Lexanec
-
Постов
889 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Lexanec
-
@dentws, Согласен, если материал поставляет клиент. Я тут недавно заезжал в Шахтах в магазинчик *Х*(писать название не буду дабы не подумали что реклама) Так вот меня убило что в этом магазине нуроду продают "Поштучно!!!"-припой китайский 4047 для алюминия по 50 р пруток! Когда спросил есть ли 192 кастолин было такое ощущение у продавана что я спросил как пройти в библиотеку в 2 часа ночи. И в добавок второй мне ответил что Ваш 192 это все х....Вот этот припой рулит все берут! Я так посчитал что если 1 кг 4047 китайского 800 р то поштучно на 1 кг можно некислые деньги поднять!
-
@dentws, Ну фрэды паять 1827 дороговато да и греть там серьезно нужно. А вот на матузках паял но моя основная работа это конденсоры и испарители ну и трубная часть. Радиаторы охлаждения так от случая к случаю. Конкуренты таскают я паяю или варю смотря что там нужно делать. А вот радиаторы печек на авто вот 1827 само то что нужно там трубки сот как папиросная бумага
-
Я пруток во флюс и на деталь. Флюс густой и мазать дополнительно смысла нет. Хотя кому как нравиться. По технологии с начало мажется флюс потом греется деталь а потом припоем. Кому как нравиться. Ну на счет детали. Я в основном паяю им мелкие детали или очень тонкотелые как то морозилки холодильниках или радиаторы печек на всякой неруси. Там фена на 400 градусов заглаза хватает тем более что 1827 плавиться даже обычным электропаяльником
-
МАРР баллон+ пропановый редуктор и кислород =работает так же как и на ацетилене. У меня так и сделано. Редуктор с переходником на МАРР баллон и тройник с двумя кранами под столом. Нужно открыл пропан нужно МАРР что бы трубки на горелки не перецмыкивать.
-
C 1827 и 51Алтюном открытым пламенем "не пройдет рубаха в клетку" Он черезвычайно горюч а при сгорании образуется оксид черного цвета. Я 1827 и алтюном 51 работаю только феном. Им одно удовольствие паять.
-
Ну вообще то 192 низкотемпературный припой. У него точка плавления всего 350-380 градусов. Если уж хотите тиг-ом то 190 Вам в помощь. Им у Вас все получиться у 190 почти 580 градусов плавления и к нему же флюс но он Вам практически не понадобиться.
-
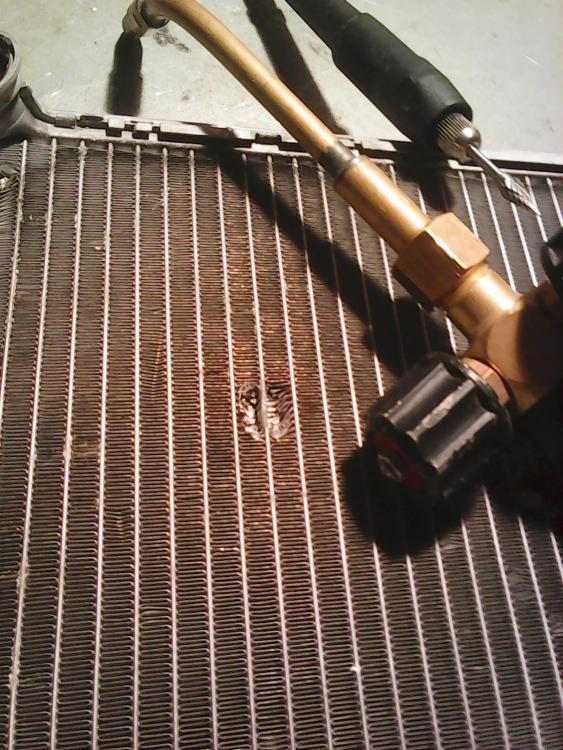
Ну вот как обещал в 271 посте Радиатор печки ПЕЖО 306. Предистория как оказалась банально проста. Соседние народные "умельцы-конкуренты" взялись чинить у клиента на авто заслонку на печки она там пластмассовая и как говорят как то вылетела из паза и не закрывалась электроприводом от климат контроля. Решили они не разбирая "бороду"как то так по простому народному "поправить" эту заслонку отверткой. И результат не заставил себя долго ждать..... -результат "поправки" ну и тосол в салоне ..... -фрезы для разделки и правки коими работаю конусная стоит в борофрезере -это для тех кто думает что я паяю чем то суперсекретным -подготовленное место пайки конусной фрезой -пайка проведена -чем паял и чем готовил место пайки - немного обработал с боков фрезой чисто для эстетики ну так просто для марки. Вот как то вот так "балбесы -конкуренты" спасены ,клиент в счастливом неведении , свои 300р я заработал .

-
А в чем собственно говоря проблема? Какая разница чем греть деталь пропаном+кислород ацетиленом или марр или электродуга в среде аргона? Если режим подобран правильно можно паять и ТИГ-ом
-
Я уже помоему Вам обьяснял что никому и ничего не собираюсь доказывать тут. То что я делаю это моя работа. Некоторые секреты пайки вернее своего оборудования для пайки я раскрыл в разделе мастерских. Кто захочет повторит. Я работаю так. Чего и Вам желаю
-
Никакая дырка не прожигается. То что Вы показали методику пайки для человека это совершенно бесполезный клип потому как сам процесс пайки(соединения припоя и металла) он не видит.И пока он сам не поймет что почем все советы бесполезны. На мой взляд вернее мои визуальные ощущения момента подачи припоя это серебрение металла. У кого то другие.
-
Человек ясно пишет что работает МАРР газом Пускай сначала научиться 192 работать а потом уже на более высокие температуры полезет. Вот там точно дырок напалить очень просто
-
Чушь полнейшая! Работаю не первый год. Никаких проблем!
-
Для меня лично это совершенно не представляет труда. Чего и Вам желаю научиться. Если человек потренеруется и у него все будет очень хорошо получаться.
-
трубку заглущить легко можно.
-
Сложного тут ничего нет. У Вас присутствует две ошибки (как у всех начинающих).Я намедне паял радиатор конденсора опель вивана ( сборщики криворукие при установке упороли отверткой или еще чем то две соты) Фото делать не представилось возможным (хозяин рядом стоял). Поймать температуру сложно но при сноровке можно и не так сложно. Если Вы греете МАРР газом пламя ставьте среднее. Соту нужно подготовить к пайке. Первое что нужно сделать перемычки (ленту) в месте пайки срезать на глубину до половины ширины сотовой трубки. Второе место повреждения обработать круглой фрезой что бы получилась плавная маленькая ямка. Далее греете соту. Момент подачи припоя визуально место пайки выглядит как будто алюминий соты начинает серебриться. В это время быстро вносите припой в пламя очень близко к месту пайки почти касаясь участка пайки. Как только отверстие будет заполнено припоем мгновенно убираете горелку дабы не пережечь припой. Завтра буду паять испаритель (тоже кривые руки сборки печки на пежо 306) сфотографирую процесс (хозяина авто рядом не будет) выложу по шагово. А вот на счет пропан+кислород пока Вам это не нужно пока не поймете металл и процесс пайки. Пламя горелки пропан+кислород очень "жесткое" дырок сразу напалите. Да и трубки паять еще пойдет и то при умении но вот на счет трубки соты -Я что бы паять пропаном сотворил установку (в разделе мои мастерские есть фото отчет мой. Для безпроблемной пайки сот нужен дозатор пропан кислород и закись азота+ настроенная горелка. На первых парах Вам это будет сложно. Хотя и горелкой можно такие весчи творить......пламя тоненькое место пайки практически не видно. Паяю так же Кастолином 192 или промфеном припоем 1827+алтюн 51 флюс
-
 @evgeniy, Спасибо за пожелания! Я свои мастерские создавал с нуля сам. И это есть факт. Если есть цель то ее нужно достигать.
@evgeniy, Спасибо за пожелания! Я свои мастерские создавал с нуля сам. И это есть факт. Если есть цель то ее нужно достигать. -
@Anton VL,Даже если это и так то опять неувязочка по индикатору регулятор в упоре а ток меньше 20 не падает. А в инструкции на сайте вообще без разницы написано четко 5-200! Так что как говорил Балбес в одноименном кинофильме "Волюнтаризм" Но получил замечание.........
-
Если бы Ваш аппарат выдавал заявленные Вами параметры и советовать ничего не нужно было бы.. Пользуюсь пока сопротивлением. Приобрету еще один аппарат другой фирмы под конкретные задачи
-
@Константин Краев, Добрый день Константин! На видео которое Вы мне порекомендовали посмотреть сварка проводиться заготовки минимум 4 мм. И самое интересное то что сварщик варит металл по горизонту и на теплоотводе коим является сварочный стол. Меня в часности интересует сварка алюминиевых трубопроводов (трубки кондиционера радиаторы кондиционеров испарители и прочее) Там и 1.6 мм электрод это много я используюю в основном 1 мм электрод и уж ни как не лантановый А цериевый (нержавека) или циркониевые для переменки. Так что видео Выше это не по адресу. PS. И ток сварочный на 1.6 мм 108 А Константин я понимаю что Вам ответить нечего..... И видео ну очень "полезное" и "поучительное" в отношении посмотреть настройки как Вы советуете. Самое нужное это фраза "интуитивно" а че не на нюх или слух? В общем мне с Вашей фирмой все понятно......
-
Ну по ПТЭ так оно и есть. Но ни кто это не делает. На предприятиях раньше на всех кислородках были ремонтные участки(вентили на баллонах меняли опресовку проводили гидроиспытания и.т.д) Сейчас этого нет (каждый хозяин предприятия считает бабки зачем держать штат слесарей которым нужно платить зряплату(не менее 10-ки к\рублей) когда редуктор стоит новый 900 р. Выкинуть и купить новый. У меня есть запас клапанов на редуктора кислородные(у нас была кислородка так вот ребята мне подогнали целый коробочек клапанов) Меняю при надобности и все.
-
Паяльной лампой не желательно. Купите обычную бутановую горелку (баллон+насадка в 150-200р уложитесь) Если у продавнов они лежат открытые распакованные это уже мусор....Можно конечно попробовать прокалить но соль которые там в составе обмазки скорее всего от влаги разложились...
-
Работа горелкой SR9 сварка металла(алюминий и толшиной до 1.5 мм
-
Ацетон маркировка ЧДА Не то что Вы подумали... Гексана не дали мало говорят у них да и дорогой он ....
-
Ну да 1500 р за литр. А ацетон ЧДА 150 р.литр ровно в 10 раз
-
@Константин Краев, Зная это раньше, я бы выбрал другой аппарат. Вот и верь потом Вашей фирме.....Так нельзя народ обманывать. Потому как меня интересовали именно параметры по переменке....