

vmednik1
-
Постов
224 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные vmednik1
-
-
металл ведь и с новья не гладкий. А поеденный коррозией и подавно. Он весь в микрократерах. Сдаётся мне, что зерно песка просто крупнее, чем кратер коррозии в металле, поэтому вершинку песок счищает, а дно остаётся в окисле.
В прошлом сообщении забыл добавить, что стараюсь водичкой и щёткой (ёршик для бутылок) с жидким мылом промывать после грязевого флюса. Получившаяся после его применения чёрная бодяга отлично смывается мыльной водой.
Пескоструй гораздо эффективней чем та же щетка по металлу. Раковины вычищает очень хорошо, зависит от фракции (Величины зерна) абразива. Коррозия на латуни, как правило, образуется с внутренней стороны, она заметна по характерным красным точкам. Кстати, а что за "грязевой флюс"? Не на основе ли глицерина?
-
 2
2
-
-
есть такое дело. 2-3 раза грязевым флюсом протравливал, потом обычным лудил. Только обратная сторона трубок тяжко крючком загоняется, приходится подпаивать. Пришёл к выводу, что это банальная гниль, т.к. радики попадались с лесной техники и травой хорошо были забиты. Под травой в трубках тонкие как иголка дыры.
Ну, да, коррозия. Это агрессивный антифриз(тосол) вступил в реакцию с припоем. Этиленгликоль реагирует с припоем, образуя соль. Примечательно то, что эта гадость удаляется только механически.Бывает, что трубки не всегда страдают от такой ОЖ, зависит от качества материала из которого сделаны, но бывает и наоборот. Большие дыры законопатил, опрессовываешь, а воздух пошел сквозь металл. Обидно.Только дело в том, что Александр зачищал пескоструем, по логике вещей все зачищено до блеска металла.
-
2
-
-
- Популярный пост
- Популярный пост
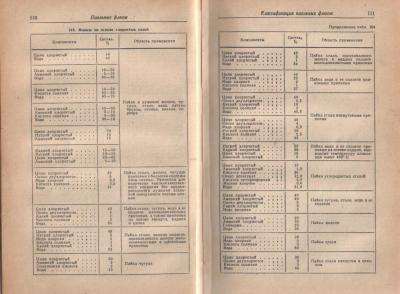
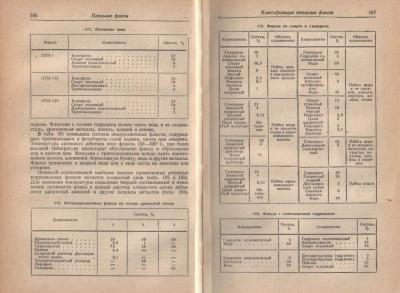
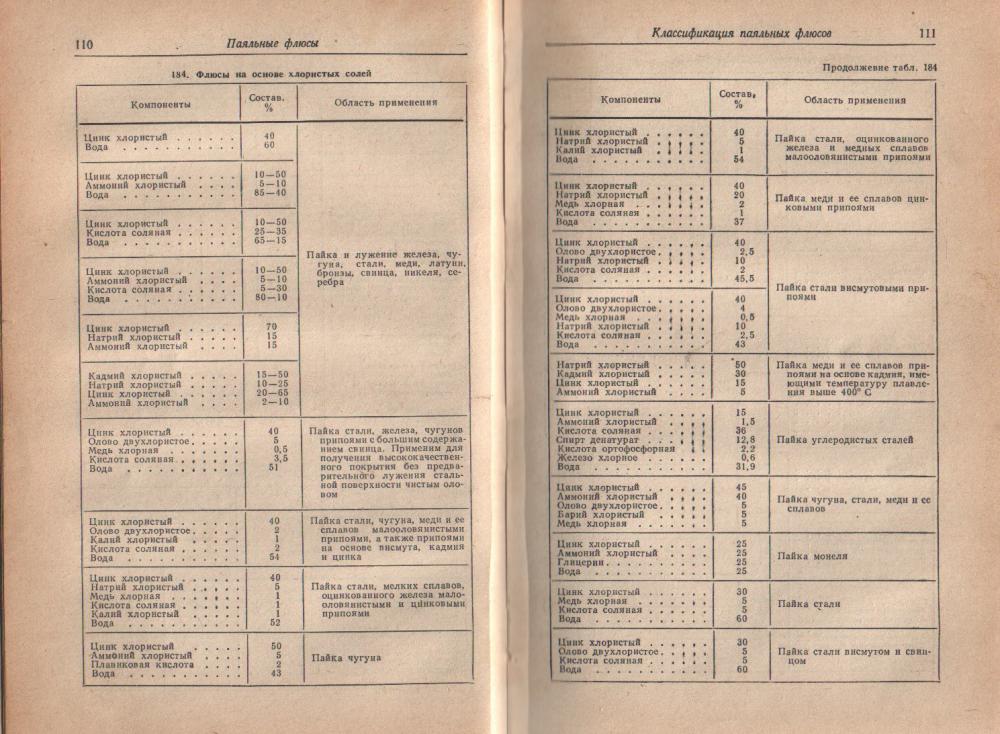
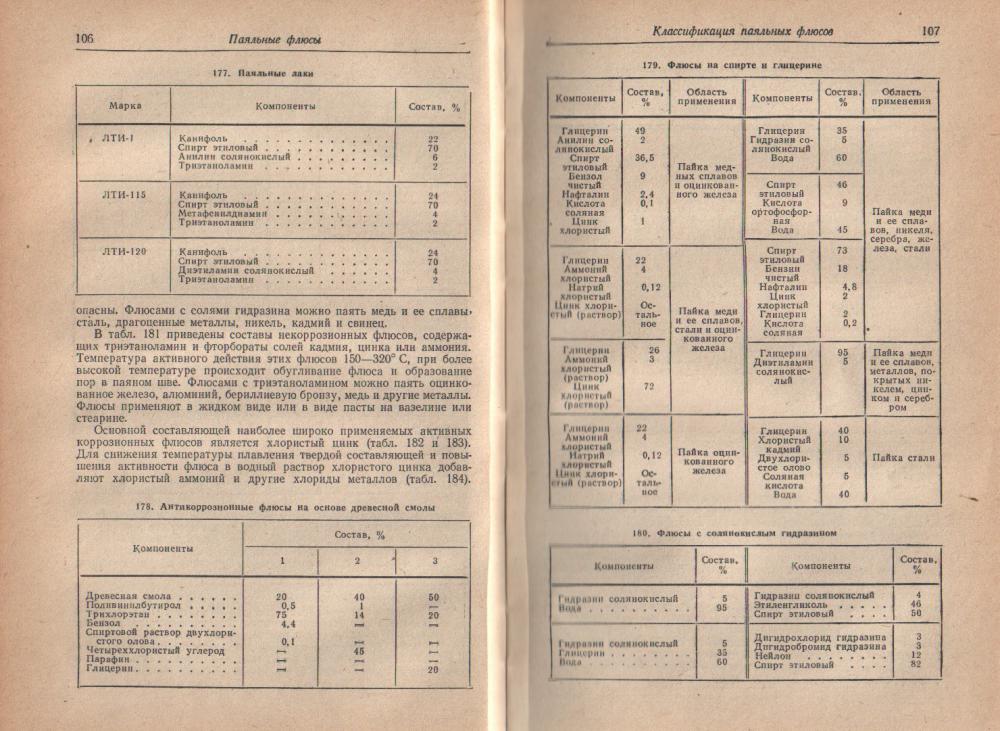
На всеобщее пользование. Составы некоторых активных флюсов. Вроде как бы и много лишнего, но многокомпонентные флюсы имеют свою прелесть. У каждого свой оптимальный температурный режим, когда флюс наиболее активен. Мы же не чистим картошку большим тесаком для мяса, а берем нож поменьше, а еще лучше специальный. Так и здесь. К примеру можно немного помучавшись паять нержавейку латунью при помощи буры, а если взять Ф201, который легирован медью, марганцем и алюминием, пайка будет легкой. Многие из них я пробовал. Скажу что впрок такие вещи приготавливать не стоит, и потом, процентный состав можно соблюдать не полностью, по ходу работы уже можно будет понять какой ингредиент стоит добавить. Я давно уже не счищаю краску с доньи, работаю флюсом на глицерине, там их масса. Только еще добавляю соляной кислоты. Недостаток, правда тоже есть, дыма много, как от флюса, так и от краски.Заимствовано из справочника Лакедемонского. Год точно не помню, но, кажется начало 70-ых. Экспериментируйте.
-
11
-
Да, но только не бачки, а трубки к донье. Сами трубки хорошо облуживались, но припой на донье катался и не смачивал.
На бачки и доньи идет один и тот же материал. Хотя если используешь ПОС 61 такое может случиться из-за перегрева припоя и холодного изделия. Но опять же, ты достаточно опытен и грамотен в таких вещах. У меня бывали накладки, но чтоб так вот. Не припомню я.
-
Дело в том, что применяю на радиаторах только пескоструй, в качестве песка только электрокорунд. После пескострую паяется всё на ура, но вот три случая у меня было и только на камазовских, которые без турбонаддува(низкие).
Очень часто встречаюсь с этим на корейских автобусных бачках.Тогда вполне возможно виноват сам металл. Вернее одна из его характеристик - пористость. Либо при предыдущем демонтаже лишканули с нагревом металла, отчего и увеличилась пористость. Хотя штамповка достаточно уплотняет металл, другого объяснения на данный момент не вижу. Мне сегодня попался радиатор со стальным бачком, с нанесенной гальваникой латунью, тоже лудится не айс. Но речь шла о латуни же. Потом есть еще марка латуни легированная алюминием, она паяется не очень хорошо, но изготовление бачков для радиаторов из нее это слишком дорогое удовольствие.
-
1
-
-
латунь может такая была?
На бачки идет латунь марки Л63, на трубки Л90. Но это по технологии. С другой стороны могут сварить металл из латунного лома, он имеет классификацию от Л1 до Л23. и не рафинируют. Тогда там выходит уже не пойми чего. Мне не раз попадались трубки радиатора, которые колятся как стекло. Или бачки с трещинами уже при выходе с самого завода, обильно покрашенных. Избыток цинка в сплаве придет излишнюю хрупкость металлу, для холодной штамповки его не должно быть больше 30%. В сегодняшнее время я уже не удивляюсь такому, ибо времена ОТК канули в лето.
-
2
-
-
@vmednik1, Валера, с камазовскими радиаторами никогда с такими не сталкивался: зачищаешь всё как обычно, кислота, а олово латунь не смачивает. Опять зачищаю и так повторяется несколько раз(3-5)и только потом всё спаивается. Было у меня такое 3 раза и только на камазовских. В чём проблема так и не понял. Может ты с таким сталкивался?
Я заметил, когда я пользовался металлической щеткой или крон щеткой, то пайка или лужение затруднительно, причем не обязательно какой радиатор. Грязи "втирается" в металл. Поэтому после щетки я всегда прохожу чем-то другим шкуркой, напильником, потом промываю водой перед пайкой.Больше таких проблем у меня не возникало.
-
2
-
-
Немного про боковые стойки, я как-то на ютюбе выкладывал уже видео. Сейчас можно сказать есть возможность в замедленном виде показать. Опять же тот ГАЗ дизель. Рвет их с контактной сварки почем зря, а то бывает и с "мясом" оторвет. Раньше такими неисправностями я справлялся при помощи латунного винта М3 и гайки, все было прекрасно, но то касалось бензиновых двигателей. Да, и то, зачастую стойки просто отрывали, чтоб дыры залатать, а там трава не расти. С дизельными движками вариант с винтом и гайкой не прокатил. Каким-то волшебным образом пропаянная гайка умудрялась откручиваться и стойки опять болтаться начинают и появляется течь. Тогда я стал ставить медные заклепки. Все хорошо было пока не столкнулся с радиаторами на Валдай и ГАЗ дизель. Обычный тракторный двигатель работает ритмично и очень энергично.Заклепок хватало на полгода, на некоторых год. Затем снова появлялась течь. Стал с внутренней стороны ставить накладки на заклепки. Все, жизнь наладилась. Даже изрядное количество припоя с внутренней стороны доньи не помогало. Картинки прилагаются. Может кому и сгодится. Это, кстати, один и тот же радиатор у которого проблема с патрубком была. Да, и еще один момент, когда мне приносят такие вот радиаторы и бывает необходимость в демонтаже нижнего бачка, то я всегда пропаиваю заново патрубок твердым припоем горелкой вне зависимости течет он или нет. После хорошего нагрева металл становится более пластичным и риск, что патрубок оторвется сводится к минимуму.

-
4
-
-
Вопрос такой кто как отличает свою пайка от чужой?Или метки какие ставите
Конечно отличаю. У каждого свой почерк работы.
Такие радиаторы ремонтировать одно удовольствие, легендарное качество! Такого теперь не делают.
Потому что было ОТК.
-
1
-
-
А у меня возник вопрос, кто сколько времени тратит на допустим камазовский радиатор? Я его могу день а то и два делать. Ну вот прям не мое это, пайка...
Все зависит от степени испорченности радиатора. Заранее никогда не обещаю. Работа непредсказуемая. Зависит от многих факторов, начиная от материала из которого сделан, на какой ОЖ эксплуатировался и, главное, кто до меня туда лапы совал. Одно дело за собой ремонт продолжать, когда радиатор тебе постоянно возят, то достаточно скоро дело идет. А вот опосля кого-то тут уже сложней. На этот радиатор с КАМАЗа ушло два дня. Очистка, правка бачка, боковые стойки отлетели и еще что-то там по мелочи было. Что примечательно, радиатор был старый, на нем еще "Сделано в СССР", а ремонтировался прям сам бегом.

-
6
-
-
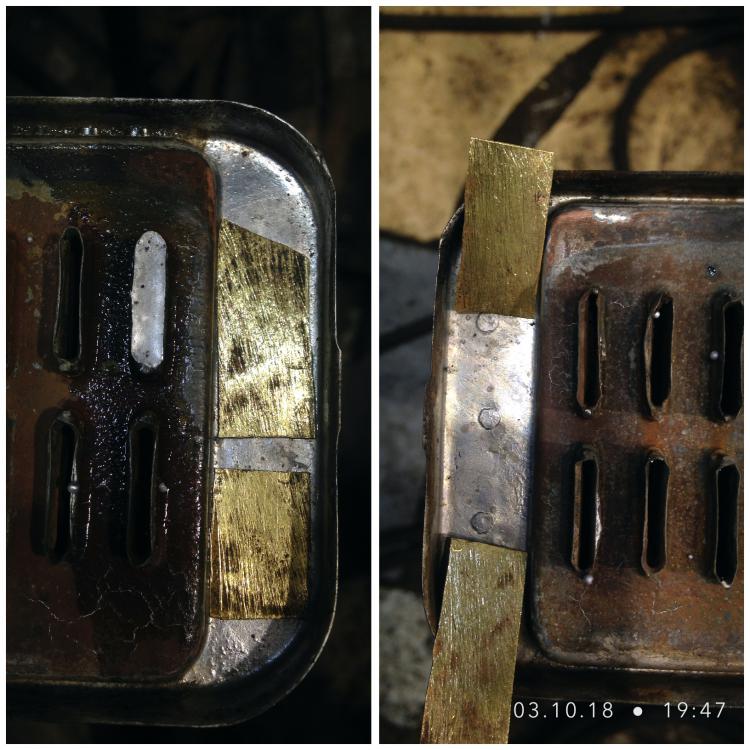
Иногда бывает необходимость воспользоваться при ремонте радиаторов припоем марок ПМЦ или им подобным. Здесь важно свести контакт припоя ПОС и ПМЦ к минимуму, в против случае получится, либо дыра, либо спаяется так, что без трудностей не разберешь изделие. У меня, к сожалению, много таких радиаторов побывало на исправлении. В данном случае радиатор с ГАЗ двигатель дизель. Радиатор Лихославльского завода, достаточно приличный. Оторвало нижний патрубок с бачка, он по технологии паяется твердым припоем. Человек решил его подпаять также твердым припоем, но не избавился от излишка припоя ПОС. Соответственно все перемешалось и спеклось так, что я с трудом демонтировал нижний бачок. Он (человек) работал твердым припоем не демонтируя бачка. В итоге получилось не пойми чего. Паять твердым припоем не снимая бачок можно, но нужно было из шва удалить часть припоя ПОС, чтобы он не смешался с ПМЦ. Я такое проделывал много раз и на разных радиаторах, максимум что грозит, так это распайка трубок, но их всегда можно починить. Вот картинки как пришлось чинить паз доньи и заново перепаивать патрубок. Его, кстати, придется еще и править, его привезли каким-то измятым. Но поправлять такого рода вещи нужно когда бачок будет сидеть в донье радиатора. Жесткость лучше. Фото патрубка с внутренней и внешней стороны. В паз доньи вставил полоску металла нужной толщины и зафиксировал небольшой струбциной. Железку лучше ржавую, чтобы случаем не припаялась. Паз после пайки и зачистки.



-
8
-
-
@vmednik1,надо собрать все. централизованный стенд для радиаторов со своей вытяжкой. а то основную включить и дубак за 3 минуты в гараже=)
Что-нибудь все равно надо предпринять.
-
у меня ее совсем нет

клиент должен быть постоянный=)на экспорт ШААЗ лепит не плохо.
Тогда дело труба
-
Валера, самое интересное, что данный радиатор опять принесут через полгода и на соседних трубках, рядом с пайкой, олова опять не будет

Как я тебя понимаю! У меня с некоторыми до ругани доходило. То ли действительно не понимают, что заводской брак, то ли "дурака включают". Я такие "изделия" заново перепаиваю. Если человека устраивает, то хорошо, ежели нет, тогда попутного ветра в спину.
-
напрягался при пайке радиаторов из-за краски
Я пользуюсь флюсом состав его написал его в комменте под видео. Его недостаток сильно дымит, необходима хорошая вытяжка.
Интересно, куда девается олово или это так за заводах пропаивают?
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20180930_1711501.jpg
Я полагаю, что краска дешевле, чем припой. А олово на базар.
-
 1
1
-
4
-
-
откуда такая грязь?
Когда основной радиатор подтекает, то иногда засыпают "стоп-течь", но кран отопителя не перекрыли. Вот и результат. Такую грязь может нанести и в процессе эксплуатации, он же в середке стоит.
-
1
-
-
- Популярный пост
- Популярный пост
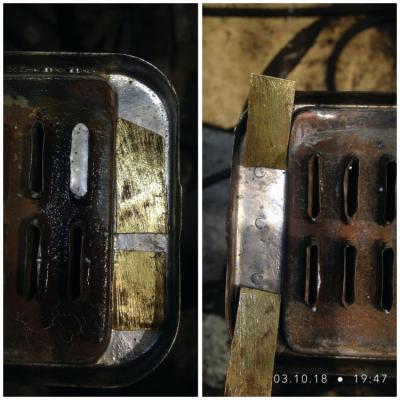
Начинается отопительный сезон, а кого-то возможно уже идет давно. Хочу поделиться некоторыми моментами в ремонте радиаторов отопителей. Суть дела. Иногда приносят и просят "чуть-чуть подпаять", мол печка греет хорошо.Есть правда небольшое "но". Дело в том, что отопитель стоит в средней точке отопительной системы автомобиля, ну или где в этой зоне. И, зачастую, работает как фильтр-отстойник. В такой массе грязи и всевозможной взвеси сложно порой найти это пресловутое "чуть-чуть". Одно или два места починил утечки, так она проявится где-то в третьем или четвертом. Я разбираю радиатор отопителя, вытряхиваю оттуда грязь и собираю его как положено. Это у меня стало правилом. Либо так, либо никак. Так и говорю это человеку, который ко мне обращается за помощью. Для пущей убедительности предлагаю фото отопителя. Человек принес с "чуть-чуть" подтекает, но греет хорошо. Предварительная опрессовка воздухом утечки не показала. Так что, кто хочет, то берите на заметку такой подводный камень. Избавите себя от лишней работы, да и для репутации только плюс.

-
14
-
с целью исключить биения.
Это не особо актуально, ибо обороты не слишком большие. Я в свое время тоже работал фрезой. Ускоряет процесс, факт. Но инструмент достаточно хрупкий, ломкий, тупится.А в отработанных кругах от болгарки нет нехватки. Однако фрезу не стоит не до оценивать, в углах с малым диаметром фрезы просто приятно работать. С другой стороны, кто к чему привык.
-
3
-
-
содержимое радиатора, жалко рыбы не оказалось. http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1983.JPG интересная заплаткаhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1984.JPG немного почистил http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1985.JPG собрал http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1987.JPG
сделал себе вот такую штуку для зачистки http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1986.JPG на сегодня лучший вариант , работать с ней просто душевно.
Вот картинка.

-
7
-
-
содержимое радиатора, жалко рыбы не оказалось. http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1983.JPG интересная заплаткаhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1984.JPG немного почистил http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1985.JPG собрал http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1987.JPG
сделал себе вот такую штуку для зачистки http://websvarka.ru/talk/public/style_images/master/attachicon.gifDSCN1986.JPG на сегодня лучший вариант , работать с ней просто душевно.
Я пользуюсь реноватором, но не только им. Различной формы шаберов еще. Вот только фрезой не совсем удобно, она все время норовит убежать куда-то. Вместо фрезы я использую отработавший круг от болгарки, благо что они имеют разную толщину. Фото попозже будет. Несколько видео я собрал по этой теме в один лист, называется зачистка пазов площадки. И краткий обзор другого инструмента.
-
6
-
-
Вот именно я разогрео , дал флюса, все тает но даю припой , он начинает на латунь а к меди не хочет , медь уже до красная почти разогревается + еще когда припой растекается он начинает плевать как приаргоной сварке когда поры из-за чего это ?
Греть нужно деталь (место спая), нанося флюс, затем подавая припой на место спая.Прогрев нужно начинать с детали имеющей большую теплоемкость. Направлять пламя горелки на сам припой не нужно, он как раз и будет шкворчать, ибо имеет более низкую температуру расплава. Допустим, нужно соединить (спаять) две трубки: латунную и стальную. Греть начинаем с латунной трубки постепенно переходя к стальной. В перегреваемом припое могут образовываться раковины и трещины из-за выгорания цинка. Если работаете кислородной горелкой, то не нужно допускать избыток кислорода. Кислород сильный окислитель, да и при его избытке он уже будет просто остужать деталь.
-
5
-
-
Ребят помогите, я начинающий пайщик ,
Для начала металл разогревается до нужной температуры для пайки твердым припоем. Чтобы узнать готов ли металл для пайки наносится немного флюса на место соединения, если флюс начал "таять", то можно начинать подавать припой. Латунь хорошо паяется припоями марки ПМЦ. Пайку меди можно паять меднофосфорным припоем даже без флюса, но этот припой плохо идет по латуни. Ну, а с припой легированный серебром паяет практически все.
-
5
-
-
@vmednik1, спасибо! понятно. на видео у вас встречал восстановление трубок, установку заплаток. из чего заплатки? в трубку на время ремонта что-то вставляется? чтобы её не запаять. Понятно что такой ремонт оправдан только на стоящих того радиаторах, но как-то для общего развития не помешает.
Ну, так я в том видео и рассказал все. Заплатки ставил из латуни, прижимал и правил на оправке, которую вставлял в трубку. Припой был использован оловянно-свинцово-цинковый с точкой плавления порядка 340 градусов. Припой готовить пришлось самому, ибо такой припой редко где применяется, но я иногда ремонтирую им трубки или использую при изготовлении радиаторов, разумеется, когда он остается. Специально его готовить не всегда хочется. Тот радиатор был с УАЗика и практически новый, его я делал можно сказать в рекламных целях, то что такой вид работы возможен. Обратились ко мне с ремонтом радиатора с экскаватора, лопастью срубило верхний ряд трубок. Показал им что такое возможно. А с УАЗовским радиатором просто стечение обстоятельств.
-
8
-
-
всем доброго! кто скажет для каких целей в припой дабавляют сурьму? брал на пробу поссу 40-0,5 по характеристикам указано лучше, ну а в работе от пос 40 различий как - то не заметил.
Легирование сурьмой оловянносвинцовых припоев улучшает внешний вид, препятствует окислению припоя в расплавленном состоянии, улучшает текучесть припоя. Сурьма увеличивает твердость свинца и олова в припое. Все зависит от количества добавленной сурьмы, когда ее много, то это плохо он становится хрупким. Кстати, аккумуляторная клемма (вывод) это сплав свинца и сурьмы. Различают бессурьмянистые припои, малосурьмянистые и сурьмянистые. Иногда сурьму добавляют в целях экономии олова. Для пайки радиаторов принципиальной разницы по своим качествам и свойствам не имеет к ПОС 40.
-
6
-







Пайка латунных радиаторов
в Радиаторы и интеркулеры
Опубликовано
Это так, но я еще с помощью уксуса зачищаю в основном баки бензиновые перед пайкой. Уксус и щетка по металлу, либо крон щетка хорошо удаляет ржавчину. Уксус девяти процентный. Уксус более доступен и дешевле, чем ортофосфорная кислота.