

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
@selco, Во http://www.kjellberg.de/Electrodes-de-soudage/Service/Normes/DIN-EN-14700.html
Нашёл таки у французов. У них в табличке в колонке Fe 13 индекс g: abrasion-resistant
А что именно приобрести?может знаешь, где можно приобрести? И какова цена вопроса?-
 1
1
-
-
@Goodwin 359, есть в стандарте EN14700 наплавочные материалы T Z Fe 1, 2, 3, 6, 7, 9, 10, 11, 14, 16
Тринадцать я не нашёл.
http://www.tkber.ru/sites/default/files/materials-for-the-repair-and-surfacing.pdf
-
@sneiper, явных косяков я не вижу, а мелкие вы и сами видите. Читайте потихоньку этот раздел, и что-то для себя начерпаете.
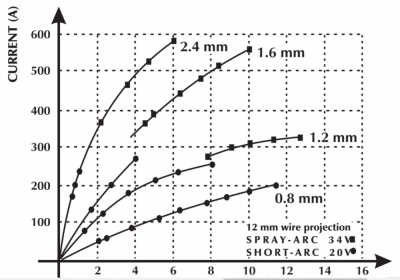
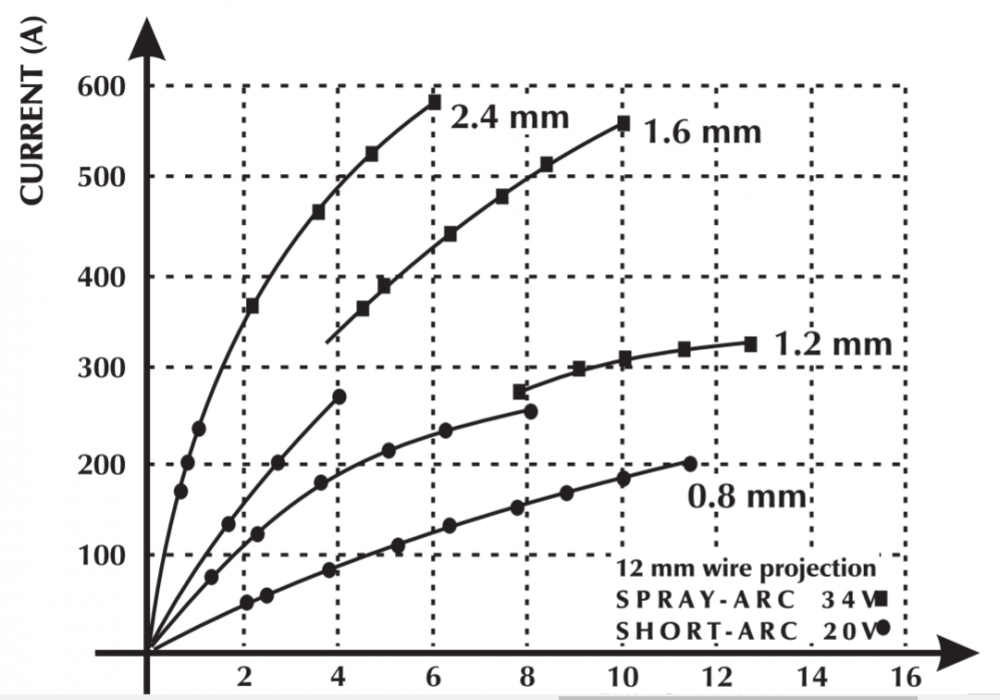
250 ампер для 1.2 мм считайте верхним пределом -- выше двигаться не надо. Там конечно ещё можно ампер до 300 разгоняться, но этого делать не стоит -- это будет уже реальный предел, а возле него и косяки начинают лезть, так что лучше держать от него безопасную дистанцию.

-
6
-
-
не сделаю, не сумею,
Может ногой?
А чо, если с лестницы -- должно получиться.
-
@Alex_DRUMMER, не стены, и не ворота должны держать металлоконструкцию, а наоборот.
-
7
-
-
Туда как раз отлив должен встать.На первом фото видно, что профлист не достаёт до края фермы.Крест свари где-нибудь между двумя столбами, а то у конструкции дюже много свободы.
-
3
-
-
А что есть какая-то другая ориентированность? Особенно для тех, кому приходится участвовать в публичных выставках."клиентоориетированность"Это как реклама растительного масла с витамином Е. Оно блин всё с витамином Е, а не только то, которое рекламируют под этим соусом.
Я вот на выставке пытал товарища, который выставлял магнитные захваты. Вот он работал оператором плазмореза, и он знает что за проблема зачалить и положить на стол лист весом в тонну, и потом расчалить его на столе, у него подобных словечек не было.
-
2
-
-
Зачистить окончание шва, если вознамерились продолжать его.Как порекомендуете на чистом металле избежать этого?Зачистить до белого металла. Начать чуть раньше чем надо, а эту соплю (раннее начало) потом спилить.
-
7
-
-
@svarnoi69, почти входит.
-
1
-
-
Важно не это, а определить уровень того, кто вам советы даёт на "профильных форумах".Да, я дилетант-
1
-
-
Наверное от перелёта впечатлений у меня не меньше было.
Сначала то что мне удалось нормально снять, грузимся в самолёт во Внуково:







Немножко понадёргал с интернета того, что я видел в Ростовском аэропорту. Потому сам и не фоткал, что подобных фото полный интернет.





-
9
-
-
Если металл грязный -- да, тогда лучше варить электродом. Но я сильно сомневаюсь, что такой опыт получен профессионалом. Скорее это мнение дилетанта, который, может быть, всю жизнь поработал сварщиком.сложнее добиться герметичности соединений.Чистый металл, в закрытом помещении, полуавтоматом гораздо легче сварить герметично.
И вобще, речь о герметичности сварочного соединения может вести только дилетант. Среди профессионалов это не обсуждается -- сварочное соединение герметично всегда.
-
7
-
-
Да-да.Да ладно , вам "Отремонтируешь" вы сами усе умеетеТолько я узнал чем отличаются аппараты селко от вас, маэстро. И вы же ставите Дайхен ещё выше -- никто кроме вас не сказал мне что это они боги сварки. А если кто и говорил, то услышал это от вас. Так что не надо -- вашим мнением здесь живёт народ, и поэтому мы отделили вас от всех "Участников" в отдельную категорию форумчан.
-
2
-
-
У кого- то в телефонах ещё серия фоток с Королевой -- выложите уже -- жду не дождусь.
Какую? Сан 9?ему аврора маску презентовала-
1
-
-
С этого лица надо рекламу выставки клепать.Сколько счастья от подарка Grovers.
Вы посмотрите фото где Гюрза попадается -- он везде самый Щасливый.

-
1
-
-
- Популярный пост
- Популярный пост
Сам я почти не фоткал -- чот посмотрел на фотодевайсы некоторых товарищей, и решил что всё будет хорошо. Просто покоментирую выложенные фотки.
Хлорофос, Глобул и Георгий 11 -- момент знакомства Хлорофос/Глобул:
http://websvarka.ru/talk/uploads/monthly_10_2018/post-19853-0-53291300-1539895704.jpg
Момент знакомства Глобул/Техсвар:
http://websvarka.ru/talk/uploads/monthly_10_2018/post-19853-0-44735400-1539893681.jpg
Вот эти два поста:
http://websvarka.ru/talk/topic/11494-weldex-2018/?p=352071
http://websvarka.ru/talk/topic/11494-weldex-2018/?p=352073
Всё происходит на стенде Гроверса. Их гостеприимность просто зашкаливает.
Маэстро ремонтирует бестолковку Глобулу -- речь идёт о Daihen:
http://websvarka.ru/talk/uploads/monthly_10_2018/post-19853-0-17966700-1539983283.jpg
Ну вы блин даёте:
http://websvarka.ru/talk/uploads/monthly_10_2018/post-11842-0-06058300-1539815546.jpg
-
14
-
Сфоткано на китайском стенде. По русски не говорят.
Почему...
Зачем...


-
5
-
-
Та же фигня.Но у меня была другая задачаЯ перебирал экспонатов которые выставляли роботов. А экспонаты хотели навязать мне свой источник, под своего робота, и так как продукции Selco на выставке не было, печаль и уныние погрызли меня.
И вот боги сжалились надо мной, и явили мне чудо, в виде серенького аппаратика с кучей кнопочек. Это был именно их аппаратик.
Виктор рассказывал мне на улице, а я не догадался в чём дело сразу.И не все так хорошо у бога сварки и думаю Виктор расскажет так как он пытал с Михаилом я фотки щелкал и смотрим .Видимо именно в этот момент боги сварки перенесли мозг демонстратора на стенд с их роботом, для общения со мной, и там он обьяснял, что для реализации технологии синхропульс, поддёргивающие ролики должны находится в горелке, и выглядит такая горелка сразу же не как ручная. Это именно робота горелка.
Технология для MiG сильно похожа на эту: http://websvarka.ru/talk/topic/8580-mekhanizmy-podachi-v-tig-svarke/потом поищу пападробнеее и поточнее, а щас на работу опаздываю.
Так что @Hlorofos Вить всё просто. Именно и не получалось оно, потому что горелка должна быть со спец поддёргивалкой.
-
2
-
-
@svarnoi69, а у тебя откуда эта фотка?
Фотки с Королевой ещё будут. Том наснимали дай боже. Дайте людям до дому добраться.
-
2
-
-
Какую
-
Сидю в аэропорту, в Ростове. В курилке. Кто будет мимо пробегать, подползайте.
-
3
-
-
Ага, в 1988 году.А вот это очень классная ПШМ пневматическая, вааще огонь, видели такие?
-
6
-
-
Поверь, не промахнёшься.Как опознаемся ?Предыдущую выставку полистай, там много колоритных персонажей на фотках.
-
1
-
-
короче дуга.
Она не может стать короче, пока мы подачу не увеличим. Это полуавтомат.
-
1
-













Выбор производителя сварочной проволоки
в Расходные материалы
Опубликовано
@Goodwin 359, эмм... как бы так задать этот вопрос, чтоб обидно не показалось.
Ну вот мы тоже иногда занимаемся наплавкой на износоустойчивость к абразивному воздействию. Используем Tubrodur 60 G M. Покупаем его у есаба и не паримся. Чужой опыт говорит о том, что этого достаточно. В каталоге есаба об этой проволоке написано всё, русским языком: режим сварки, защитный газ, твёрдость наплавленного металла. А о том что хотите приобрести вы не понятно вобще ничего.