

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
это первая ссылка er70s
-
 1
1
-
-
просто фотка

-
5
-
-
Чистый аргон. Смеси это для полуавтоматов. ток от 100А, по комфортности и навыкам. Присадка 12,51 или 12,60 или 12,64 по вкусу.
-
2
-
-
-
ну так давай контакты
 А то осталось килограмм 50-70 всего. скоро покупать надо будет.
А то осталось килограмм 50-70 всего. скоро покупать надо будет.-
2
-
-
Ты же не часами варишь, варить начал включил 5квт*3,3=16руб час. на 15 мин включил и не так дорого получается.
а вентилятор 250Вт этот с фильтром нормального воздухооборота не даст, для него фильтр конкретная затычка. В общем я бы еще десяток раз подумал.
-
1
-
-
почем пос приобретаешь? С завода?
-
1
-
-
Фиговый вариант. Фильтр будет забиваться очень быстро Да и кислород имеет свойство "выдышиваться". Лучше все-таки вытяжку на улицу. Поставьте электротены на приточку. У вас-же вытяжка не будет работать постоянно. Включилась вытяжка, вместе с ней включилась приточка с тэнами. Это на самом деле не так дорого, а этот пылесборник - от лукавого.
Вы вообще чем топитесь?
-
3
-
-
Ну и самое основное пожелание: Поставьте её на улице под навесом и не работайте ей в помещении. У вас чистенько, и эта фиговина ну никак не нужна внутри. Можно и без навеса, чехлом из пленки закрыли и всё. Надо поработать, чехол сняли и поработали.
И если варите в мастерской и пол деревянный, то постелите на пол линолеум потолще. Какой-нибудь б\у
с помойкис ремонта. Брызги в пластике остыть успевают и до досок не добираются.-
1
-
-
Обзорчик в смысле? Расковырять и сфотать?
-
Сегодня наконец запустил пескоструйную камеру, стояла 3мес, всё времени не было заняться. Попробовал чистить железки мелкой стальной дробью.
Понравилось, удобная штука....
Ну и аппаратик новый прикупил, чудесненький, Стойку - каталку самодельную для него сегодня собрали, завтра её покрасим, аппарат установим и в бой....

-
5
-
-
Очень много нужных книг на скачку по нашей тематике и не только. Эта вроде тоже есть.
http://www.nowa.cc/showthread.php?t=184990
Регистрация там прикольная.
Может и нам такую. У меня получилось зарегаться только с 5й или 6й попытки. :) Всё спешка.... -
почему-то когда изменяется результат опроса - тема попадает в обновленные.
-
Для галочки.
Уже публикованное.


-
6
-
-
Зачетный тазик. А чем возбуждать будете?
-
Вот как то так
Вэлком.
-
Или просто дозаправить
шланг продуть не забудь, только потом гайку затягивай.
-
3
-
-
Будет из такого варианта толк или нет?
латку сверху положи и по контуру обвари.
-
1
-
-
Да простит меня модератор
На рисунках Агни изображается в качестве старого, двухголового мужчины с тремя ногами, семью руками, шестью глазами и четырьмя рогами, в красном одеянии и опоясанным «священным шнуром» в верхней части тела. Его знамя — дым, а сопровождающее его животное — баран
Ну, в общем то сходится.
Вот только смущает "сопровождающее животное" 
-
5
-
-
- Популярный пост
- Популярный пост
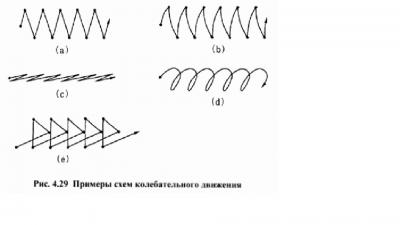
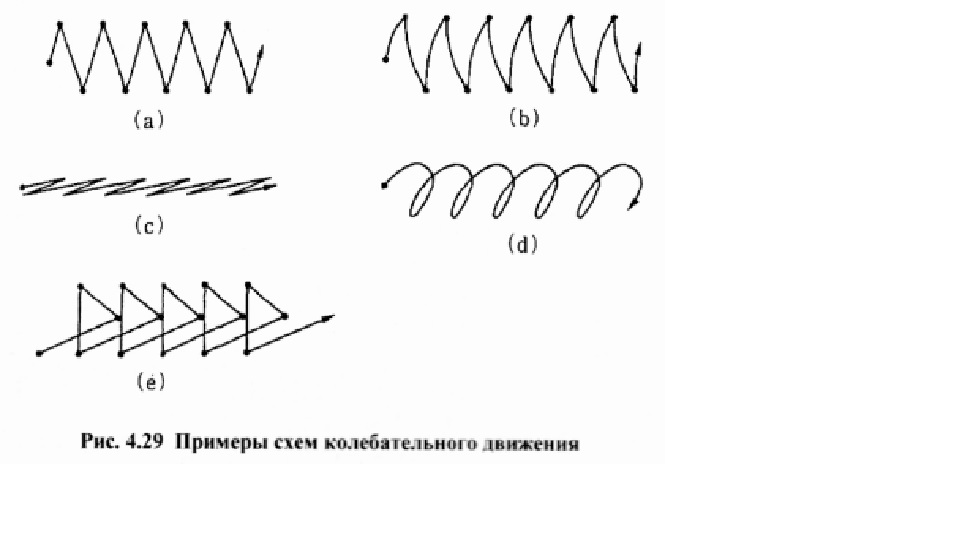
4-4-4 Колебательное движение
Под колебательным движением подразумевается перемещение дути по определенной схеме периодически. Колебательное движение осуществляют при сварке с разделкой кромок, сварке угловым швом с большим катетом, в результате чего получаются сварочные швы с большой шириной.
За счет колебания дуги тепло дуги рассеивается вокруг валика, сплавляемость валика и основного металла улучшается и тем самым можно предотвратить возникновение дефектов на поверхностях разделанной кромки, на краях лицевой поверхности шва и т.п. Кроме того, в случае вертикальной или поперечной сварки, если создают большое количество расплавленного металла в один прием, происходит вытекание части металла сварочной ванны под действием силы тяжести. Так что, создавая за счет колебательного движения валик с большой шириной и гонкой толщиной и давая расплавленному металлу затвердеть быстро, можно предотвратить вытекание части металла сварочной ванны.
На рис. 4.29 представлены основные схемы колебательною движения, среди которых (с) - (с) применяются к дуговой сварке в среде углекислого газа, сварке металлическим электродом в среде газа, дуговой сварке покрытым электродом и т.д., но к Аргонодуговой сварке почти не применяется.
При Аргонодуговой сварке обычно применяются схемы (а) и (b); (а) применяется при малой необходимости увеличения амплитуды колебания. (b) применяется при необходимости увеличения амплитуды колебания. Кроме того, на точках поворота колебательного движения, как правило, для полного расплавления основного металла перемещение дуги временно приостанавливают.
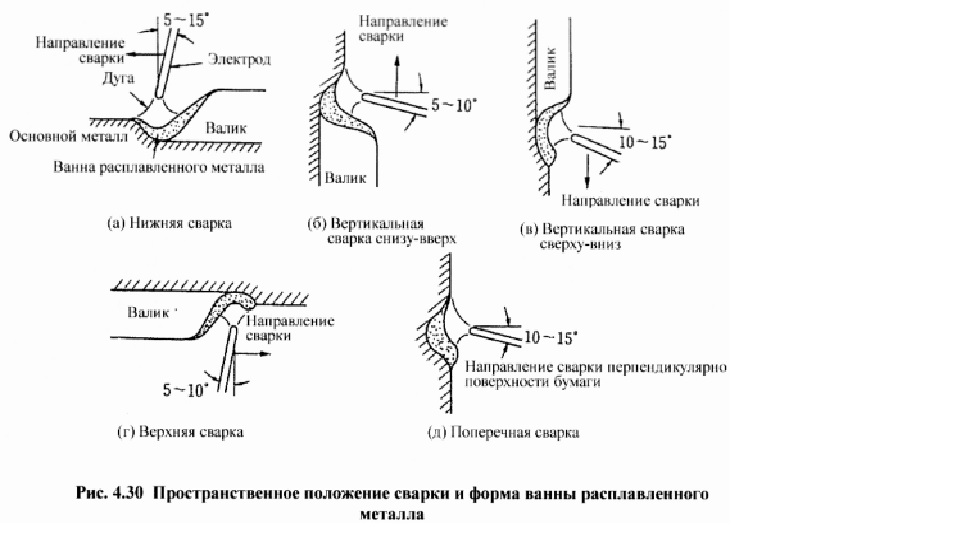
4-4-5 Влияние пространственного положения сварки
Обрабатываемость намного зависит от пространственного положения сварки, такого как нижняя сварка, вертикальная сварка и верхняя сварка.
Нижнюю сварку ведут, наклоняя горелку в сторон) валика углом 5-15° (углом вперед 5 - 15°). как представлено на рис. 4.30 (а). При обычной сварке передний конец дуги и передний конец ванны расплавленного металла идут вперед почти одновременно, так что относительно легко наблюдать сварной шов. Кроме того, не нужно учитывать вытекание расплавленного металла под действием силы тяжести, так что можно вести сварку на сильном токе, который сопровождается возрастанием ванны расплавленного металла, или на низкой скорости.
Вертикальную сварку снизу-вверх ведут под углом вперед 5 - 10°, как представлено на рис. 4.30 (б). Расплавленный металл из-за силы тяжести склонен к провисанию, движение переднего конца дуги склонно опережать движение переднего конца ванны расплавленного металла, так что нужно замедлять скорость сварки по сравнению с нижней сваркой. Поскольку дуга опережает ванну расплавленного металла, проплавление углубляется, но валик имеет склонность к выпуклости вследствие провисания расплавленного металла. Если можно контролировать провисание расплавленного металла, качество шва получается удовлетворительным.
Вертикальную сварку сверху-вниз ведут, наклоняя горелку к направлению перемещения горелки углом 10 - 15° (углом назад 10 - 15°), предотвращая провисание расплавленного металла, как покачано на рис. 4.30 (в). При большой ванне расплавленного металла происходит вытекание расплавленного металла, так что значительно увеличивать сварочный ток нельзя. Движение ванны расплавленного металла склонно опережать движение дуги, так что нужно относительно прибавить скорость сварки. Валик плосок, проплавление мелко. Поверхность обратного валика склонна к вогнутости.
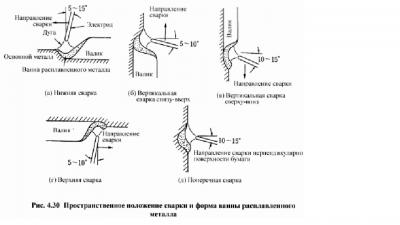
Верхнюю сварку ведут под углом 5 - 10° вперед, как покачано на рис. 4.30 (г). Расплавленный металл за счет своего поверхностного притяжения притягивается к основному металлу и не падает, но тем не менее, если ванна расплавленного металла становится слишком большой, сила тяжести будет превышать поверхностное натяжение и происходит вытекание расплавленного металла. Рекомендуется вести сварку, установив сварочный ток на относительно малую силу и немного снизив скорость сварки, чтобы движение переднего конца ванны расплавленного металла опережало движение переднею конца дуги. Проплавление мелко, валик немного приобретает выпуклость, обратной валик склонен к вогнутости так же, что и в вертикальной сварке сверху-вниз. Во многих случаях верхнюю сварку ведут, принимая неудобное положение, и при этом склонно происходить вытекание части металла сварочной ванны, так что, в общем, обрабатываемость очень плоха.
В случае поперечной сварки, как показано па рис. 4.30 (д). верхний край валика склонен к провисанию и валик склонен приобретать форму с вогнутым верхним краем и выпуклым нижним краем (висячий валик). Так что сварку ведут, наклоняя горелку вниз углом 10 - 15° и тем самым сдерживая провисание расплавленного металла. Хотя невозможно создать большую ванну расплавленного металла как при нижней сварке, обрабатываемость относительно хороша.
Основные характеристики при каждом пространственном положении сварки приведены в табл. 4.5. При этом нужно обращать внимание на то. что. если свариваемый участок наклоняется, даже нижняя сварка по своему свойству приближается к вертикальной сварке снизу-вверх или сверху-вниз в зависимости от того, наклон относится к восходящим или исходящим.
Сварка TIG, в которой сварочный ток и величина добавления присадочного металла поддаются отдельной установке, но сравнению с дуговой сваркой в среде углекислого газа, дуговой сваркой покрытым электродом и прочими видами сварки плавящимся электродом имеет широкий диапазон устанавливаемого сварочного тока и широкий диапазон подбора режима в каждом пространственном положении сварки.
-
13
-
На пару пшиков?
Я с вами в корне не согласен. Правда сам пользуюсь алюминиевым 30литровым для выездов, но заправляю его от большого. Он легкий его носить не трудно. 15-16 кг всего.
Имеем 200кгсм/80*50=125кгсм в 2х баллонах после перепуска 200бар\50литров в 30литровку, потом 50ка встает на пост, а алюмишка едет на выезд.
Если брать 5 литровку и заправлять из 40-овки то получаем
первая заправка - 150/45*40= 133кгсм= 133*5 = 665л при 10л\мин = 66,5мин =1,1часа непрерывной сварки
вторая 133/45*40=118кгсм= 590л=
третья 118/45*40=105кгсм= 525л
четвертая 105/45*40=93кгсм= 465л
пятая 93/45*40=82кгсм=410л
шестая 82/45*40=72кгсм=360л
седьмая 72/45*40=64кгсм=320л примерно 30 минут непрерывной сварки.
Причем можно поступать хитро, сначала набиваете например седьмую заправку от баллона с 64кгсм а потом добиваете его с нового баллона где 150кгсм и так можно высосать первый баллон почти до нуля.
:)После седьмой заправки ставите баллон на стационарный пост а с нового начинаете заправлять маленькие.
На мелкий обьект 5ти литровки за глаза.-
2
-
-
В смысле удивительные.
Зависит от того, что это за железка. По виду похожа на груз от кривошипа для качалки... -
Прикрепленные изображения
Что выпускает это предприятие? Я поражен сварочными швами.
-
нет. в амг5 всего 5 процентов магния а вам надо минимум 95% Магния





Галерея сварочных работ, часть1
в Фотогалерея
Опубликовано
охлаждением коллектора. он двухстенный и охлаждается либо ОЖ если система замкнутая либо забортной водой.
На несколько сезонов хватит.