
.jpg.3ec015d2b0f84cefe49c000c416b805c.jpg)
Serj55441
-
Постов
1 378 -
Зарегистрирован
-
Посещение
-
Победитель дней
65
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Serj55441
-
-
Тиг есть, кроме электродов есть Панч, бркмц и мнжкт. Что предпочтительнее?
Панч - силовые нагрузки
МНЖКТ - 100 % герметичность
-
 2
2
-
-
А трещины в теле детали все же у Вас остались.
Я не собираюсь с вами спорить,т.к. чугуна перелопатил Панчем столько,что аж самому иной раз тошно. Иной раз и на сайт не выставляю работы,так ка для меня это просто рутина.Нет никакого пафоса,просто работа с чугуном. И эту работу выставил для того,чтобы не боялись скорлупки мостов\раздаток\прочего варить.
р.с. нужна правильная разделка,подготовка и температурные режимы
-
3
-
-
А трещины в теле детали все же у Вас остались.
трещин нет ,под лупой сам смотрел. А поры на фото никак не влияют на работоспособность. Спешка. Оборудование стоит.
-
- Популярный пост
- Популярный пост
Сейчас делаю одну прикольную работу.Выставлю,когда окончится процесс. Если подходить с боязнью,то даже не стоит и браться. А если покумекать "чем и где-как-что-и как варить", то все получается и служит верой и правдой. И если надо,то усилить место сварки.
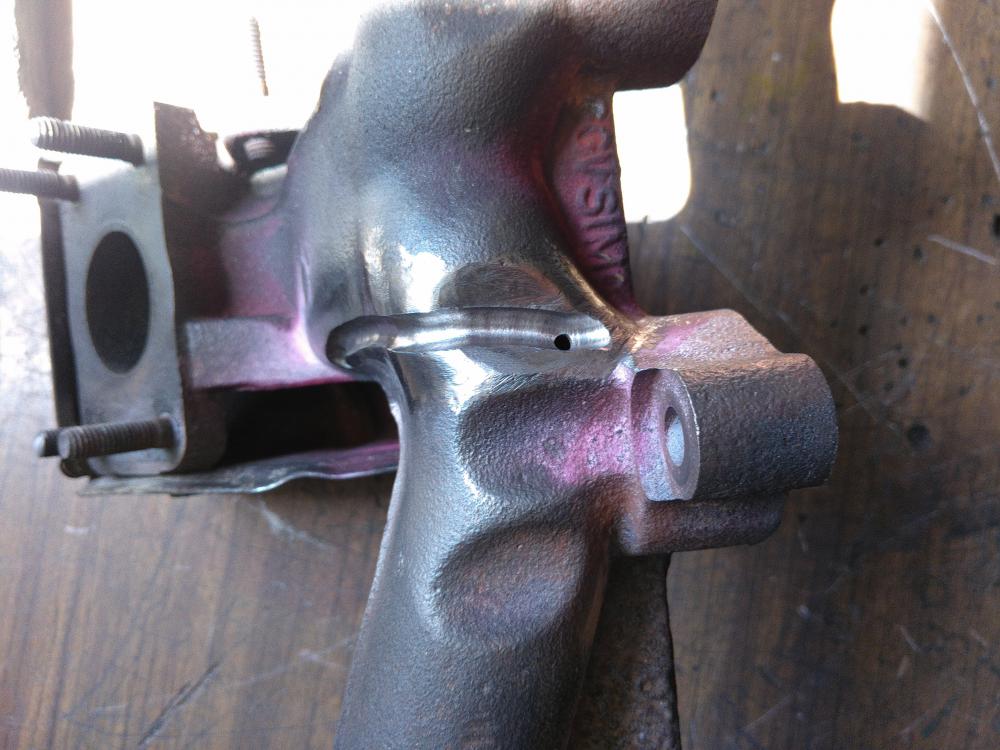
Даже вот такой излом лечится. Это уже вторая "вилка"(я так назвал её). Первую делал год назад - всё держит.Сначала заварил "отломыш" с глубокой разделкой,далее организовал боковые накладки и одну центральную,сами гайки из нержи были проточены и соответсвенно приготовлено для них посадочное место.Потом в печь и всё обварено.После остывания выкручены болты и для профилактики прогнали резьбу метчиком.
Всё варил Панч-11 3мм(с форума от Александра), тигом. Вольфрам WZ-8, диа 3.2, WP-20.












-
10
-
- Популярный пост
- Популярный пост
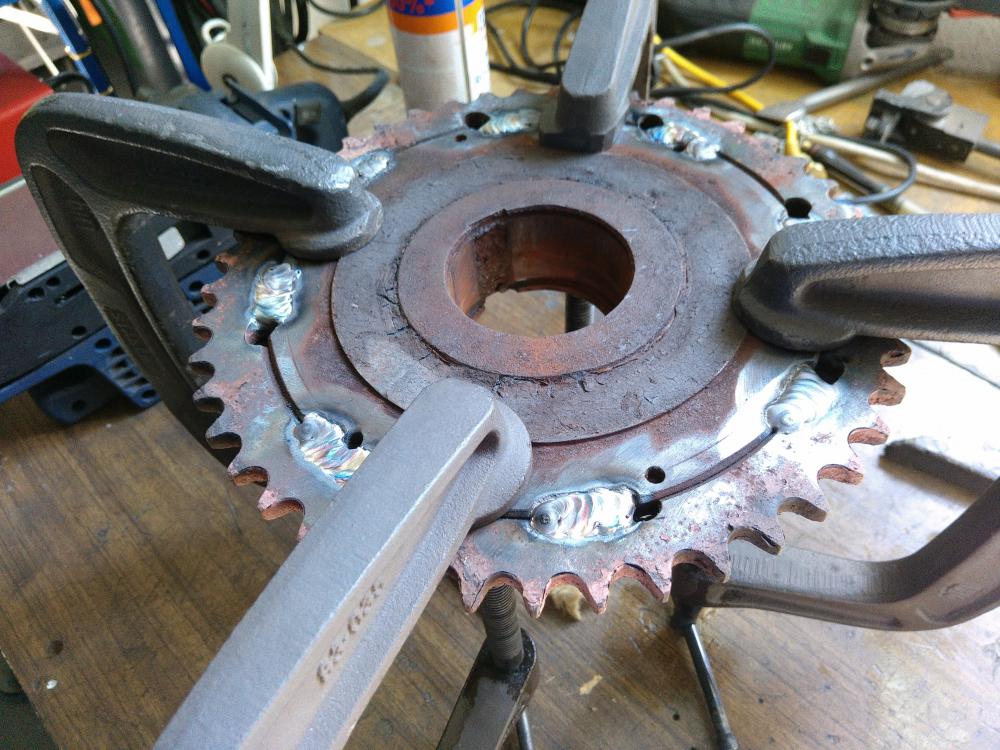
Когда две трещины рядом уже интересней работать.
Все режимы и параметры сварки стандартные,как и предыдущие коллектора.
Единственный момент,что после сварки первой трещины коллектор пошел опять в печку греться и набирать температуру вновь







-
18
-
Ребята ГОСТы это все хорошо, но у клиента лежит семь таких деталей и у всех трещины.
Не принимайте близко "про ГОСТы" ,я сам иной раз задавал вопросы, а в ответ мне кое-кто не про практические подсказки или советы давал ,а про ГОСТы рассказывал.
Повторюсь,что практический ремонт и ГОСТ иной раз никак не хотят пересекаться,но между строк почитать не мешает для работы мысли.
-
4
-
-
Боязни никакой нет. Просто есть вопросы.почему тигом? Детали поменьше варил тигом, результат положительный. А эта штука весит под 100 кг вот и хотелось услышать советы от коллег.
Штучными электродами варю бытовое,но чугун не берусь варить электродом.Не умею.
По чугуну работаю только тиг-ом и делал подобные и похожие корпуса,но от другой техники. Начиная от собирания каких-то корпусов от механизмов из кусков, заканчивая вваривания недостающих кусков и вместо разбитых резьб вваривал шпильки из нержавейки.
Тигом лучше получается контролировать сам процесс,хоть и сам процесс медленый.
р.с.конечно,это лично мое мнение
-
3
-
-
Сейчас делаю одну прикольную работу.Выставлю,когда окончится процесс. Если подходить с боязнью,то даже не стоит и браться. А если покумекать "чем и где-как-что-и как варить", то все получается и служит верой и правдой. И если надо,то усилить место сварки.
-
2
-
-
- Популярный пост
- Популярный пост
прихлопование пальцами? "Береги руку, Сеня!" (с)
Стараемся,бережём. Даже при сварке коллекторов.


Разделка,подогрев 350-380 градусов,Панч-11,WZ-8 диа 3.2мм ,режим до 185А(педаль), проковка.







-
22
-
Добрый всем день.Проблема такая просят заварить трещины на промежутке МТЗ. Реально или нет. Электроды есть 92.58
Разделка глубокая , прогрев 300-400 градусов, проковка ,варить Тиг-ом. Но я бы варил или Панч,или 92.78 .
И всё будет держать и служить.
р.с. привалочные плоскости на мех.обработку потом.
-
Делаю первый проход. Срач вначале, так и должен быть, потому как деталь условно холодная
Без обид,но на холодную варить смахивает на "садо-мазо"...Грейте "в массе" и всё будет хорошо.
-
5
-
-
Этот блок БУ стоит 200.000
Что-то с цифрами в ваших краях случилось...Проще найти на разборке,если это дизельный мотор 2.4 , то с праворуких тазиков купить можно за 1тыс.евро в комплекте. Дизельные моторы WV 2.4 литра устанавливались на Вольво 850\S-70\S-80 ранних выпусков.
р.с. " основные кости",т.е. голый блок без навесного = идентичен, разница между WV-исполнением и Вольвовским в навесном оборудовании.
-
2
-
-
- Популярный пост
- Популярный пост
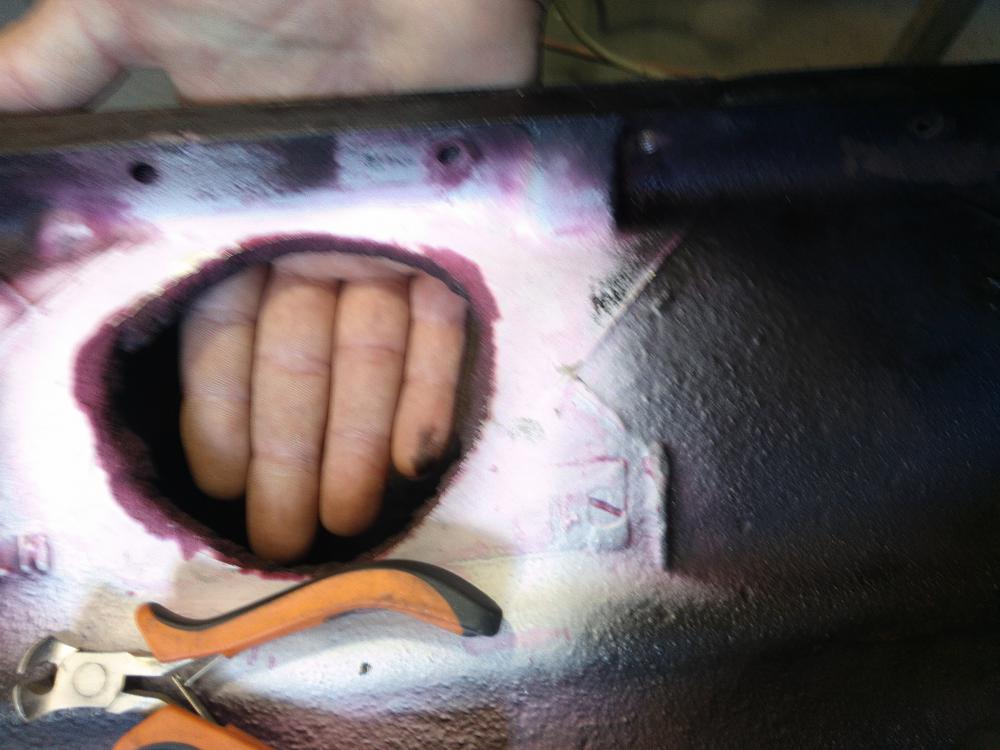
Блок с большой пробоиной.Латка Ст-3, 4мм,отжигал.
Варил на холодную, снаружи "александровким" Панч-11, старой разливки 3мм. В разбежку по 2-3см,с проковкой.
Внутри(просьба клиента) также самое,но МНЖКТ .Потом проверка на мел.
После попросили "замаскировать латку", и в ход пошел "шовник Новал" и прихлопывание пальцем для образования типа шагрени.
Горелка WP-20, резанная керамика 6XL, линза,WZ-8 диа. 3,2мм ,









-
18
-
спрашивайте история буде дуаю длиная
Не надо исправлять вот такое,отказаться однозначно.
-
3
-
-
Тогда уж лучше WD, хотя керосин тоже не плохо.
У WD-ешки основа уйтспирит, а это есть ничто иное как "легкий керосин"

-
1
-
-
Брызнул пенетратом, пусть полежит пару часиков, проверю по позже
Вроде как комбинация "керосин+мел" лучше покажет изъяны ? или не так?
-
Теперь вот так. Сваривал без интервала, за один присест. Нет и намёка на трещины
Александр,на холодную варили?
Или подогревали?
-
1
-
-
Ну и не большой экскурс и вот смотрите , хороший или более менее нормальный чугун не создает не каких трудностей по сварке и не обязательно его панчем
Может и необязательно варить его Панчем,но желательно, т.к. сварка чугуна Панчем - гарантия.А нержавейкой или св08 - лоторея.
МНжкт - 100 % герметичность,стелится на "ура"
CuSi3 - чистая пайка,нужна сноровка и малёхо опыта.
-
7
-
-
Кстати иногда обычная проволока от ПА ( св08г-2с ) бывает лучше всякого ПАНЧ и заморской экзотики и даже более скажу там где ПАНЧ сплошные поры и так же усе "заморское " то есть на не особо хорошем чугуне , св08г-2с дает намного лучшие результаты .
Валерий,в этом утверждении не соглашусь с вами. Именно при сварке коллекторов и чугуна Панч лучше себя показывает,чем проволока.св08. Фото коллекторов не выкладываю, т.к. в основном это классические трещины и иной раз я для архива делаю просто 2-3 фото,чтоб в случае чего вспомнить фигуру трещины.Но время идёт и нареканий на работы нет.Тьфу-тьфу-тьфу.
Я уже не раз писал в постах,что Панч многое прощает,вплоть до того,что прощает и позволяет сварку поперечными движениями,,, хотя многие утверждали,что категорично "Нельзя". Согласен,что Пнач не панацея,но это лучшее,что предлагает российский рынок.
Dratek намного лучше,но он кусачий по цифрам закупки.
А отбитый ОК92.78 рулит среди всех присадок по чугуну,где нет температурных нагрузок.
-
2
-
-
Слишком короткое время существования ванны в жидком состоянии.Где стенка потоньше,то и результат лучше.
Ничего подобного.
Где стенка толще и разделка глубже - там и результат лучше.
А про время существования ванночки в жидком состоянии - верно.
-
На сварку лодочных коллекторов и Penta, и GM в самый раз или монель(отбитый ОК92.78) - он намного лучше ложится на "этот качественный чугун" ,или Панч.
-
1
-
-
У кого нибудь был опыт работы с порошковой проволокой NICORE 55 1.2 мм для сварки чугуна? Интересует что за чудо проволока, что по ней нет ни какой спецификации и отзывов, а только одна реклама. Спецы Есаба говорят, что плохая подготовка чугуна, но Панч на эту подготовку ложится без проблем. Сплошные поры, нет смачиваемости.
Думаю,что много " Fe" в ней,поэтому она себя так и ведёт.
-
- Популярный пост
- Популярный пост
Иной раз приносят на сварку всякие цацки-штуковины.Если учесть,что просили оторванные уши тормозных цилиндров приварить на место(я отказываюсь), то всякие приспособы для каких-то механизмов,решетки плит и двухмассовые маховики - детский сад и приходится варить,так как "всё пропало!Шеф!Выручай!горит! "
Панч 3мм, глубокая разделся и широкая разделка.Кстати,давно уже чугун обрабатываю "фрезами с редким зубом", которыми алюминий грызть в удовольствие.До сих пор ещё не переставил и на аппарате стоит WP-20 и "флекс шланги",вот ей и варю всё.Что-то есть "в этой пушинке",хотя по началу не мог приноровиться,как перышко после 18-ой и дубового упорного шлейфа,на который удобно опираться.
Ещё один момент у меня случился,что на WP-20 стандарной длины сопло 6XXL не даёт нормальной защиты и при сварке чугуна,и при сварке алюминия.Выкупил случайно.И появился у меня рабочий комплект порезанных сопел+одно склеил эпоксидной из остатков отрезаного.
Ампераж не знаю,т.к. педалька,но выше рекомендуемого - это точно.
По маховику некоторые говорят,что не чугун.Но проба сверлом - явная пыльца\пудра.От какой машины не знаю и иной раз вообще не спрашиваю от чего и зачем.Если капля разума подсказывает, что венки не надо будет покупать ,то варю всякую хрень ,что приносят.От решеток Зингеров до непонятных изделий.Панч рулит.














-
16
-
А аппарат видимо не для меня, больно много беготни вокруг него, болгарка рулит) (надо его или продать или подарить, чтобы больше не смущал инструмент на котором работать не получается).
Если не получается,то да - продать. А болгарка по сравнению с плазморезом тихо курит в сторонке и себестоимость реза болгаркой в десятки раз дороже,особенно на больших толщинах.
-
1
-














































Сварка чугуна ТИГ-ом
в Аргонодуговая сварка — TIG
Опубликовано
Ну,типа чтоб при продажном осмотре не бросалось в глаза