vmednik1
-
Постов
224 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vmednik1
-
Я же показывал ремонт трубок при снятых бачках. При снятых бачках, вообще, ремонт трубок это песня. Подогреваешь снизу, а сверху растаскиваешь припой. Припой растаскивается Медной проволокой достаточной толщины, где много грязи можно воспользоваться паяльником сделанном из ножа.(нержавейка тонкая), единственно что он не любит открытого пламени, враз нагреется до красна, но ежели подогревать снизу, то он хорошее подспорье. И пусть тебя не беспокоят внутренние ряды, медяшкой из проволоки легко влезешь до начала третьего ряда, потом переворачивай радиатор и паяй с обратной стороны. Про донью. Имей в виду, если ты ее демонтируешь ее с трубок, то обратно вставлять ее проблематично. Она по площади большая и играет как балалайка в гамаке. Не забывай, что все трубки в пазы должны попасть одновременно, это сложно, да и трубки можно покалечить.С малой донью работать непросто, а с большой тем паче. Пройдись по моим видео про ремонт трубок радиатора и сопутствующем инструменте. Все испытано, у меня получается, значит и у тебя получится. Факт. Да, и про соль, большинство солей растворяются в воде. Ну, соли припоя это уж точно. Накручиваешь на стержень тройку небольшую тряпку и в шуруповерт, с водой моется хорошо. https://www.youtube.com/watch?v=KHTo4beedxA&t=309s
-
Ясно. Только это приспособление к заделке трещин легкосплавным припоем имеет несколько отдаленное отношение. Кто-то из подписчиков у меня спросил об ином способе ремонта трещин такого рода. Вот я и предложил такой способ. Всего навсего. На самом деле этим приспособлением я пользуюсь при ремонте трещин твердым припоем. В паз доньи вставляется металлическая пластина, а этой "приблудой" я фиксирую наружную часть отбортовки, чтобы при нагреве ее "не вело". Почему-то "приспособы" которые я делаю для одного чего-то дела, потом, со временем, подходят и для каких-либо других. Делаю "прихватки-точки" латунью по латуни, а затем прохожу ПМЦ припоем, а то и просто самой латунью запаяю, как настроение будет. https://www.youtube.com/watch?v=TrhNiaFeUPU
-
Я и не спорю. У каждого припоя свои плюсы и минусы, разрабатываются исходя из предлагаемых условий. Нет ничего универсального, даже молотки и те для разных задач. С другой стороны не вижу смысла в использовании дорогого припоя для шва не несущего большой ответственности.
-
Благодарю! Оказывается обычный аналог медно-фосфорного припоя, просто под другим именем, а я уж думал, что я что-то пропустил.Использую его крайне редко и только по меди.
-
Не совсем понял я что именно нужно. Но тем не менее есть видео по восстановлению трубок. Сделал это видео в рекламных целях. Процесс не очень простой, но вполне реальный, все дело в экономической выгоде. Но суть в другом. Я там использовал нестандартный припой, он существует как оловянносвинцовоцинковый. Точка плавления порядка 340 градусов. Более легкоплавкий, к примеру ПОС40 или ПОС 61 на него накладываются без проблем, не расплавляя основу. В некоторых случаях я таким припоем ремонтирую крайние трубки. Также можно использовать припой свинцовый с добавлением серебра ПСр-3 точка плавления порядка 300 градусов. Можно идти и таким путем. Тем более, что эти припои можно приготовить самому. Что я и делаю иногда. Варю припои в некоторых случаях сам в целях экономии времени, чем бегать и искать, а потом заказывать. https://www.youtube.com/watch?v=Nd7Sy7M6_vI&t=26s
-
Молодец! Хорошая работа! А что за "п-14", просветите меня отсталого от жизни и технологий.
-
Легкоплавкий припой в том месте, это ни о чем. Когда перпендикулярно вставляешь пластину между коротким изгибом кронштейна и бачком, она является дополнительной опорой для кронштейна, определенным усилением точки соприкосновения.
-
Не поможет. Алекс уже ответил, нужно устранять корень причины отрыва. От такой конструкции крепления радиатора давно отказались. Стали ставить рамку, а в нее радиатор. "Уши" радиатора такого образца крепятся непосредственно к облицовке машины, а на облицовке где-то болт открутился, где-то сварка отлетела. Газелька едет, крылышками хлопает и рвет боковые крепления радиатора. Всегда ищите причину неисправности и говорите об этом клиенту. Ваш авторитет от этого только будет возрастать.
-
В трещину вставь полоску латуни, желательно толщиной в миллиметр, и паяй тугоплавким припоем. Марка из разряда ПМЦ или ему подобным. Можно и с серебром.
-
Насчет третьего металла это я в данном примере виновен. Про третий металл я говорю для облегчения понимания что такое пайка, то есть возможность соединения разнородных металлов путем введения в шов третьего, в данном случае припоя.А вообще определение пайки таковое- это технологический процесс соединения двух металлов (иногда и неметаллов, пайка и такое позволяет) путем введения другого металла в шов, но с более низкой точкой плавления металла, чем у соединяемых .Вроде бы теперь корректно выразился.
-
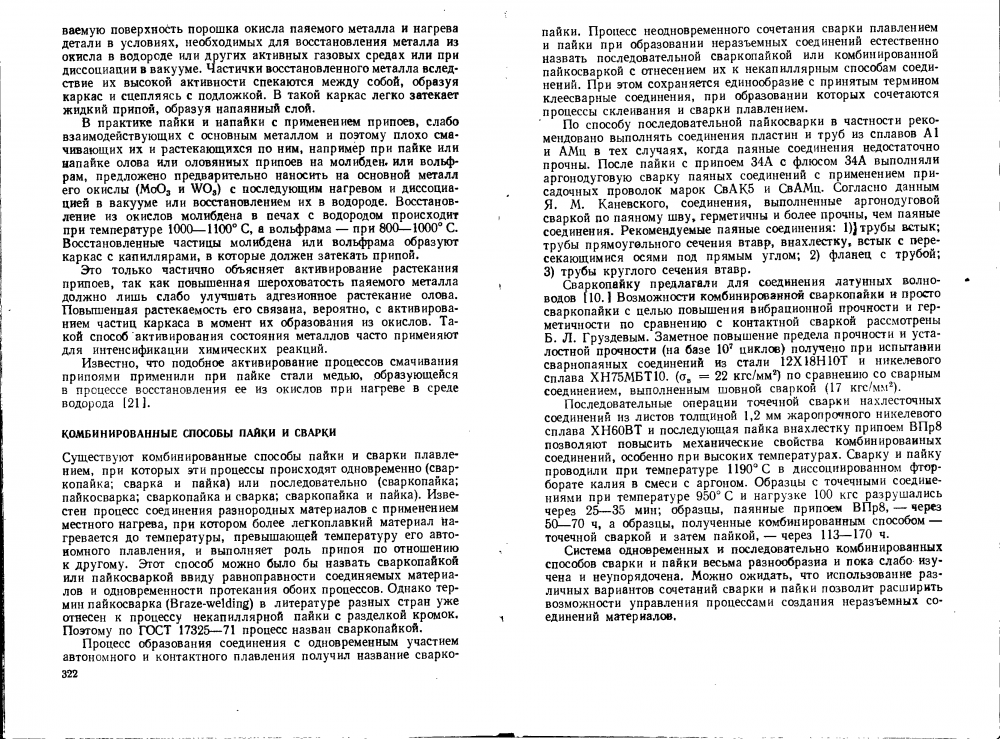
Буржуины просто смуту внесли, обозвав соединение не капиллярным.Страница из справочника Лашко. А теперь коротко о том, почему я придерживаюсь в определениях сварка и пайка. Допустим я беру латунь марки Л68, разделываю кромку и в качестве припоя, хотя в данном случае более уместно будет его назвать присадочный пруток, Л68, делаю шов с такой же маркой латуни Л68 - это будет сварка латуни. Так как нет третьего металла. Но если я возьму в качестве припоя латунь марки ЛОК59 - это будет пайка. Присутствие третьего металла. Да, и точка плавления у ЛОК59 чуть ниже, Чем у Л68. Хотя сами латуни, начиная с Л62 выступают в качестве припоя. Не буду углубляться по маркам, но температура в пределах 800 - 900 градусов по Цельсию. Иногда и сама медь выступает в качестве припоя, но редко. Способов пайки достаточно большое количество. Да, не будут на меня в обиде все сварные, скажу, что сварка вышла в отдельное направление именно из медницких работ, то есть из пайки, и стала развиваться уже самостоятельно.
-
Я уже ознакомился с технологией сваркопайки, слишком уж плотно она стоит с диффузионной сваркой. Я буду избегать такого термина, но на заметку возьму. Тем более, что и сам не раз использовал такой способ.
-
Я нашел некоторую информацию о сваркопайке в Большой Энциклопедии Нефти и Газа, также о ней упоминается в справочнике Лашко. Прошел по ссылке, прочел. В этой статье возможности сваркопайки сильно преувеличены, реклама, одним словом. Цитата из энциклопедии "Известен процесс соединения разнородных материалов с применением местного нагрева, при котором более легкоплавкий материал нагревается до температуры, превышающей температуру его автономного плавления, и выполняет роль припоя по отношению к другому. Однако термин пайкосварка ( Braze-welding) в литературе разных стран уже отнесен к процессу некапиллярной пайки с разделкой кромок. Поэтому по ГОСТ 17325 - 71 процесс назван сваркопайкой.". Вот ссылка на страницу энциклопедии https://www.ngpedia.ru/id410637p1.html Я уже не раз сталкивался с такого рода рекламными статьями. Предпочитаю проверенные источники, например, справочники. Продавцы идут на многие уловки, чтобы поднять продажи, в том числе и на разного рода термины даже и не вникая в их суть, пользуясь неграмотностью покупателя. Все нынешние "инновации" имеют глубокие корни прошлого, например эффект Холла был открыт в начале 1900-ых годов, но использоваться стал гораздо позже из-за технической невозможности для того времени в применении. Диффузионная же сварка была изобретена в 1950-ых годах инженером Казаковым. Вот ссылка сколько видов сварки может быть, если доверяете википедии. https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0 Лично я предпочитаю наш старый и добрый ГОСТ.
-
Откровенно говоря, я впервые слышу такой термин "сваркопайка". По сути соединили два разных определения в одно. Пайка подразумевает наличие третьего металла при соединении двух однородных или разнородных металлов. Сварка же соединение двух металлов на молекулярно атомном уровне различными способами. Взят пример соединения меди и алюминия, этот процесс называется диффузионной сваркой. Его проводят в вакууме в силу особенности свойств этих металлов. Пример соединения морозильной камеры холодильника с медной трубкой. С пайкой тоже не все так просто. Ее могут проводить также и в защитных средах (газ, флюс), но при том будет иметь присутствие третий металл. Этим и заключается разница между сваркой и пайкой. А возможно я просто отстал от жизни, спорить не буду. Но на данный момент литературы о "сваркопайке" я не встречал.
-
 Благодарю Вас, мужики!!!
Благодарю Вас, мужики!!! -
Для ознакомления. https://www.youtube.com/watch?v=ml_jAjB3uiM
-
Это не "мартышкин труд", это плата за приобретение опыта, навыка и мастерства.
-
Раз уж речь зашла о коррозии, вот вам наглядный пример в том плане, как обманчива природа... сказал ёжик, слезая с кактуса...На первых снимках радиатор с автомобиля МАЗ.Привезли его в очистку. Коррозия повредила очень сильно теплоотвод радиатора. Радиатор изготовлен в Белоруссии, завод в г. Смоляничи. Ежели я не ошибаюсь. Теплоотвод "съел" дорожный реагент. После очистки даже не потребовался ремонт ни одной трубки, хотя одна опорная стойка слетела с контактной сварки. Радиатор сделан из качественной латуни. Вот следующий радиатор. Это Газель. Привезли в ремонт по причине, что повредили трубки радиатора. Трубки починились и на поверку вышло, что уцелевшие трубки "съела" коррозия по причине несвоевременного ремонта одного повреждения. Антифриз сильно не убегал, а как бы "потел" на сердцевине, где было пятно от пыли, ну, а вентилятор исправно разносил антифриз по всему радиатору. Но внешне он выглядит целым. Вот его портрет. Завод-изготовитель г. Оренбург. Ультрафиолетовая добавка, что добавляется в антифриз в местах утечки оставляет характерный цветовой след, собственно ее для того и добавляют, дабы облегчить поиск места утечки. На таковые места также стоит обращать внимание, особливо на их положении где-то в середине сердцевины радиатора.




-
Судя по характеру повреждений, сдается мне что бачок и донья выполнена из стали. А латунь нанесена методом гальваники. Срок службы такого радиатора не долгий. Напрасная трата времени и материала. Но для учебы сгодится. Я уже как-то упоминал о таких радиаторах и на что обращать внимание при приеме в их ремонт, я про проверку на магнит.
-
К чему приводит отсутствие опорных стоек радиатора. И заодно один из вариантов их крепления к донье. https://www.youtube.com/watch?v=Rh4DSLh4Bb8&t=37s
-
https://www.youtube.com/watch?v=AZpK-25zwxM&t=2s Зачем покупать то, чего можно сделать своими руками и более качественно и именно для своей операции. Кстати, сделал еще один прижим, но уже видоизменил зацепы.Причем все делалось "на скорую руку" из попавшихся под руку материалов. Работают очень много лет уже, условия эксплуатации экстремальные.
-
И что ж Вам ржавчина всем не угодила-то? Ничего в ней такого нет нового. Каждый с ней борется по мере наличия того или иного инструмента. Получилось что "каждый кулик свое болото хвалит". Для каждого случая удаления ржи с металла есть свои тонкости. В каких-то случаях получается быстро и проще зачистить поврежденный участок болгаркой с абразивом, в другом - воспользоваться щеткой по металлу, пескоструем. А иногда приходится и комбинировать с химией. На ортофосфорной кислоте не буду останавливаться принципиально. Многие считают ее чуть ли не универсальным флюсом и преобразователем ржи. Хлорид цинка тоже очень хорошо справляется со ржавчиной вместе с металлической щеткой, но требует хорошей промывки и нанесения защитного покрытия (лужения), ибо опосля он сталь уже начинает оржавлять. Далее, старая добрая уксусная эссенция тоже прекрасно справляется с ржавчиной вместе со щеткой по металлу. Щавелевая кислота (она сильнее уксусной) так она, вообще входит во многие очистители и преобразователи. Соляную и азотную кислоты не буду рассматривать, они слишком опасны. Собственно говоря, одна "кривая конструкция" радиатора на Газель меня подтолкнула с созданию флюса в котором в качестве ингредиентов я использовал уксусную эссенцию. Окончательное видео скоро выложу с весовой "вилкой" состава флюса. Сильно не дымит, трубки радиатора паяет хорошо. И что немаловажно, он достаточно активен в кислородном пламени. Мы же в основном открытым пламенем работаем. А кислород снижает активность флюса.Состоит он из глицерина, хлористого цинка, нашатыря (хлористый аммоний), хлористого калия и диэтиламина. Для особо корродированных трубок буду использовать флюс в составе которого будет хлористое олово, только части нужно просчитать. Он будет использоваться после эссенции. Не могу рассказать какие там реакции происходят, но практика показала, что работает конкретно. Это начало работы над флюсом.https://www.youtube.com/watch?v=sqa87T8htus&t=1278s