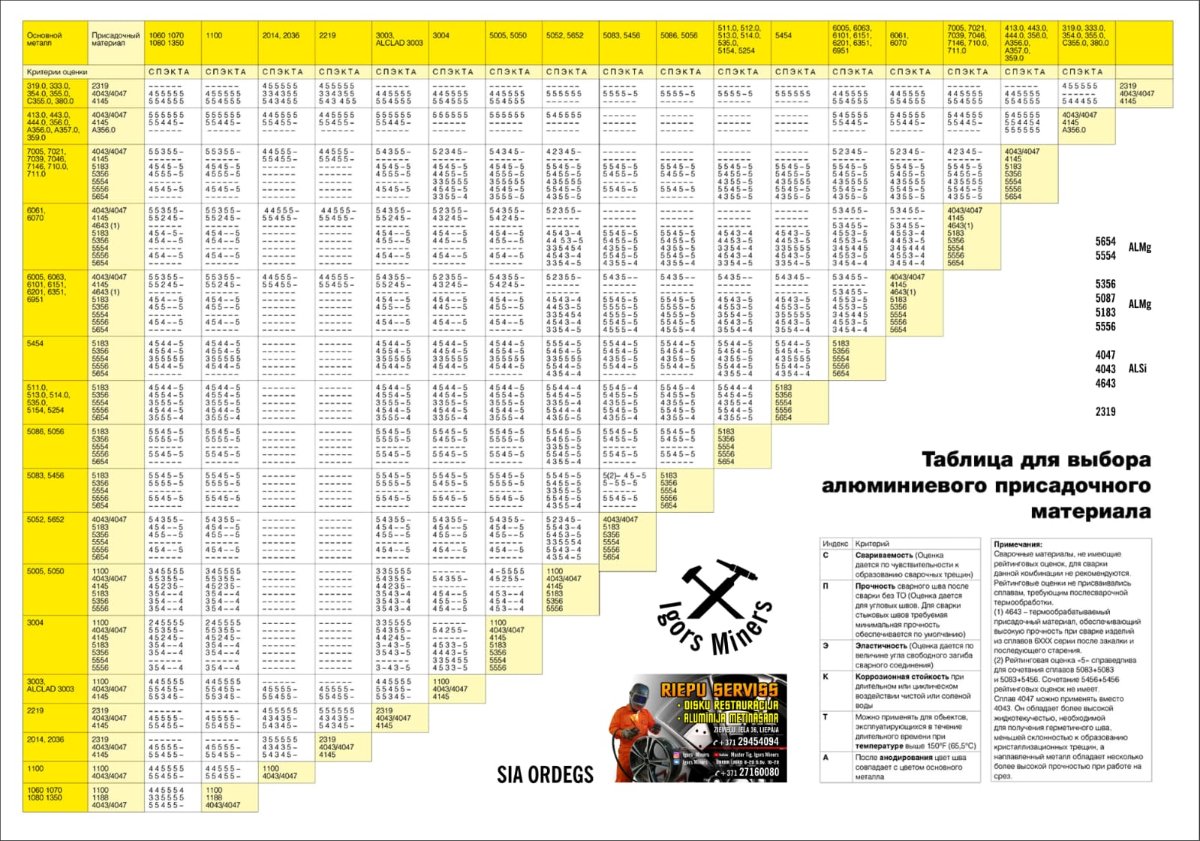
Я бы даже сказал,что такую таблицу желательно всем распечатать на стенку,хоть и свариваем,чем придётся, но знать обязаны,чем нужно былоб.

и таблицу качества шва взависимости от выбранной присадки исходя из своих реалей.
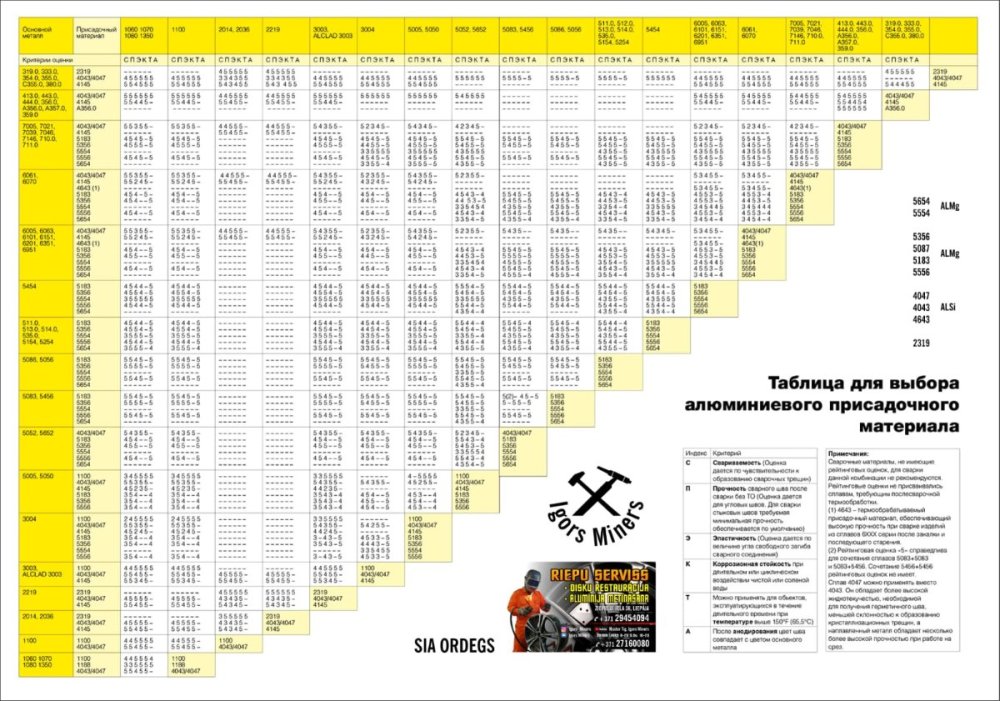
По мере возможностей приобретать необходимый присадочный материал, для ответственных работ.
-
3
-
-
11 часов назад, Точмаш 23 сказал:
В принципе можно привести всю группу св. 5ххх, а 99% -я реальность - это 5356, исходя из доступности и ассортимента торговых точек.
Конечно же я понимаю,но не поддерживаю это и не кого не хочу упрекать, сам за частую исходя из реалей и объёма не всегда использую идеально качественно подходящую присадку.
Но спрос рождает предложение и еслиб все интересовались и спрашивали бы нужную присадку,то и на прилавках магазина она бы тоже появилась.В интернете её же можно купить ( в отличии от бытующего мнения,что в Европе всё на прилавках есть - это не правда,я приобритаю через интернет)былоб желание,раньше 20 лет назад многие сваривали проводами от высоковольтных линий,оправдывая дороговизной и недоступностью присадочного материала, так как в основном были только бухты (катушки полуавтомата),а прутки таскали с завода,перешёл на сварку алюминия с 97 года и всё это проходил не по наслышке. Когда шов не держит сваливают на гавносплавы либо на масло,как будто металл на столько гидроскопичен,что впитывает масло,как губка )).
Тоже самое происходит и со сваркой сталей.
-
2
-
-
22 часа назад, Точмаш 23 сказал:
А какой там в принципе можно использовать материал на АМг 3?
5754


и конечно же еще алтернативные ближайшие по составу,потому и поинтересовался.
-
3 часа назад, selco сказал:
Воскресенье , но баки и в сей день неожиданно и негаданно для хозяев дают течь , поправили .

Валер,неплохо бы было ещё знать,какой присадочный материал использовал.
-
В 06.02.2023 в 16:14, Алексон сказал:
Всем доброго дня , подскажите где можно приобрести такие фартуки , под различные диаметры

На Али видел продают,но проще сделать самому и быстрее выйдет.
-
1
-
-
3 часа назад, Точмаш 23 сказал:
Одна из проблем производства, это складское хранение оснастки:приспособления занимают слишком много места и могут изредка использоваться.
Вот спасибо, интересно всегда глянуть на оснаску,оборудования и приспособления,так как диски это конечно хорошо, но довольно избитая тема,а вот кто что использует при ремонте, очень даже интересно и полезно,к примеру даже такой казалось бы незначительный момент,как и куда цеплять массу, чтоб не повредить сам диск,так как на алюминии любой прострел на массе чревато.

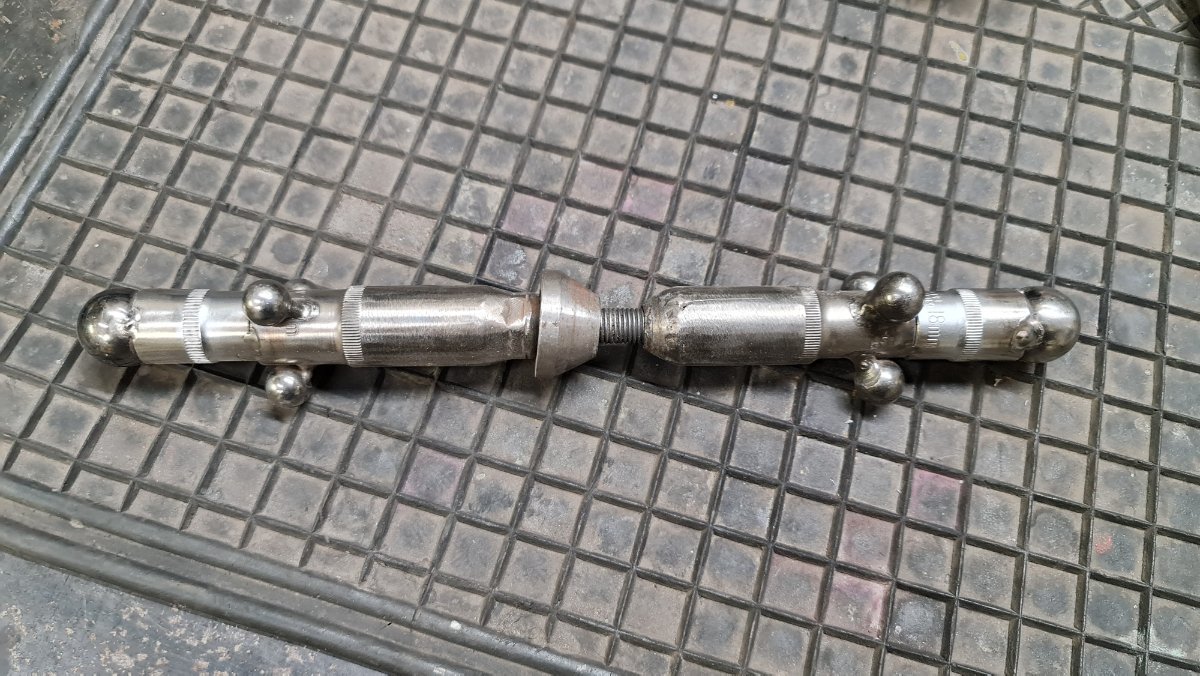
к примеру у меня жезл всевластия дисками ))
-
 1
1
-
6
-
-
В 25.02.2023 в 18:05, Точмаш 23 сказал:
Диск БМВ . Подставка позволяет выставить диск в удобное для сварки положение. Доводка намного больше времени занимает, чем сварка.
![IMG_20230225_151653[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/811123602_IMG_20230225_1516531.thumb.jpg.166ee10787c17d602080326180e24c49.jpg)
![IMG_20230225_151757[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1009714451_IMG_20230225_1517571.thumb.jpg.f205fb0c278aefa6da8b6018f0be0eab.jpg)
Диск,это конечно хорошо,но вот лично мне и другим наверное тоже, хотелось бы больше увидеть про функционал подставки под диск,так как в условиях маленькой мастерской, не все могут позволить себе отдельный столик как у меня для дисков,поэтому былоб не плохо увидеть саму подставку.

так выглядит, мой столик.

-
В 15.02.2023 в 12:34, Точмаш 23 сказал:
Коробка Ауди AlSi93Cu. Пятимиллиметровая вставка АМц.
![IMG_20230215_104036[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/638979279_IMG_20230215_1040361.thumb.jpg.f55073ffdd70d9e73c4344ab6f6d7096.jpg)
![IMG_20230215_110014[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/978397071_IMG_20230215_1100141.thumb.jpg.30ab7b32de917b7618ff8f9a57c31ad0.jpg)
![IMG_20230215_110635[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/162142765_IMG_20230215_1106351.thumb.jpg.6c269e6729754bd61b2e36856cd1a524.jpg)
![IMG_20230215_111143[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1693728958_IMG_20230215_1111431.thumb.jpg.6735d8db602321a9d825b87a5aef4b38.jpg)
![IMG_20230215_114014[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1087309333_IMG_20230215_1140141.thumb.jpg.90c823c6f1471658c38847efac0a2874.jpg)
Хочу думать, что вы ошиблись в написании формулы сплава,так как 93% кремния в сплаве алюминия просто невозможно быть и ещё интересует какой присадочный пруток использовали,так как в идеале было бы 4145.
Пользуясь случаем хочу показать форумчанинам,как выглядит тоже довольно редкий присадочный пруток 2319 для некоторых дюралюминиевых сплавов.

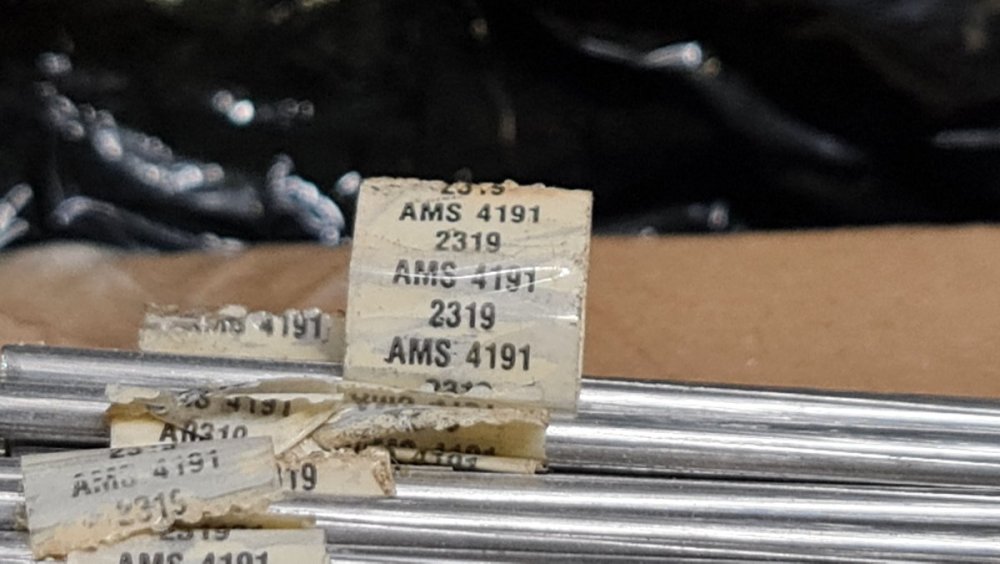
каждый пруток промаркирован отдельно непромокаемым шильдиком.)
-
1
-
1
-


















![IMG_20230225_151653[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1443431510_IMG_20230225_1516531.jpg.04bcdebe4680cc54b3e8069d16107d1c.jpg)
![IMG_20230225_151757[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/2068577781_IMG_20230225_1517571.jpg.bc9ce12773fe26c357acd76de86f916d.jpg)


![IMG_20230215_104036[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/188449085_IMG_20230215_1040361.jpg.ac34bdeb5e0f10aedfb7152dbe12e84a.jpg)
![IMG_20230215_110014[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/755210141_IMG_20230215_1100141.jpg.ac4afeacef9f8a99e3a43e877eeb2283.jpg)
![IMG_20230215_110635[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/497433674_IMG_20230215_1106351.jpg.fd57b79e73de0c874bed530bf3d5b66f.jpg)
![IMG_20230215_111143[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1872573736_IMG_20230215_1111431.jpg.9c1323cb714c810f44e7fe4fa1c14636.jpg)
![IMG_20230215_114014[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_02/1406686823_IMG_20230215_1140141.jpg.6aa8ab6c0e6a65e902f897506e42245a.jpg)

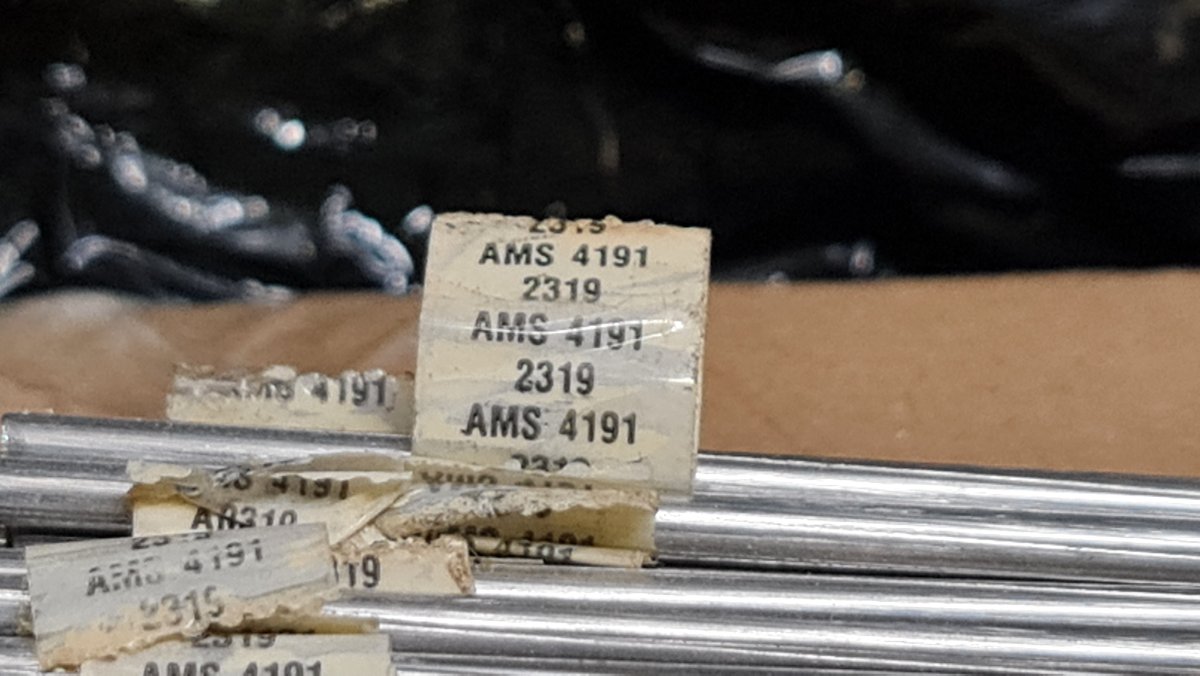
Таблица выбора алюминиевого присадочного материала.
в Аргонодуговая сварка — TIG
Опубликовано
Присадочный материал,для литейных сплавов AlSi9Cu3 и подобных этому сплаву.