ilnursvarka
-
Постов
306 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ilnursvarka
-
Все таки сварочная маска при активной монтажной работе даже при бережной эксплуатации хватает на только 3-4 года. @Hlorofos, когда планируется? А то я вложусь в ихнего конкурента с турбоблоком, и они выпустят новинку...
-
Конечно лучше! Еще бы функцию Grind через отдельную кнопку сделали, то это была бы лучшая маска для её цены. У конкурентов с их космическими ценами продажи в разы упали бы!
-
Всем доброго дня! Сегодня был проведен экспресс тест сварочной маски Tecmen ADF715S 2,5 din. Моя основная рабочая маска Tecmen ADF820S 3,5 din(в работе полгода), также имеется Tecmen ADF715S 4 din, купленная 3 года назад. Самое первое ощущение, что она намного легче моей основной маски! Более сбалансированно сидит на голове. На бюджетной маске, такое же оголовье, как и на старших моделях! Размер смотрового окна 97*47 мм вполне хватает для работы, после своей маски со смотровым окном 85*95 мм дискомфорта при работе не было. Регулировка степени затемнения и перевод светофильтра в положение "Grind"(работа с болгаркой) находятся с левой стороны маски, соответственно для регулировки не нужно прерываться при сварке.Более светлое стекло удобно при работе болгаркой и при подготовительных работах. Задержку осветления фильтра поставил по привычке на минимум, за что был тут же "наказан"! После окончания сварки неостывший металл слепит глаза! При работе с данной маской желательно ставить осветление фильтра на максимальные значения. Затемнение происходит мгновенно, зайчиков не ловишь, в отличие от маски Аврора Sun-7, которых у меня было аж 2 штуки. Маска свою стоимость полностью отрабатывает! https://yadi.sk/i/hM_NMtn_3WRHTp
-
@Вад11,учту на будущее
-
@G_Kar, думал потемнее не видно будет. Оказалось не так.
-
Первая попытка снять видео.Снято на телефон, телефон был положен на светофильтр внутри маски. Маска Текмен 2,5 дин. https://yadi.sk/i/hM_NMtn_3WRHTp https://yadi.sk/i/6aHEG3Ny3WRHXP
-
@Учусь, хорошая работа! Пнуть-просто, а сделать такую работу, если еще нужно сделать в определенный размер-довольно непросто. P.S. Каким П/А сварены швы?
-
 @Вад11, понял тебя. Алексей с Выборга тоже самое сказал. Пошлю их нему, а куда они пойдут, уже их дело.
@Вад11, понял тебя. Алексей с Выборга тоже самое сказал. Пошлю их нему, а куда они пойдут, уже их дело. -
Добрый день! Вопрос к специалистам по ремонту строительной техники. Имеется экскаватор JCB, на стреле трещина. Как я вижу ремонт трещины. От видимой части конца трещины на некотором расстоянии(сколько см?) сверлиться отверстие(какой диаметр). Трещина разделывается V- скосом кромок для провара на всю толщину металла. Заваривается на всю толщину, лишнее усиление снимается, на трещину ставиться накладка(какой формы она должна быть?) и обваривается. Все вопросы вроде бы написал. Или это делается как-то по другому? Опыта по ремонту спецтехники нет, приму любые советы. И по оплате, во сколько оценить работу. Технику не ремонтировал, в ценах вообще не ориентируюсь. Местонахождение Санкт-Петербург.

-
@Игорь43, она легче и намного миниатюрнее Кемппи. А Кемппи я продал по причине ненужности девайса. Еверматиком до сих пор пользуюсь иногда.
-
@Игорь43, присмотритесь к сварочной маске Еверматик .Для меня она намного удобнее Кемппи 90.
-
@Игорь43, у меня была такая маска, но с простым стеклом. Мне маска не понравилась по следующим параметрам: 1. Большая по габаритам; 2. Немного тяжелее большинства масок; 3. Во внутреннем пространстве между 2 стеклами быстро забивается пылью, буквально в течении 1 часа. При работе эту пыль я видел, и она мне очень мешала. Проработал я в этой маске 2 дня, на большее меня не хватило.
-
@Георгий 11, знаю. После знаменитого выражения хотел смайлик поставить, но потом передумал. Кто знает, тот поймет
-
@BelaZZ, полностью подписываюсь под всем вышенаписанным. Даже после 20 лет работы сварщиком, постоянно учусь сварке и с наскоку тут нифига не получаеться. Как завещал вождь всех народов, "трудиться,трудиться и трудиться!" Только тогда получиться. Возможно. Вот такая она, наша профессия!
-
Работа на теплотрассе в Новоселье.
-
@Вад11, насчет видео пока ничего не обещаю, потому что для этих стыков выкроил у себя время. Оплата у меня по стыкам. Даже дело не в этом, а в том, что большие диаметры уже сварены, осталось труба 108 мм, и то уже немного. Как понял, применение ПА имеет смысл от диаметра труб 300 мм и больше. Вот если срастется заказ, где надо варить 800-сотку около километра, вот там обязательно применю ПА. Пока сварил 4 стыка неповоротных стыка, о которых забыл упомянуть, где корень прошел ПА в конце рабочего дня, а облицовку сделал уже ручником на следующий день, так ПА настраивать было некогда. Пока нужны тренировка именно потолочного положения, которое получается хуже всего(при учете того, что имею опыт сварки 4 стыков в неповоротном положении ). Пока как-то так. Думаю продолжение следует, так как есть желание освоить сварку труб ПА. P.S. Швы гуляют, потому что они сварены при разных параметрах. Эксперементировал, можно сказать. Смотрел на каких параметрах какой шов получаться будет.
-
@G_Kar,нет, от сети на 220 В.
-
До этого ПА вообще не варил. Взял Гроверс для изучения сварки ПА. Пока делаю первые шаги. Думаю по мере приобретения опыта придет понимание, какой аппарат нужен. Все зависит от специфики работ. Уже сварил 4 стыка трубы ПА в поворотном положении, вроде получается, правда не так как хотелось бы, но все же. На момент сварки не было подогревателя газа, но он уже приобретен и используется по назначению.
-
@morgmail,Гроверс 200 миг
-
@selco, углекислый газ.
-
На объекте, где в данный момент свариваю теплотрассу, предложили подлатать ковш экскаватора. Цену назвал небольшую(по моему мнению), 2000 рублей. Просто в багажнике авто лежит ПА и давно хотел попробовать порошковую проволоку в работе, а тут как раз такой случай. Швы на красоту и правильность форм не претендуют, задача была опробовать сварку порошковой проволокой. После звонка Alex47 появилось понимание с каких режимов начинать работу. Начал с напряжения 24 В, подача 7 м/с, доходил до 25 В и 9,5 м/с. проволока прощает ошибки, варит в указанном диапазоне хорошо. При максимальных указанных параметрах появляется звук, напоминающий глухое звучание шмеля. По ощущениям сварка металла больших толщин сильно отличается от сварки электродом. При сварке электродами ты как будто переплавляешь металл, а при сварке ПА порошковой проволокой, создается ощущение, что ты заливаешь жидкий металл в разделку кромок. После получаса сварки начал понимать сленг сварщика "жарить", потому что внутри левой краги с подкладом руку начало припекать..., хотя теплоотвод ковша при его-то массе приличный. Проволока Хундай, диаметр 1,2 мм. Сварочные швы в разных местах разные, потому что пробовал сваривать применяя различную технику ведения горелкой, отсюда и различие шва в разных местах. Общий вывод: для сварки толстостенных металлов с большим объемом сварки - лучше ничего не придумаешь! Сварка ПА с порошковой проволокой мне понравилась, теперь можно брать заказы с большим объемом наплавки металла.
-
@Инвертика, Балдер - это есть хорошо! Также они делают светофильтры для американских масок Jackson/
-
Просто многие думают, что взять и что нибудь сварить - это как два пальца ... .А в каждом виде сварки столько нюансов, что нужно не один год поработать, чтобы познать даже половину!
-
@Hlorofos,благодарю за очень доступное объяснение! Моя есть понимать и очень-ма довольна! Полагаю, хоть и пока безосновательно, что это достойный аппарат.
-
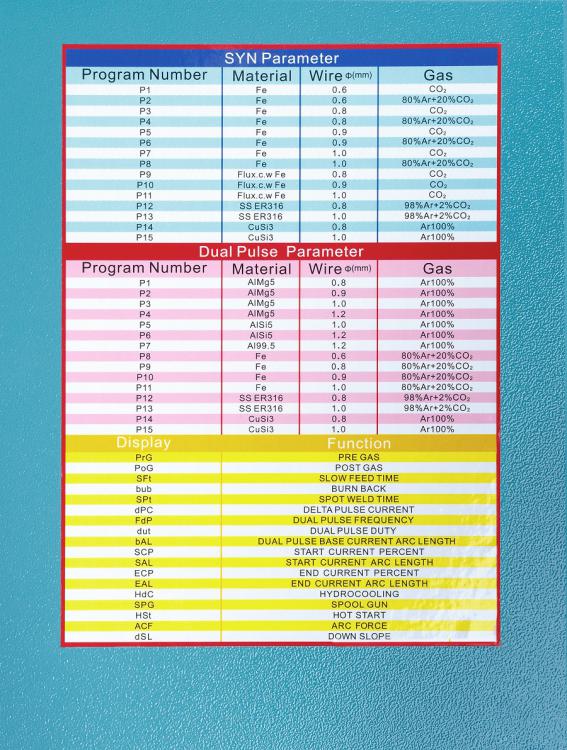
@Hlorofos, добрый день! Просветите пожалуйста, по ниже выложенному фото не могу понять, синергетика данного аппарата не распостраняется на одиночный пульс? Или только на двойной пульс есть синергетика?