МИХА75
-
Постов
863 -
Зарегистрирован
-
Посещение
-
Победитель дней
41
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент МИХА75
-
Ну тогда в чём проблема то,предложи коллеге свой вариант,по настройкам помоги.Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно....).
-
кто не даёт,пожалуйста.Но не в этом узле и не на этой трубе,тут всё усилие от связей воспринимает продольный шов.Для уголковых "решёток" придуманы такие детали,как "фасонка", наверное зря,прямо к поясам бы и варили решётку,даже экономнее. Во первых тут принято не блестать знаниями,а выкладывать свою точку зрения и где то друг друга подправлять и чем проще решение,тем оно лучше. Во вторых http://slovari.yandex.ru/%D0%BF%D0%B5%D0%B4%D0%B0%D0%BD%D1%82/%D0%91%D0%A1%D0%AD/%D0%9F%D0%B5%D0%B4%D0%B0%D0%BD%D1%82/ вам до этого далеко. Извеняюсь за "флуд"
-
Никоим образом,просто в этом месте и возникли основные "непонятки" ,по выложенным фото видится сплошной шов косынки к трубе....
-
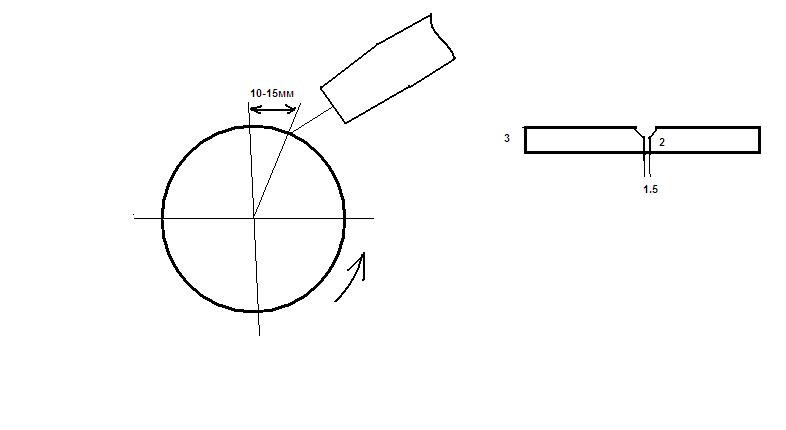
3-4мм (и желательно без зазора-мечта сварщика)даже Тетриксу это сложная задача.Для гарантированного ровного обратного валика,притупление 2мм (стенку трубы в 3-4мм любой "болгаркой" обточить не долго),зазор чуть меньше присадки (чтоб она не проваливалась,а спокойно лежала в зазоре),а вот ток 90-100(А) на электрод 3мм.(Тут и 5А имеют значение," больше току-меньше ям,и нет работы слесарям",всё зависит от ваших скоростных качеств). Вообще по корню под П/а очень много ,может подсказать @BelaZZ, (заходит вечерами) он как раз занимался подобными работами.(Игорь подключайся)
-
@ovik, А возможность РАДС имеется ?(не много запоздалый вопрос )
-
не внимательно читал. Дополню AMBIVERTа аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно. А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы....
-
Я про эту "косынку" речь вёл,никаких заморочек с этим не видно,даже под микроскопом. Fahrenheit_61 Если есть возможность,закиньте этот узел (фото из чертежа ),про какие "замки заказчиков" речь,заодно подскажите..... Учебник в голове-стандартных решений много,а не стандартных ваще дох..на!!!!

-
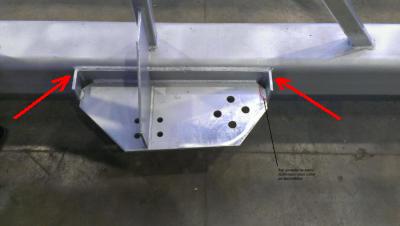
Лечится не сложно,до установки на место по паре ударов кувалдочкой по серёдке (деформирует не более 2мм),толщина позволяет,поиздеваться стилем "Как попало"
-
@G_Kar, Это то верно,но это оправданно когда сама пластина приваривается отдельно,а потом к ней всё остальное (а это уже другой вариант,где порядок выполнения швов "Как попало не уместен)....
-
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют. Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас. Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
-
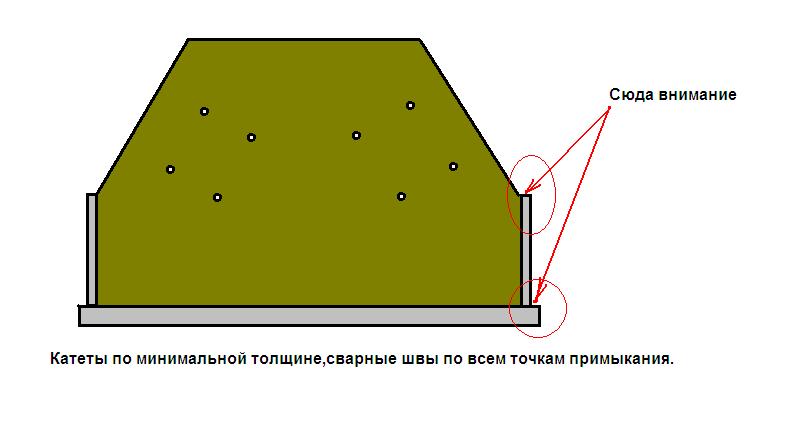
@Fahrenheit_61 Это то понятно,нынешнее поколение конструкторов,не очень то заморачивается со сваркой,проще написать; -Сварка по замкнутому контуру или Сварка по всем точкам примыкания деталей-. Это тоже из цикла "Особенности национальной сборки и сварки" Я вам предлагаю один из вариантов избавления от этого "гемороя",(вообще их несколько).У этого варианта есть + (порядок выполнения сварных швов - "Варим как попало"). Сварить часть этого узла отдельно,потом "приляпать к трубе" и добавить недостающие элементы (средняя косынка)
-
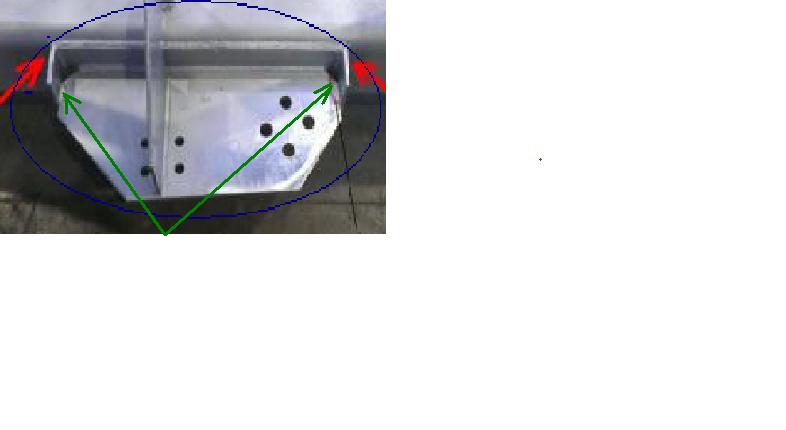
@Ferio, Чтобы очень конкретно обо всём рассказать,нужно не много больше данных: 1.Самое слабое место в этом узле, этот внутренний шов- он короткий(очень), 2.Сварка П/а - проволока Св 08Г2С (опять "гадания на кофейной гуще"),метал сварного шва прочнее,чем основной металл (Ст245)-поэтому и рвёт рядом со швом (достаточно небольшого перепада температуры). Порядка сварных швов,походу ваще нет никакого. я не знаю как они собирали этот узел (отдельно или в конструкции "по месту") рассказать можно было б и по больше. Поперёк варить в принципе не надо.
-
Ваша собака зарыта тут На решётчатой конструкции,сварка ведётся вдоль стержней.А вы поперёк,дополнительно наделали лишних напряжений- что и приводит к трещинам.
-
в посте #6 http://websvarka.ru/talk/index.php?showtopic=3445&do=findComment&comment=72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки - эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки....
-
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок". А это в довесок прихватки должны быть подрезаны и зачищены.....
-
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то...
-
вперёд к успеху программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально. Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
-
Я это понимаю,но как и,где вы располагаете её - для меня загадка. У вас Таурус, на какой программе варите и в какой защите?
-
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки....А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
-
и сразу появится доступ к карбиду
-
Современный (хороший) мультик про нас "Господа Волшебники".... (С Вебсварки на You Tube, правда это реклама колледжа) но так жизненно. http://www.youtube.com/watch?v=la9ehZOAHM4
-
как уже сказал @morgmail, мало газу,попробуй литров 10-12....
-
@kaev, желательно фото лицевой панели с вашими настройками,потом можно и продолжить ....
-
Видимо это у него в привычку,остужать то надо.Хотя для него это всего лишь глушитель (да и на переменке,на малых токах кратер практически "захлопывается" сам собой).Дима попробуй на своём "Гроверсе",занятная штукенция- эта сварка нержи на переменке.(К частому практическому применению не рекомендую-постоянкой нержа лучшее варится)...
-
Дима ,не поверишь- это российский заменитель импульса (УДГУ на переменке,15-25А). А сварной молодца