Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
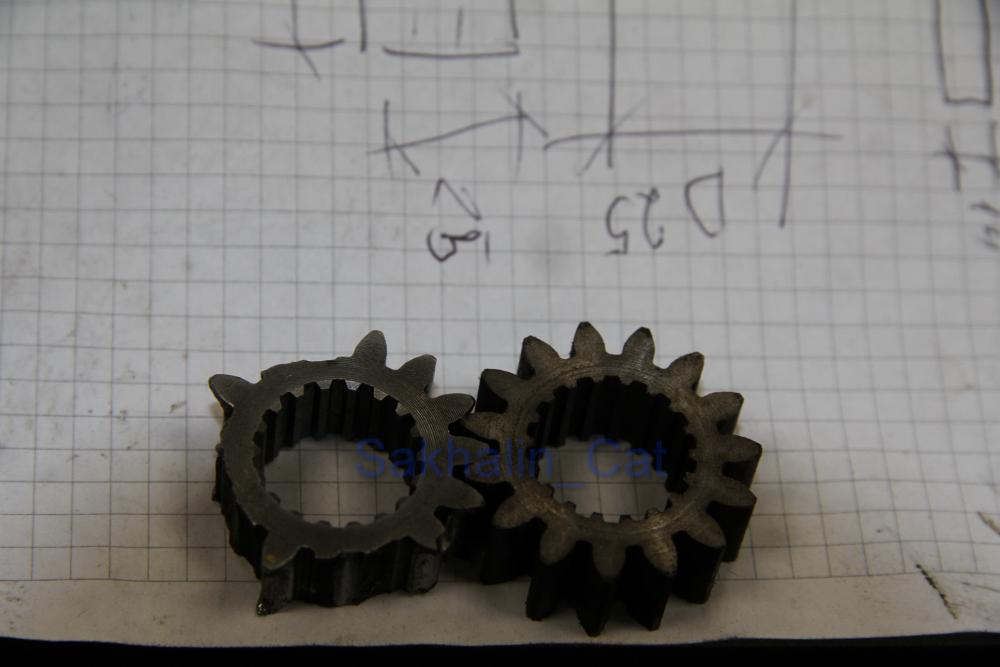
дело в том, что журналом тут уже не обойдешся, слишком большое кол-во и огромная стоимость. Я вынужден держать абсолютно весь инструмент в наличии, что метрический, что дюймовый и не только стандарт, а еще и нестандарт. Причем 3-х экземплярах 1)рабочий 2)запасной 3)НЗ (неприкосновенный запас) Как только номер 1 выходит из строя вместо него берется в работу №2 который сразу становится №1 и сразу приобретается новый №2. №3 не трогается вообще кроме ЧП когда №1 и №2 сломали а замены еще нет. Это огромное количество инструмента, оно исчисляется... я пока не знаю точно сколько, но точно в тысячах единиц. Например метчики М8 есть шаг 0,25 0,5 0,75 1,0 1,25 1,5. А еще у них есть №1, №2, №3. Итого набор М8 - это 18шт режущего инструмента для правой резьбы и 18шт для левой, итого 36. Умножаем на 3 комплекта и получаем 108 единиц хранения на один диаметр. Диаметры резьб которые у нас встречаются и могут калиброваться\резаться метчиками\плашками от 0,8мм до 95мм. и от 1/32" до 3". Резьбы метрические, дюймовый UTP UNF UNC BF и прочие, обязательно правые и левые. Большей части пока еще нет в наличии, но закупка идет постоянно и будет продолжаться еще несколько лет. Так как сразу приобрести всё просто нереально ввиду стоимости инструмента. Если взять упоминаемый комплект М8, то это при средней стоимости метчика М8 - 200руб = 200руб*108 = 21600руб, но метчики по 200 руб это один из самых дешовых вариантов. М10 уже 250-300руб, М12 270-350руб М52 -3500-4000руб итд... Естественно многие из комплектов просто не нужны по 3шт, какие нибудь М20*0,25 можно держать и в единичном экземпляре, так как встречается он один раз в несколько лет. Но когда он нужен ты никуда от этого не денешься, поэтому он должен быть. Недавно восстанавливали М52*0,5... Метчиков таких не бывает в продаже, но нашелся почему-то на полке.... Я его с какой-то барахолки в своё время выкупал. Под заказ такой метчик 20-25 тысяч стоит. Как вы думаете каков был ценник на восстановление такой резьбы? А кроме этого нужны развертки через 0,1мм минимум, а в идеале через 0,05мм. Сверла через 0,1мм, сверла корончатые, сверла с коническим хвостовиком, сверла твердосплавные... итд итп.... А еще есть фрезы различные, шпоночные, дисковые, ласточкин хвост, Т-образные, радиусные, модульные, зуборезные итд..... причем Твердосплавная фреза Сандвик Ф16мм стоит 7-12тыс рублей за штуку.... И всё это лежит обычно мертвым грузом и очень редко работает. Поэтому хранение инструмента это очень разная штука. Если просто хранить сверла для повседневных работ в гараже, то это можно сделать и в коробках или в дощечке дырок насверлить. Если производство где много человек этим всем постоянно пользуются, то отдельное помещение с отдельно назначенным человеком. Мы уже созрели и на днях начнем строить инструменталку, в планах под 70м2 с высотой 3м с максимально плотным расположением инструментальных стеллажей от пола до потолка с узенькими проходами. Причем еще и заточной участок появляется. Сегодня оплатил заточной станок 3М642 с полным комплектом оснастки, чтобы всё это добро можно было восстанавливать и затачивать. А то уже несколько ведер стоит с метчиками\фрезами. Так, что еще одно направление "минибизнес" появится - заточка режущего инструмента.
-
Да, экструдированный.
-
Пока нельзя, сейчас идет ревизия и всё просто лежит в пакетиках, так как бардак в режущем инструменте мне дико надоел последнюю неделю все летают на пендюлях и таскают режущий инструмент раскладывая его и сортируя. В ближайший месяц будет создана инструменталка и выдаваться будет вообще всё по жетонам. Начиная от гвоздя заканчивая сварочным аппаратом. Пример хранения сверл с конусами от 5мм до 80мм на фото ниже. Подобные кассеты были под цилиндрические сверла, метчики, развертки и пр. Плашки на стальных шпеньках приваренных в отверстия стального листа. Но этого уже нет. Только конусы остались на месте сейчас.

-
Это не наш выбор, это выбор производителя техники, если у производителя втулка стальная, значит бронза там рассыпется от пластической деформации. Как и в любом узле скольжения основа выбора материалов: твердое по мягкому. И разницы в работе "ВОВРЕМЯ ШПРИЦУЕМЫХ" парах трения между сталью и бронзой нет. Что сталь по бронзе, что сталь по стали без разницы. А если шприцевать раз в год, то результат тоже будет одинаков. Ну во первых функциональное назначение этой плиты - теплоизоляция и ничего на ней догорать не должно. Во вторых - где же мне взять такую тарелку диаметром 800мм из Al2O3 керамики по цене мешка шамота?
-
капиллярная пайка производится в любых положениях, как и вообще любая пайка. Есть такое определение - Сила поверхностного натяжения, это ключевое понятие в пайке.
-
Посмотрим. Почитаем, повыбираем. пока не озадачивался. Времени не хватает. Ну и немного фотографий трудовых будней. Бокс под термичку делается. А то ТВЧ приедет а ставить некуда, не порядок получается. Фотки утренние, вечером уже бетоном залили, правда фоток нету, потом наверное будут. Правда потолки низкие получились 240 всего, а после утепления вообще 230 будет... Но это не страшно, мы потом эти все домики все равно сносить будем, дабы нормальное строение возвести. Годика через два ориентировочно, а может и раньше.
-
Можно, но надо форму графитовую сделать. Если от тела дужка отвалилась, то не портите вещь, отнесите ювелирам путь PUK-нут. https://www.google.ru/search?q=PUK&oq=PUK&aqs=chrome..69i57.2816j0j7&sourceid=chrome&es_sm=122&ie=UTF-8#newwindow=1&q=puk+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
-
Да, что-то подобное можно заюзать, но проще футеровать смесью, так как надо придать определенную форму для заворачивания пламени во второй ход котла. А с плитами это сложно будет. Хотя если обклеить, то можно будет крышку в наш большой токарный ДИП-500 зажать и обработать, он до 1100мм зажимает. Будем делать, подумаю что проще. Но мне кажется проще замесить тесто и руками форму придать. Чем со станком заморачиваться.
-
У нас вводы на самом деле на 3х договорах на разные предприятия, все получаются до 150. Надо будет 600, будет еще 4 предприятия по 150.
-
Мегаватт нам уж очень много будет, на этих площадях мы его просто не освоим. У нас не такая большая загрузка. Там резерв под печку для порошка заложен 80кВт и под ТВЧ 100кВт, на самом деле не сильно много кушаем. Пиковые бывают большие, но не часто. Лампы все на светодиоды сменили, очень на экономии сказалось, много где датчики движения на освещении стоят. В общем экономить стараемся. Довольно тяжелая статья - энергетика.
-
Электричество 2 линии по 100 и 250кВт - 380В, котелок сейчас где-то 50-75кВт тепловой на отработке выдает, не расчитать быстро, где-то 200л отработки в сутки.
-
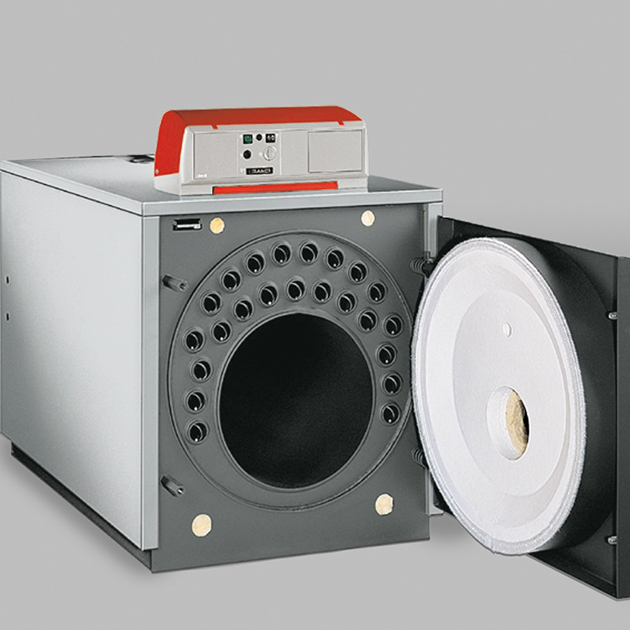
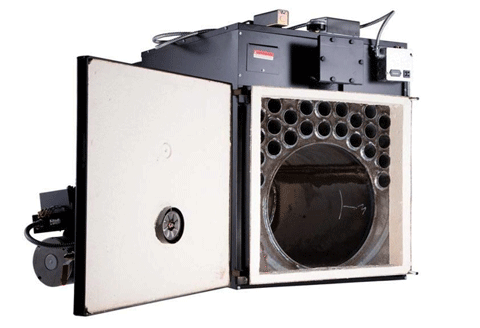
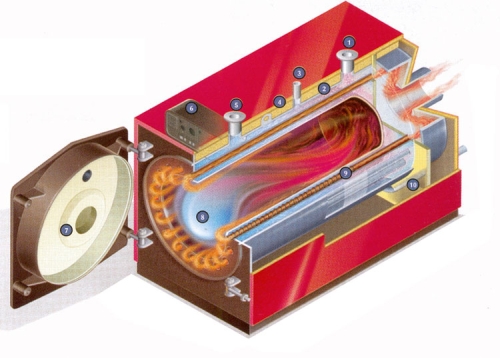
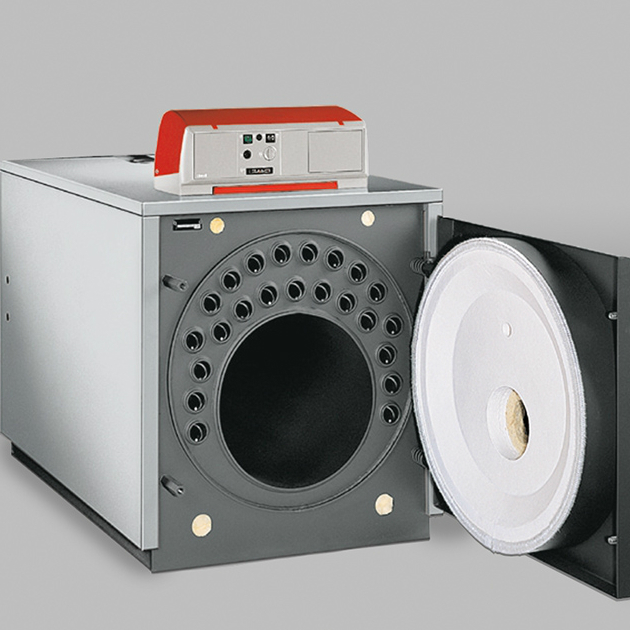
Видите на дверке нанесена белая шняга (круглая плита белая)? Это теплоизоляция камеры от окружающей среды и горелки от температуры топки. Вот о ней и идет речь. Этой массой надо футеровать дверку, чтобы она не грелась.
-
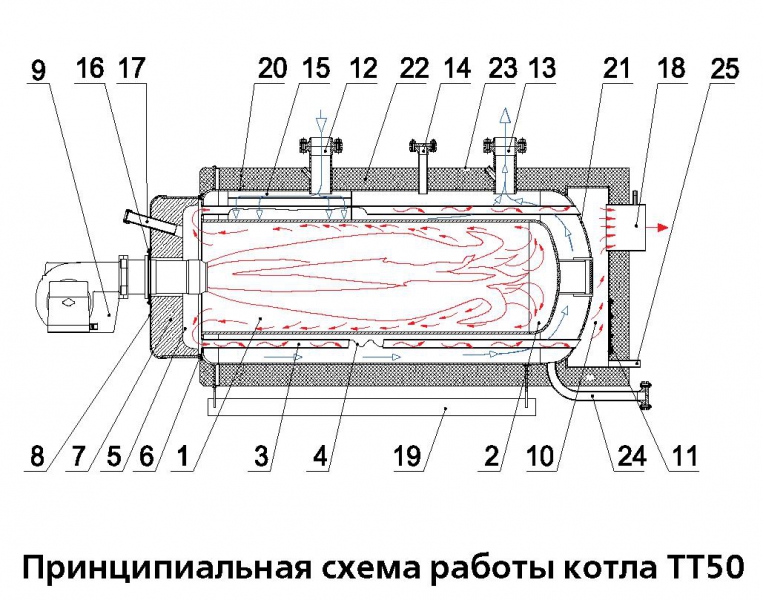
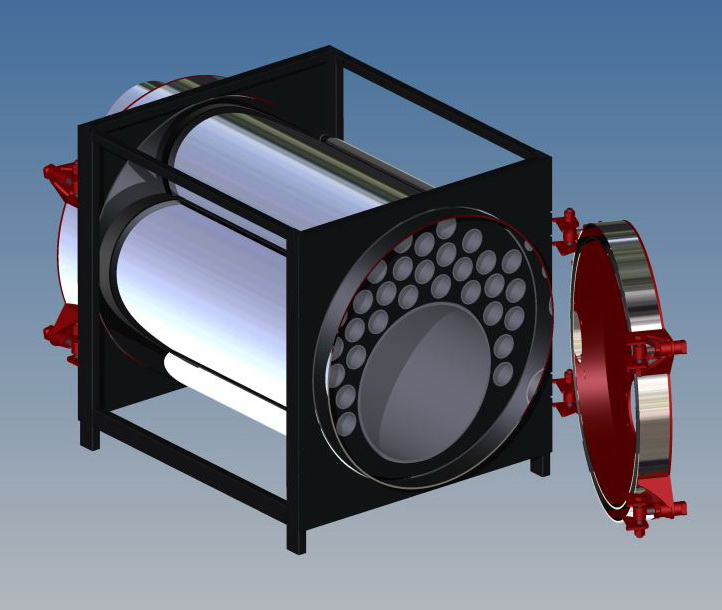
https://www.google.ru/search?q=%D0%B4%D0%B2%D1%83%D1%85%D1%85%D0%BE%D0%B4%D0%BE%D0%B2%D0%BE%D0%B9+%D0%BA%D0%BE%D1%82%D0%B5%D0%BB&newwindow=1&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjEkdXL7ODJAhXCn3IKHdDECkEQsAQIGw&biw=2560&bih=1298&dpr=1.5
-
Я что совсем мудилко, бумажками торговать? Зачертят, дам безвозмездно с легкой душой и совестью. Принцип на картинках, это я сначала думал его не покупать а изготовить, вот и заморочился сбором фоток.
-
Почти. Осталось 7 из 36 Там реально 24м2*29шт + 15*24м2 подвалов, просто не всё топить надо. :) Ну и второй этаж сейчас строится 10*24м2.
-
http://www.ebay.com/itm/Beckett-waste-oil-burner-conversion-kit-drain-oil-/131674602766?hash=item1ea86afd0e:g:SHEAAOxyTjNSgomO
-
Кстати горелку для отработки можно сделать из любой бойлерной горелки для дизеля, мерикосы даже конверсион кит продают готовый.
-
Это заявка на чертежи? Я вот думаю, из чего эту белую отражательную плиту сделать. Склоняюсь к шамоту+глина+цемент... Нужны консультации.
-
Катастрофически не хватает кВт отопления в связи с чем был приобретен новый котел 200кВт, Итальянец. Встанет взамен работающего самодельного, а то он как-то совсем не получился у нас. В этот раз очень обломало расчетами заниматься, поэтому взял готовый. Ну как придет, мы конечно быстренько реинжиниринг сделаем и клон из нержи сваяем, дабы стоял как резервный котел. Какой-то странный год, обычно мы в ноябре все стройки заканчивали, а тут наоборот машина строительства почему-то начала набирать обороты.... дурдом какой-то, теперь надо будет топить еще и новые 320м2 окромя существующей 500+.... А к зиме получилось совсем не готовы... Морозов еще толком нет, котел пашет круглосуточно в нонстоп режиме, а в помещениях уже ниже 23х градусов тепла...
-
А прикинь прикол, решил ты так пошутить, вешаешь эти муляжи на дерево, а тут патруль..... Оппа... Бедные почки, если сразу не пристрелят. Но без патруля корка знатная выйдет, особенно если на ТВ сначала позвонить.
-
Попробуй варить с права на лево проволокой вперед. Будешь приятно удивлен. Кстати с прожигом трубы - фольги, это тоже может помочь.
-
На квадрах и мотах грязевиках внутри рамы всегда есть огромный слой сырой грязи. Она там с первой покатушки и до самой смерти машины находится. Так-же эта грязь находится внутри трещин, причем не в промежутке, а втертая в нагартованную поверхность излома. Оно когда с трещиной по дороге едет трещина сходится и расходится на кочках, соответственно грязь втирается внутрь металла. Просто варить трещины большого толка не даст, надо однозначно думать как усилить проблемные места.
-
Собрал, целый час с веником по хате бегал, но получилось. Даже в голове все уместились. Варю я не ресантой, на неё надо денег много и учиться долго, у меня ТДМ со стройки, машина - зверь, сверкаю чисто шестеркой, тонкими не получается. Типа начальник пресса? И с гордостью демонстрируем фотографию со словами "Мне на нем кнопки доверили нажимать", так что-ли? Оборудование ваше на фотографии, чистой воды колхоз на коленке для выполнения определенной задачи, ничего современного я на этих фото не вижу. Обычный прес на 200-300тонник 1980-1987года выпуска, прилеплены к нему два дорновых гидроцилиндра вроде. Причем прилепил это ысё явно не ты, а люди с головой, которые могут это сделать и технологию продумать. Вот лично им - респект и уважуха. Правда продукции не видать, но поверим на слово. Где тут оборудование которое вы предлагаете купить за стопятсот миллионов долларов? Я не вижу ни вакуумного дорнового трубогиба с нагревом ТВЧ, ни суперсовременного оснащения. Даже стены со времен совка не перекрашивались. Обычная шаражка при КБ какого-то завода каким-то краем касающаяся авиаторов с оснащением восьмидесятых годов.... Ну шлепаете вы свои тройники на аутсорсе, ну и шлепайте. Чего выпендриваться то, ЧЕМ??? Переделанным на коленке прессом 80х годов? Так это не ваша заслуга.... Или возможность изготовить тройник на оборудовании сделанном не вами? Вот личные ваши достижения по работе с титаном можно было бы и оценить, а то, что вы публикуете... Увольте, к вам лично это отношения никакого не имеет, кроме нажимания кнопок на прессе... Да, кстати тема называется - "Сварка титана" и гнутьё тут вообще не при делах.
-
Очередные - "немного фото". Маляр с порошком извращался, сделал в подарок сварщикам елочку. Из банки от Электродов.
-
Правильно сэкономленное = Честно заработанное. Дык деньги из кассы и не выходили. А себя я уже наказал, лишил выходных на этой неделе за калым на рабочем месте с удержанием заработной платы в полном обьеме.