

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
Опишите что нужно, у меня есть там знакомый ,но не сварщик. Могу спросить сможет или нет.
Необходимо приобрести не сильно тяжелую вещь.
Потом я её заберу курьером.
Потраченное время человеку компенсирую.
-
В Ярославле нужно помочь.
-
Крайнюю полочку доделали.
Осталась покраска, обои, электрика, сети и прочие мелочи.
К приезду оборудования думаю всё успею закончить.

-
 4
4
-
-
Получил утром наряд на работу,пришел в инструменталку,набрал инструмента и в бой.А вечером сдавать....тут и начинается самое веселое
 Очень хороший контроль за состоянием и отношением к оборудование получается :crazy:
Очень хороший контроль за состоянием и отношением к оборудование получается :crazy: 
Есть подобное начинание, только пока не совсем так как надо работает. Отлаживаем помаленьку.
-
можно Миллер уже заносить в ремонт?
Измерительное оборудование и инструменты придут к концу следующей недели. Как расставлю сразу заноси.
 Я помню, что ты по нему грустишь.
Я помню, что ты по нему грустишь. -
День шестой:



-
6
-
-
- Популярный пост
- Популярный пост
Решил заняться электроникой.
Соскучился по этому делу...
Так как офис переехал в новые помещения я нагло отмел себе отдельный кабинет и решил там сделать себе маленький уголок электронщика.
Урааа... У меня наконец-то будет стол где я смогу разобрать и собрать устройство не ютясь на чугуняках в цеху.
Как в библии за 7дней всё сделать не получится, но хочется побыстрее.
День первый:
Окон слишком много... Деинсталируем...





День второй:
Начал делать верстак.




День третий:
Окон всё равно слишком много.

Потихой делаются полочки для ящичков с барахлом.



День четвертый:
Продолжаем дискотеку...




День пятый:
Первый ярус полочек готов, столы готовы, начинаем наращивать конструктив...




Завтра ченить еще сделаю, выложу.
-
11
-
Ок. принял. наберу по готовности..
-
Неужели нет никого?
-
Доброго времени суток друзья.
Помогите пожалуйста в Самаре, нужно приглядеть за забором груза ТК.
-
Всем привет, есть у нас кто рядом с Башкортостан, Сибай?
Шелезячку надо забрать легкую.
-
-
нашлись мы уже.
-
Еще раз - в личку адреса и ФИО, пожалуйста!
Я курьером заберу.
-
Возвращаясь к стали 40Х и сварным соединениям:
Диагноз: Сегодня вернули два готовых изделия сварные из двух частей. Изделие - втулка и к ней как у ТС приварена звездочка. Причина возврата - трещина по детали рядом со сварочным швом по втулке с кусками вырванного мяса из тела втулки.
Эпикриз: Из-за технической ошибки токарный цех изготовил втулку из стали 40Х, тело звездочки было изготовлено из Ст3(желание клиента), сварщиком без предварительного подогрева (он не знал, что сталь 40Х) данная деталь была обварена по разделке 60гр с углублением в тело деталей, катет шва - 12мм. В результате на втулке выполненной из Ст40Х во время сварки в ЗТВ(зона термического воздействия) появилась круговая зона перекала с твердостью более 50HRC и значительными внутренними напряжениями. Данное изделие не подверглось последующему отпуску и в напряженном состоянии было выдано клиенту. После выноса изделия из цеха с температуро +24гр цельсия на улицу с температурой окружающей среды -20гр цельсия деталь саморазрушилась.
А. Хм-н. -передаю тебе привет, больше так не делай.
-
4
-
-
а низзя эти фланцы вообще не варить, а сделать под запрессовку, или на шлиц мелкий, или на горячую посадить? В плюс их сделать, а потом проточить?
Всё можно, но тут возникают вопросы экономической целесообразности и прочности соединений. повторюсь Изделие по ЭСКИЗУ ТС имеет максимальную прочность, экономичность по финансам и надежность в эксплуатации.
1) Запресовка - низкая прочность на сдвиг по сравнению со сваркой. Запресовка работает на сдвиг, сварка в случае ТС работает на срез, прочность соединения разная минимум на 2 порядка.
2) Шлиц - подразумевает значительное увеличение стоимости изделия в связи с необходимостью фрезерной и долбежной(эрозионной) обработки. Увеличит стоимость изделия минимум в 3-6раз.
3) Горячая посадка см п.1. , плюс имеем технологический отпуск детали во время посадки и последующую термообработку. Удорожание минимум в 2 раза при учете слабых нагрузочных характеристик.
Вариант ТС - при соблюдении всех техпроцессов обработки, сварки, термообработки - максимально выгодный экономический результат изготовления и максимальную прочность изделия.
-
1
-
-
Пока оплатил 5 шт.
А мой заказ можно забрать?
-
От себя добавлю - точите целиком, есть станки которые зажимают полуметровые заготовки в диаметре.
Экономически это нецелесообразно, больше 90% металла уйдет в стружку и займет огромное кол-во времени на обработку, при предложенном вами способе изготовления стоимость изделия вырастет примерно в 30-35раз, может и выше, это считать надо..
На чертеже самый оптимальный вариант изготовления изделия. Странен выбор материала 40Х, сталь "Трудносвариваемая" и сварных конструкция применяется в исключительных и редких случаях, хотя об необходимости этого выбора могут знать только проектанты.
В том, что к этому чертежу и разработке подобной детали приложил руку профессиональный конструктор я сомневаюсь.
Скорее всего мальчик сам нарисовал чертеж, так как ни допусков ни обозначений соответствующих ЕСКД на чертеже нет. Да и расположение галтелей и расстояние от них до сварочного шва на детали как и выбор разделки говорят именно об этом. Поэтому допускаю, что и выбор материала скорее всего тоже взят с потолка.
Учитывая диаметр вала по отношению к толщине привариваемой пластины, а так-же наличию массивного сварочного шва я склоняюсь к тому, что в оригинальном изделии применяется Ст20 или Ст25.
-
2
-
-
Добрый день.
Кто нибудь есть в Ульяновске, помогите коробочку забрать пожалуйста.
-
1
-
-
А я вот эти хочу.
Пока по 1шт
Сварка. Введение в специальность. ФРОЛОВ В.А., ПЕШКОВ В.В., КОЛОМЕНСКИЙ А.Б., КАЗАКОВ В.А. Учебное пособие для вузов. 2008. - 384 с.
Технологические основы сварки и пайки в авиастроении. ФРОЛОВ В.А. и др. Учебник для вузов. 2002. – 456 с.
Контроль качества конструкционных материалов. ГЕРАСИМОВА Л.П., ГУК Ю.П. 2010. – 848 с.
Контроль качества сварных и паяных соединений. ГЕРАСИМОВА Л.П. 2007. – 376 с.
Металлические порошки и порошковые материалы. Справочник. БАБИЧ Б.Н., ВЕРШИНИНА Е.В., ГЛЕБОВ В.А., КАЛИХМАН В.Л., ЛЕВИНСКИЙ Ю.В. 2005. – 520 c.
Металловедение и термическая обработка стали и чугуна. Справ.изд.в 3-х т. Под ред. А.Г. РАХШТАДТА, Л.М. КАПУТКИНОЙ, С.Д. ПРОКОШКИНА, А.В. СУПОВА.Т.3. "Термическая и термомеханическая обработка стали и чугуна". 2007. - 920 c.
Стандартные методы контроля качества металлических материалов, сварных и паяных соединений. Л.П. ГЕРАСИМОВА. Справочник. 2007. - 664 c.
Термическая обработка сварных соединений титановых сплавов. ЛЯСОЦКАЯ В.С. 2003. – 352 с.
Изготовление художественных отливок. /Под ред. В.А. ВАСИЛЬЕВА. 2001. – 303 с.
-
3
-
-
Ну а стали такие берут, потому, что "ТАК НАДО". Ответ достойный высококлассного специалиста.
Оки оки. Расскажи мне товариСЧ поглядев на вводный вопрос: почему для этого вала выбрали сталь 40Х?
Сможешь ответиь - молодец. Не сможешь ---- не порти воздух.
-
3
-
-
Постараюсь на днях чего-нибудь еще закинуть.
Чуток добросил.
-
1
-
-
- Популярный пост
- Популярный пост
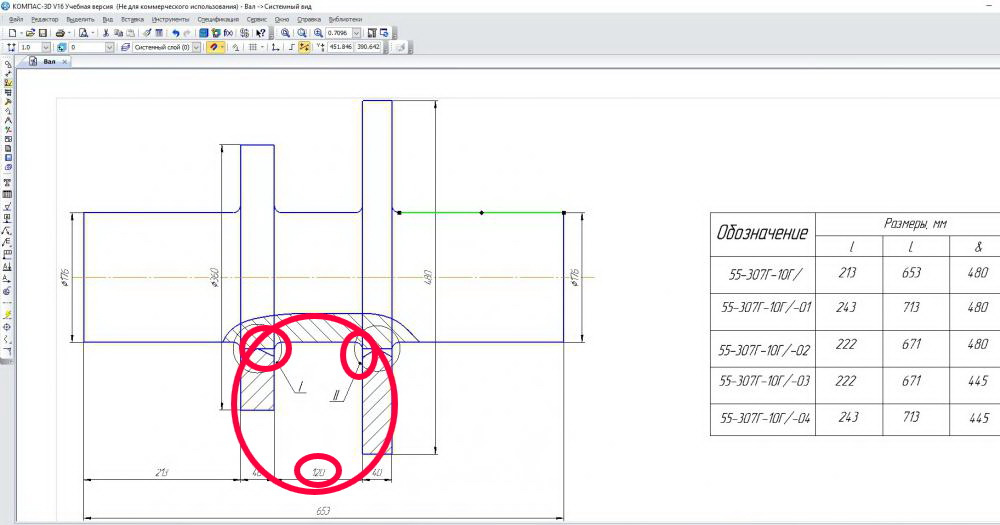
Буду рад любой информации
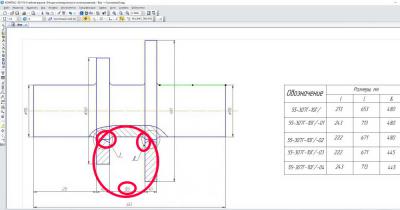
А еще мне очень любопытно как вы отмеченное кружками варить будете? Что за чудо горелка у вас такая которой можно в таком месте сварку провести??? На глубину 20мм в щели 120мм?
Каким методом будет производится зачистка между проходами в этой щели??? И кто вообще вам засунул туда К-разделку при таких габаритах операционного пространства в районе сварочного шва?
Сварщики то конечно это заварят, но проектанту на площадке у сварщиков лучше не появляться особенно если изделие серийное... Ну а если на этом изделии 100%УЗК будет, то проектанту домой только ночью по подвортням бегать иначе поймают и прибьют.
-
13
-
- Популярный пост
- Популярный пост
На таком диаметре 40Х без подогрева и последующей термообработки хрустнет в процессе работы по ЗТВ (Зоне термического воздействия). Получите "стекло" в околошовной зоне.
почему берут именно сталь 40Х. Какие есть альтернативы..
Замена может быть Ст45 в зависимости от требований к детали. Ну а стали такие берут, потому, что "ТАК НАДО" (такие стали там необходимы). Вы предлагаете вам все связанные курсы машиностроения которые вы прогуляли здесь кратко и потезисно выложить?
Ваш вопрос развернуто обьясняется в следующих букварях:
1) Сопромат
2) Стали и сплавы в машиностроении
3) Сварка легированных и специальных сталей
4) Конструирование машин и механизмов.
И изучается студентами ВУЗов обычно в течении нескольких лет. Вы если захотите можете осилить эти книги в течении месяца и "странные" вопросы у вас отпадут сами по себе.
PS: Я не злой, я действительно не знаю как вообще возможно ответить на этот ВАШ вопрос не перепечатав 100500 страниц текста из учебников разных направлений.
PPS: Ну а слышать подобный вопрос от студента 4го курса института, по крайней мере вызывает недоумение... Бросайте учебу, идите в армию, там всё гораздо проще.
-
17

























Помощь в приобретении товаров по месту жительства
в Остальное
Опубликовано
Ну и меня можно воткнуть в первое сообщение по Сахалину. +7963289708пьять, мыло - Sakhalin_Cat"сцобако"mail.ru