Etalon
-
Постов
82 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Etalon
-
@КаЛьЯнЫч, удобнее два баллона с отдельными редукторами, Дешевле - один баллон с одним редуктором и двумя расходомерами/редукторами. Еще дешевле - Один баллон, один стандартный редуктор(с одним расходомером и Y-разветвитель с вентилями или шланги, тройник и отдельные вентили.).
-
Понятное дело, что условия БЫВАЮТ разные, сюда можно и величину сварочного тока добавить и температуру детали/изделия, за монтажные условия вообще молчу.. Это уже нюансы..
-
Не далеко? У меня около 30(и меньше) выходит. ТИГ бывает и 15-20
-
Где ж их там много?... И ПДУ подключается для удобстваю, а не как вынужденная мера. А кемпи, хоть и старенький, но аппарат хороший. Пользовался и таким и "5тысячником".
-
Давно посматриваю в сторону магнитых примочек, есть такая штуковина: https://www.youtube.com/watch?v=rAWZVZaPax4 Но у нас не продают, а из-за кордона пока что дороговато...
-
Любыми электродами предназначенными для сварки вертикальных швов... На пачках электродов есть буквенное и графическое обозначение.
-
@Артем Тимохин, Когда-то варил обечайки относительно большого диаметра(600, 800мм). Стыковал части на вот таких штуках V из присадки (поперек стыка для зазора и центровки. Получалось вот так: V Тоже и диаметры и формы окружностей совсем не стреляли. После прихваток "птички" убирал) Прихватки по 30-50мм 6-8 штук. Сварка корня - обратно ступенчато по четвертям. Зазор нигде не стягивало.
-
На что влияет в данном случае размер пятна прогрева относительно возможности прожига? Двойкой меньше, тройкой больше. И? По-моему это совсем не случай аналогичный смене полярности(ширина/глубина проплавления). При сварке двойкой - меньше то же пятно прогрева - меньше термическое влияние в целом(Для меня это наоборот плюс - меньше температура, меньше термическое влияние, меньше наплавленного металла - меньше деформации) А вообще по таким параметрам выбирать диаметр электрода мне кажется не правильно. И зазоров больших нужно избегать. если есть возможность. Тогда и не будут возникать идеи варить миллиметровку четверкой.
-
Это вопрос к вашему технологу скорее..
-
Просто такие электроды достаточно сложно найти в продаже. У нас даже в специалицированных магазинах(за рынки просто молчу) по сварке, почти всех, что я знаю в городе - не знают что такое рутиловое/основное покрытие. У них по старинке: переменка/постоянка... А двойкой очень хорошо варить тонкостенный прокат - шов получается намного аккуратнее. Ну и чем меньше вносим температуры и "присадочного" материала в зону сварки - тем меньше степень дефоормаций.
-
или нормализация
-
Окисляется. Шлак и не рекомендуется сразу отбивать. Относится не только к УОНИ
-
Окислы повылазили - это плохо. Долго на тонком металле дуга была и неравномерно. Это видно по размерам пятен с лицевой стороны изделия(обратной стороне сварке)- окислов. Не нужно заплавлять полностью на высоту головки болта. На половину или даже треть - с головой. Концентрированной очень короткой дугой в самый угол. Чтобы уменьшить вероятность прожига, можно вести сварку через присадку. Однако и тут нужно чувствовать степень проплавления. ИМХО - тока многовато. и постгаз 1,5 сек - мегамало, хотя по внешнему виду непонятно, да и регулятор может неадекватно отображать показания, или в попугаях..
-
Может куполом стать крышка после сварки.
-
Можно было шпильки варить, но наверное все таки лучше через дублер - фланец. Не думаю, что там что-то качественное. Я бы взял 316L или 318L
-
Использование присадки уменьшит риск прожечь, хотя увеличит степень локальной деформации
-
А имеет ли смысл сплошняком обваривать?
-
Вот, весной тоже варил конструкцию из профтруб... Поимел конкретных проблем с деформацией.... Стенка тоненькая, профиль хиленький. пролеты длинные. Варил двойкой на 75А очень быстрыми ниточными проходами - почти все монтажные стыки - внутренние углы - вертикалы. К швам претензий нет, а вот сами соединения геометрически покоробило. Краевые плети(всего три таких продольных нитки, на фото крайняя) потянуло, центральная ровная(наверное за счет взаимной компенсации разносторонних деформаций).

-
@psi, попробуйте на другом материале. Ну и если есть возможность - другой баллон.
-
Скорее всего, потому что металл(ванны по сути еще толком нет) еще плохо разогрет. Не так интенсивно выгорают легирующие элементы. Не настолько агрессивная среда при образовании оксидной пленки.
-
размер сопла - по необходимому объему защиты. Естественно, чем больше ванна - тем больше потребуется защиты. С линзой - литров 5(+/-) В любом случае. если опыта мало или нет, или работа очень ответственная, сначала пробуем на огрызках(ток, расход газа, пред-, постгаз) в рабочем режиме, смотрим результат, потом варим/наплавляем то, что нужно.
-
А чем не устраивает? Цвет как цвет...
-
Посмотрите эпюру(графическую интерпретацию) импульса сразу станет понятнее. Верхний уровень - это ток на пике импульса - максимальный уровень тока на импульсе с дополнительно заданным временем
-
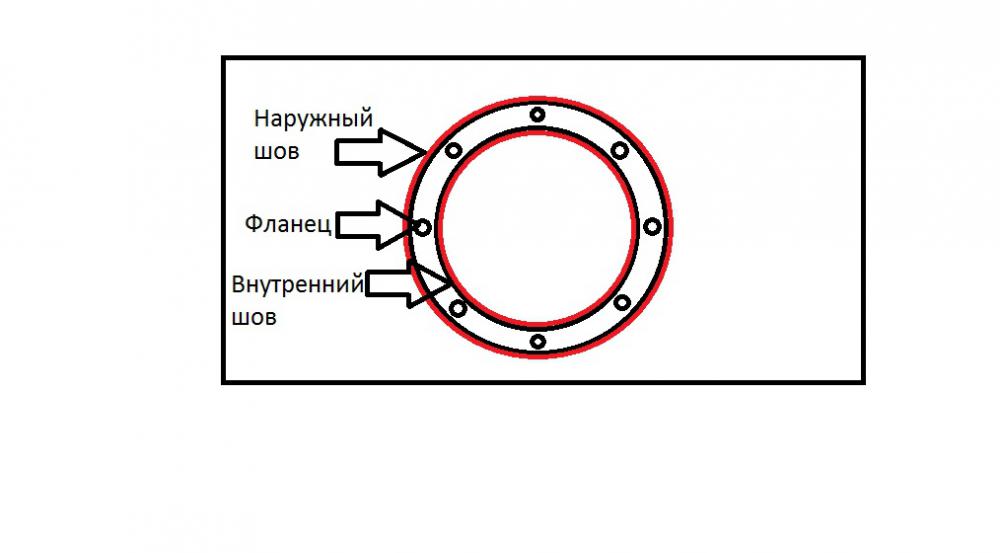
Я вообще собирался фланец варить внахлест а не в стык. Вид сверху: В центре естественно отверстие.
-
При ограниченных условиях можно конечно извращаться. Например миллиметровкой заполнять большие объемы, но это - да - неудобно, нужно обеспечивать очень быструю подачу присадочного материала в ванну. Это еще вопрос сноровки. Можно краешек прутка сплавлять, аккуратненько, а не внаглую совать пруток в ванну. как вариант, если другого не представляется - работает. Ну и подбирать ток, сечение присадки - это уже больше опытным путем. Неоправданно больших зазоров( особенно на тонкостенке) стараться избегать. на подобных угловых швах - катеты, а не усиления. Усиления - на стыковых соединениях