

Nikoley
-
Постов
104 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Nikoley
-
-
Задарили сварочник ММА-ТИГ .
Особенности:Настоящий кореец.
Инвертор.
Питание - 220 вольт!!!
Ток рабочий - до 350 ампер!!! Ток весьма высок для однофазного питания!
Режимы ММА и ТИГ
Осциллятор присутствует ( вкл/выкл)
Выход - только постоянка.
Ступенчатая регулировка задержки продувки.
Состояние - приличное.Аппарат неисправный, пока мельком посмотрел - выход есть, но не руглируется ток , похоже.
Пока не понял - что за зверька мне задарили. Я ремонтник сварочников, варить не умею да и задач нет.
Переквалифицироваться в сварные нет интереса. Держать его балластом - тоже.
Как вариант - отремонтировать да продать.
Отсюда и вопрос - что за зверь и во что оценить?
Посмотрел в Корее этот аппарат, там его цена 35 000 рублей на наши.

-
12 часов назад, Александр76 сказал:
оказывается есть только две фазы на питании
 Бывает!... Но все же не стоит расслаблятся:
Бывает!... Но все же не стоит расслаблятся:
Трансформатор питания схемы в этом аппарате работает от двух фаз. Это у вас удачно прлпала одна фаза - сварочник включился.
А если включился то выход тока сварки должен быть даже при пропадании одной фазы. Просто невозможно в этом случае получить максимальный ток. -
39 минут назад, Roks23 сказал:
кажется, фигню написал.
Я тоже фигню написал:
43 минуты назад, Nikoley сказал:Похоже у вас так же как и у меня прет максимальный ток.
Я зациклен на своем случае - максимальный ток!

И фразу - аппарат щелкает, воспринят как щелчки тока.
Так что мое предыдущее сообщение можно не читать.1 час назад, Александр76 сказал:проволока идёт не искры ни сварки нет
Нет выхода тока. Опять же - надо проверить в режимах и МИГ и ММА.
-
 1
1
-
-
1 час назад, Александр76 сказал:
Что может быть?
Я пока не могу ничего подсказать - мой случай еще ждет решения.
Похоже у вас так же как и у меня прет максимальный ток.
Как ведет себя аппарат в режиме ММА?
Есть ли регулировка тока? В моем случе режим ММА работает нормально.
Если нет регулировки в обоих режимах, МИГ и ММА то возможно виновать датчик тока.
На нем должно присутствовать питание, оба - и минус и плюс 15 вольт. И выходное напряжение должно менятся при изменении сварочного тока. -
Только что, звонок клиента:
- Когда будет готов мой аппарат?
- В понедельник ориентировочно.
- А сколько будет стоить ремонт?
- 20 тысяч устроит?
- У.ууу..., конечно!
Интересно - сколько я "просохатил" с учетом того что стоимость аппарата где то 170 тыс?
Вопрос не праздный - с этого года работаю за деньги. Если в прошлом смотрел сквозь пальцы на ценообразование стоимости услуг, хватало, то в этом году - исправляюсь, есть задачи.
Ваше мнение? -
21 минуту назад, copich сказал:
при проверке на ММА пробовали варить? Может и там ток будет завышен? Если так, то смотреть токовый датчик. Поэтому проверьте полностью в ММА и на дуге, а после уже переходить на МИГ. Если все в ММА будет хорошо, а на МИГ жечь метал, то смотреть скорость подачи проволоки, будет ли она регулироваться? Может мотор меняли или плату регулировки скорости мотора или регулятор не исправен.
P.S. на бриме у меня ток не регулировался, шпарил на все деньги. Там проблема была в одной из двух плат. Если тут плата одна и ту меняли, то тогда токовый датчик смотреть или подавалку.
Все проверял, в первом сообщении писал.
В общем - пока отложу этот аппарат, рабочих версий нет.
А то очередь уже из 12 штук выстроилась.
По прежнему буду благодарен за помощь. Дело даже не во мне, в моем заработке и так далее, Мне тут хватает.. Мне проще отдать этот аппарат без ремонта!
Дело в мужиках которые ждут результата. Аппарат мощный, значить у них не кузовной ремонт, а что то более существенное простаивает.
Надо как то решать.
Завтра попробую связаться с головным сайтом по Авроре. Но обычно такие сайты это только торговля, тех поддержки часто не бывает. -
6 часов назад, tehsvar сказал:
Их нужно на реальную сварку проверять. Им первоначальный ток короткого замыкания нужен.
В общем - попробовал.
В аппарате неисправным оказался еще и собственно сам механизм подачи проволоки. Провозился...Ппоробовал живую сварку - работает неправильно:
На индикаторе установлено напряжение 14V ( максимально там возможно 41V). При напряжении на индикаторе 14V ток дуги свыше 300 ампер, жгет дыры.
Так что я пока в непонятках. В первом сообщении написал - все проверил вокруг материнки.
И заменил материнку на новую. -
30 минут назад, tehsvar сказал:
Им первоначальный ток короткого замыкания нужен
Была такая мысль. Сеггодня планировал проверить.
А пока посадил на еще меньшую нагрузку, ток максимальный прет - 400 ампер.
Спасибо. Буду сейчас пробовать дымить...
Есть один, правда, спотыкач , - за стенкой сидит женщина-бухгалтер которая нервно реагирует на все запахи.
-
АВРОРА Ultimate 450 - прошу помощи!
Но ситуация такая что вряд ли кто что подскажет, но - последний шанс!
Данный аппарат имеет режимы MMA и MIG.В режиме ММА все работает штатно - ток регулируется от минимального до максимального без проблем.
В режиме МИГ ток не регулируется.
Тут маленькое примечание:1. После ремонта я испытываю сварочные аппараты на нагрузочном стенде - два мощных резистора последовательно.
Первая ступень - включено два резистора, рассчитан ток нагрузки до 200-250 ампер. Второй режим, включен только один резистор - рассчитан на ток нагрузки 400 - 450 ампер.
2. Ремонтируя полуавтоматы АВРОРА я заметил одну особенность этих сварочников при тестировании под нагрузкой:
Например АВРОРА 200 п/автомат при подключении на первую ступень нагрузки не регулирует ток в нагрузке.
Из за этой особенности как то раз завис с ремонтом этого п/автомата.
Но при переключении на вторую ступень нагрузки, с меньшим сопротивлением, регулировка тока происходит штатно, как и положено.Теперь о текущей проблеме:
Данный аппарат не регулирует ток ни на первой ни на второй ступени.
Проверив переферию я пришел к выводу - виновата материнка. Заказал.
Заказал для этого аппарата две матери, одна стандартного вида , другая продвинутая - часть на смд компонентах.
Заказал две чтобы с учетом возможных неожиданностей хотя бы одна была рабочей.
Но при установке новых плат на сварочник, одной и второй, картина не изменилась - ток в режиме МИГ не регулируется.Управление все проверил на предмет обрывов да других косяков.
В области управления заменил на всякий случай диоды (стоят в механизме подачи на органах управления), бывает что звнятся нормально но под напряжением косячат.
Датчик тока проверил - выдает напряжение пропорционально току нагрузки.
Все, больше там нечего проверять.
Дальше проследил на материнке цепь управления током под нагрузкой.
При регулировки тока ручкой управления на механизме подачи в цепи управления, на схеме материнской платы, напряжение меняется от 0 до 1,5 вольта.С учетом что все три материнки ведут себя одинаково, крыша помалу едет!
Не дайте зачахнуть!


-
Спасибо! Уже понятнее.
Да похоже это фильтр - защита от HF. А защищает линию контроля наличия плазмы.
2 провода от него идет на плату согласования с интерфейсом компа.
Спасибо! -
Поступил в ремонт этот плазморез. Составная часть установки ЧПУ по резке металла.
Документации нет, сервис мануала нет, разбираюсь.
В районе формирования напряжения плазмы стоит интересная деталь, в руководстве пользователя обозначена как конденсатор. Раньше не встречал в плазморезах такое.
Маркировка детали - Huayuan HYC-1002 ( на фото) 5 выводов.PDF или какую более подробную информацию на нее не нашел.
Кто подскажет что за зверь и его внутреннюю конфигурацию?В аппарате есть интерфейс для связи с управляющим компом, 2 провода. Для контроля работы дуги как понимаю.
По словам клиента -в в этой цепи стоял предохранитель, в отдельном пластике висел на проводе.Сгорел в дым, без остатков и слегка запалил рядом стоящие платы!
Отсюда недоумение - что же там за интерфейс в компе если предохранитель горит в дым? Отсюда сомнения - а предохранитель ли там стоял?
Так вот эти 2 провода , те что идут к компу, берут начало как раз на этом интересном конденсаторе.
Отсюда хочется знать - что же в нем спрятано?

-
44 минуты назад, Sla70 сказал:
Фрагмент схемы.
Спасибо!
-
13 часов назад, Sla70 сказал:
Всё верно,такой транзистор и должен стоять.Завтра скорее всего попаду домой и найду эту схему.
Спасибо!
-
Принесли в ремонт этот сварочник - нет тока.
Разобрал, ожидаемо - выгорели выходные диоды.
тут надо заметить такой момент:
Силовые диоды летят двумя путями: или короткое, тогда аппарат уходит в защиту.
Или выгорает кристалл диода и тогда короткого нет, на выходе напряжение хх но тока нет,
Эта проблема на час работы. Но я вот завис:
На одном радиаторе с диодами стоит транзистор 2SC2625, корпус 247 не изолированый, сидит непосредственно на радиаторе.Опыт да и схемы гооврят о том что в цепи регулировки протяжки проволоки обычно стоят транзисторы MOSFET, пара -на двигатель и на стоп.
Перерыл все свои схемы по САИПА - 135, нет похожей. На этом шасси GP219
Учитывая что и другие детали в этом аппарате перепаяны я уже не верю ничему и потому обращаюсь за помощью:
Какой транзистор в данной модификации шасси стоит на радиаторе диодов?Судя по всему он должен крепится через изолирующую прокладку. Верно?
Или если есть у кого кусок схемы этого аппарат то буду благодарен.
-
и было ли у кого что-то подобное?
Было. Правда давно, подробностей не помню.
В таких случаях 2 наиболее вероятные причины:1. Глючит один из силовых транзисторов.
2. Глючит один из диодов моста выпрямителя от датчика тока. Там обычно стоят диоды 4148. При прозвонке нормальные а при возрастании силового тока и соответсвенно - напряжения в цепи после датчика тока - пробой.
Так же надо смотреть и стабилитроны в цепи измерения сварочного тока или в общих цепях защиты от пергрузки и перегрева. Бывают глючат.
Так же надо смотреть цепь измерения температуры - при возрастании тока возрастает электромагнитное поле внутри сварочника и наведенная эдс может вызывать срабатывание защиты. Проверяется просто - откинуть разъем датчикоа или датчиков температуры и проверить без них
Но вот датчик тока о котором упоминал откидывать не рекомендую - может быть ба -бах!
Со сгоревшими деталями которые потом придется вызванивать и менять.
-
Отдал аппарат сегодня клиенту.
Сегодня клиент опять принес этот аппарат в ремонт!
Клиент лазил самостоятельно по аппарату и нашел три обрыва в шлейфе от платы управления на плату преобразователя DC - AC.
Восстановил.

Выход ММА и ТИГ появился.
Но по прежнему не работает режим 4Т и не работает осциллятор.
Дальше я уже сегодня полазил по аппарату - сдох высоковольтный трансформатор осциллятора. - FBT-08-01
Заказал. В начале декабря обещали.
Пока все!
Побольше бы таких клиентов : сами чинят и при этом еще деньги платят!
-
Это полная копия Сварог 200 АС-ДС.
Проверь датчик Холла. Из-за его неисправности бывают такие проблемы.
Спасибо! Отдал аппарат сегодня клиенту.
На нем еще были признаки отказа платы управления:
Переключение 2Т в 4Т индицируется, но режим 4Т не работает.
Сдыхал постепенно - неустойчиво, не всегда срабатывал осциллятор и пропадал выход.
Отдал.
-
Поступил в ремонт сварочный аппарат КЕДР UltraTIG-200P AC/DC.
Включается, управляется, нет тока выхода ни в одном режиме.
Первое впечатление приятное - аппарат сконструированг грамотно, собран добротно.
Документации сервисной нет.
В режиме ММА на выходных клеммах рабочего напряжения нет.
Исследование показало:
Силовой инвертор работает, на внутренних шинах, после силового выпрямителя, напряжение есть. Но оно не проходит через второй , мостовой , инвертор- преобразователь DC/AC на выходные клеммы.
Дальнейшие поиски показали:
Инвертор DC в АС в порядке, все его цепи управления и силовые элементы исправны.
Нет сигналов от схемы управления.
И вот тут второе уже впечатление от сварочника - неприятное.
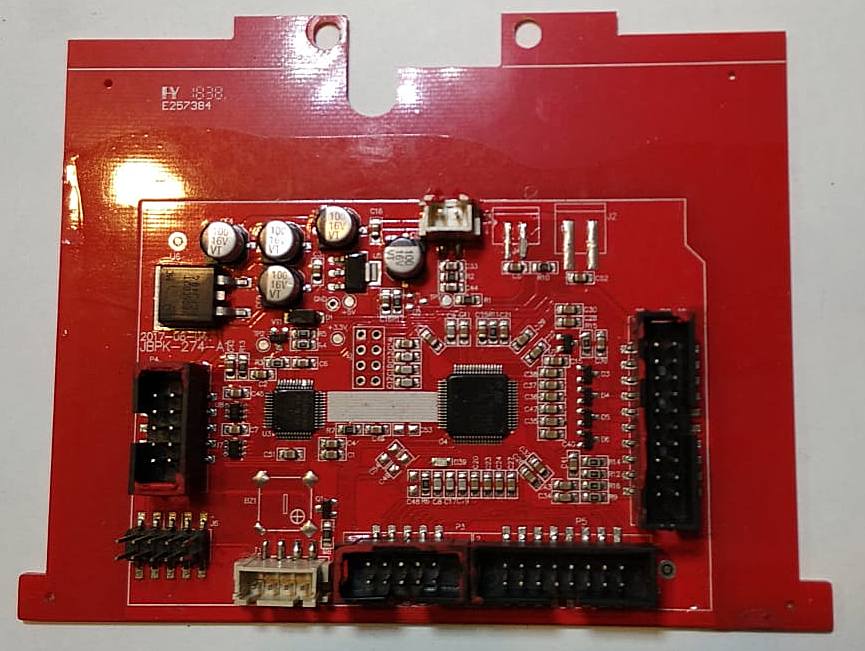
Диагноз - инсульт головной платы управления
Схема управления на фото. Два микроконтроллера на плате. Ремонту не подлежит - замена. Или - прошивка.
Бренд КЕДР. ру на запросы не отвечает.
Гугл поиском - запчасти ответил уныло - не видел...
В Китае поиск аналогичного аппарата и его комплектации ничего не дал.
Отсюда вывод - аппарат на списание?
Так что еще один минус применения микроконтроллеров в популярном и недорогом сварочном оборудовании.
Практически новый, не изношенный аппарат - в утиль!


-
Достало пипец. Вопрос к профи - могу ли я заколхозить на неё разъёмы как на современных аппаратах (сварочные разъёмы байонеты),
Можете но - не стоит.
Ремонтирую сварочники уже с десяток лет и одна из частых проблем - выгорание, износ этих самых (быстрых разъемов). Небрежно затянутые в процессе работы начинают искрить и греться и дальше процес идет лавиной!
Если уж надумаете все же, то ставьте большие, размер 35-50. У таких при затяжке легче ухватится и затянуть "от души".
-
Не катит: за простым с виду решением таится куча головняков.
Самое простое и правильное - восстановить штатную схему.
-
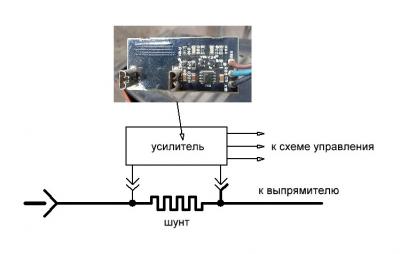
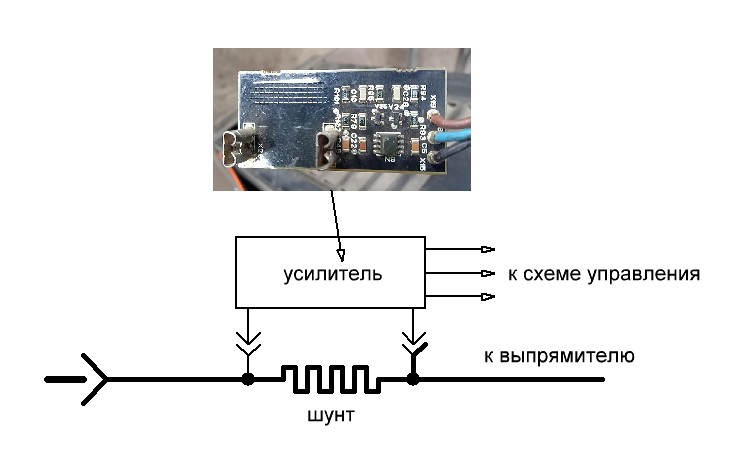
Привезли в ремонт инвертор KEMPPI KPS 5500 слегка разграблен.
В этом аппарате на минусе выхода силового тока непосредственно на разъем крепится шунт с усилителем.
На фото и рисунке подробности.
И шунт и усилитель утрачены, концов не нашли. Аппараты достаточно древние, но хорошие, просят восстановить.
Нужны:
1. Схема усилителя сигнала с датчика тока - шунта.
2. Сопротивление шунта, который тоже утрачен.
Если у кого есть такая информация то буду благодарен.



-
Закончил плазморез.
Вот результат, может пригодится кому.
Клиенты , как обычно - редиски: второй день не забирают эту бандуру, мешает.
-
1
-
-
Спасибо! Завтра буду ковыряться. С утра силовой выход разрисовал, но сегодня что то мелочи много подкинули..
Вот сижу и соображаю что лучше - 10 штук мелких или один гробик чинить?
Кстати:
Обнаружил те самые два конца которые должны запускать контактор 24 вольта 50 гц. Их обрезали, изолировали и задвинули.
Проверил - отрабатывают.
И судя по пылевому следу аппарат ковыряли дважды:
1 Первый раз отключили контактор и запустили, похоже, схему по простому варианту и так работали.
2. Второй раз уже начали ковырять контактор и городить огород вокруг него что я наблюдал.
-
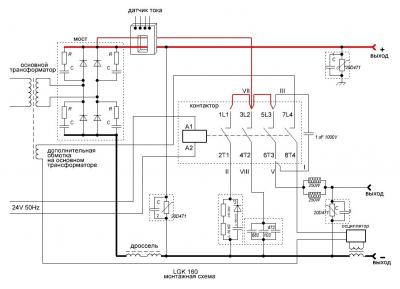
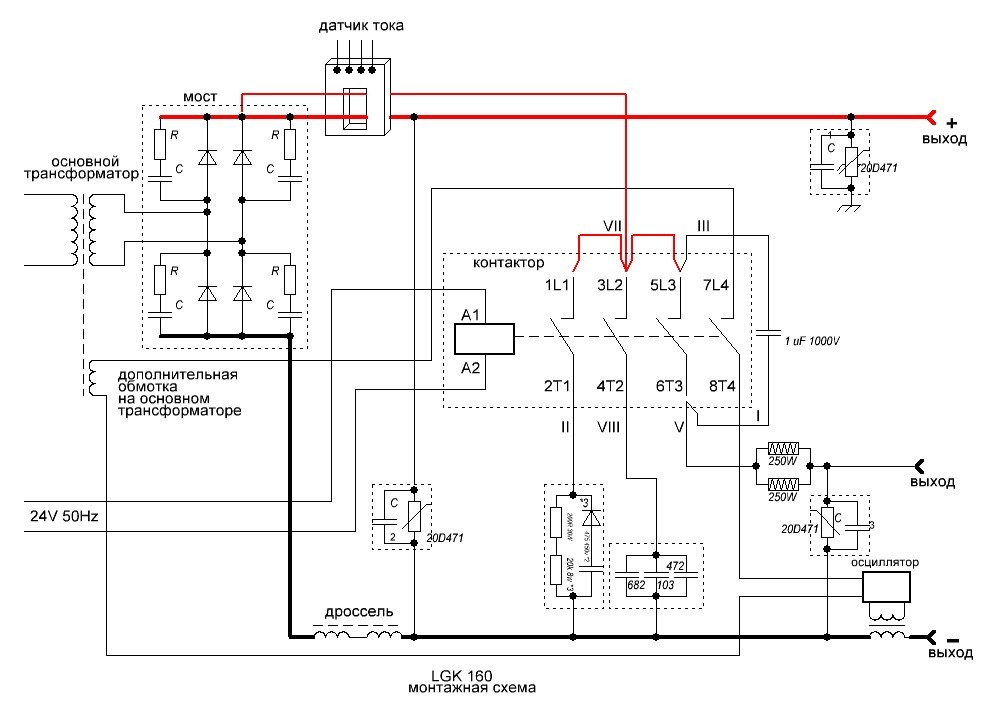
Поступил сегодня в ремонт плазморез LGK - 160.
Как понял изначальная неисправность была - выход из строя мелкого контактора - рассыпался пластик узла контактов.
На производстве энтузиасты взялись за дело и не найдя контактора нужного размера воткнули полнометражный на 63 ампера.
Подвесив его на соединительных же проводах. Не заработало... Привезли в ремонт.
Разобрал сопли. В итоге - при демонтаже специалисты провода не маркировали. При дальнейшем монтаже напутали в точках подключения.
Там к контактору подходит 6 проводников , я зарисовывал при разборе соплей но сейчас нет веры ни одному подключению.
Так же нет и схемы этого плазмореза. Прошу помощи: нужен кусок схемы плазмореза тот что описывает подключение контактора.
Назначение контактора в схеме предполагаю задержка выключения осциллятора.
Но есть моменты пока непонятные:
Штатный контактор применен на напряжение катушки 24 вольта 50 Гц. Но ни один из подходящих проводников не подключается к такому источнику тока.
Значить на катушку подается какое то нестандартное напряжение.
В общем изначально рутинная замена неисправного контактора превращается в квест с отрисовкой части схемы и мольбой о помощи!
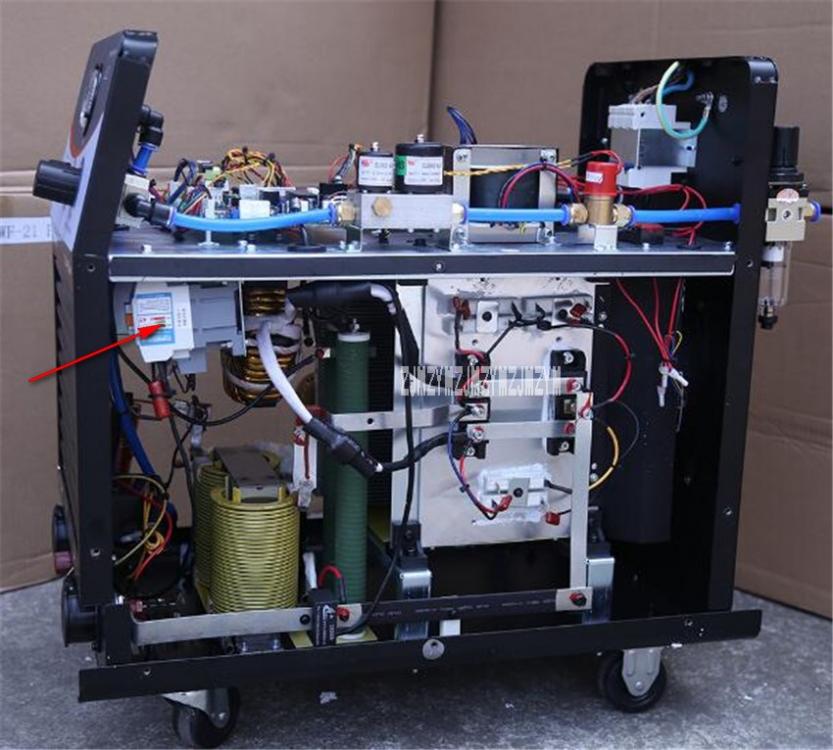
На фото 1 аналогичный плазморез с установленным контактором, для понимания, нашел в сети.
На фото 2 и 3 плазморез у меня на столе.













Сварочный аппарат кореец MMA,TIG оценить надо.
в Остальное
Опубликовано
Да... Сразу заметно что маркетологи здесь не ходят...
Вот дали ссылку на похожий сварочник со схожими характеристиками и тоже - кореец.
https://tmh.su/svarka-metalla/apparaty-dlya-argonodugovoy-svarki-tig/svarochnyy-invertor-asea-tig-350dl-dc_3631/
А это ссылка на родину сварочника:
https://koreanawelding.com/Product02/?idx=29
https://www.koreanawelding.com/QnA/?q=YToxOntzOjEyOiJrZXl3b3JkX3R5cGUiO3M6MzoiYWxsIjt9&bmode=view&idx=5412367&t=board
Такой мощный аппарат с питанием от сети 220 вольт удобен в судоремонте.
На судах бортовая сеть это 3 фазы по 220 вольт.
Стандартный сварочник на 3 * 380 вольт там не запитаешь. А между двумя фазами 220 вольт вполне можно запитать .
А типовые аппараты на 220 вольт 200-250 ампер слабые для того железа что приходится варить на судне.