АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
Уведомления я благоразумно не смотрю, а теперь видимо придётся снять и самую главную (верхнюю) "галочку" в их настройках. p.s. @Andrew, я сдаюсь - галочки уведомлений в настройках не снимаются в любом случае. Они всё равно приходят (и портят настроение).
-
Это тема "Книга отзывов и предложений Администратору" ? Спасибо, что сняли персонализацию с "плюсиков" - снизилось чувство неприязни к некоторым пользователям :-).
-
В сложной технологической цепочке начали греть газом и кувалдой править листы четвёрки (10-ки,20-ки и т.д.), доводя их до сизой побежалости и трещин (скорость), варить без задува и зачистки (экономия), не делать РГК и УЗК (видимость качества). Клиент доволен и через некоторое время получает аварию сложного механизма, приведшую к катастрофе среди л/с. Он вернётся к этому сварщику, только уже с другими намерениями и узкими глазами. Это тоже подробно обсуждалось, но в другом разделе...
-
А фото пульта? А VRD вкл-выкл?
-
Когда опалубка из часто уложенных жердей, покрытых дранкой, а потом шифером, то как-то не до соблюдения строительного феншуя. Как правило переводы (брёвна-лаги) жилых домов врезают в стены (Валдай, Тверская, Псковская, Костромская, Ярославская и т.д.), настилают пол, наводят крышу и всё такое, а уже по истечении времени подводят фундамент. Ленточный, из бетона с арматурой или кирпичный. Здесь должно быть фото бани, но потерялось... Как-то постеснялся идти к чужим людям и спрашивать такие интимные подробности их деревенской жизни. На участке домик стоит на сваях - первый этаж - баня, второй - жилая комната. Вопрос в устройстве банного (щелевого?) пола и помывке зимой.
-
Никогда не берусь "делать из говна пулю", а уж тем более править газом сплав. Тут уже выкладывались примеры сварки титановых сплавов нержавеющий присадкой и прочими св. материалами (иногда даже РДС). А если уж взялись за такое, так хоть тщательно зачистили бы побежалость, даже "за минимум денег". (Правда потом она всё равно вылезет). Вырезаются заплатки, делаются холодные гибки фрагментов и всё это заваривается с поэтапным охлаждением, задувом полостей и прочим соблюдением РД. Потом люм-контроль и сдача. Никакой бюджетностью в сварке тут и не пахнет... Ограниченная температура воздуха, влажность и белые перчатки, всю уже давно описано здесь и в других источниках.
-
За такую работу Вас немного шваркнули бы об стенку и назначили старшим приборщиком участка спец.сплава. Ещё добавлю, что особенно хорошо возгорается сплавная стружка в бункерах, куда нечаянно бросили промасленную ветошь - насмотрелся, но это всё не по теме...@Леша777, ПРС-3М с каким источником работает, кто и какие требования выдвигает к швам?
-
Что-то не заметил особой дешевизны (сетевые магазины и прайсы профильных фирм) и лёгкости по сравнению с оцинкованным проф.листом (С-8,-21). Второй вопрос не про сам сруб, а про подведение ленточного фундамента. Почему-то всегда вижу подведение фундамента под сруб, а не установку выстоявщегося сруба на готовый фундамент. Третий вопрос: Если баня на свайном (винты) фундаменте, то как делается пол?
-
Пара вопросов ко всем: а) Чем таким хорош ондулин? б) Сначала фундамент, а потом сруб ставят или наоборот?
-
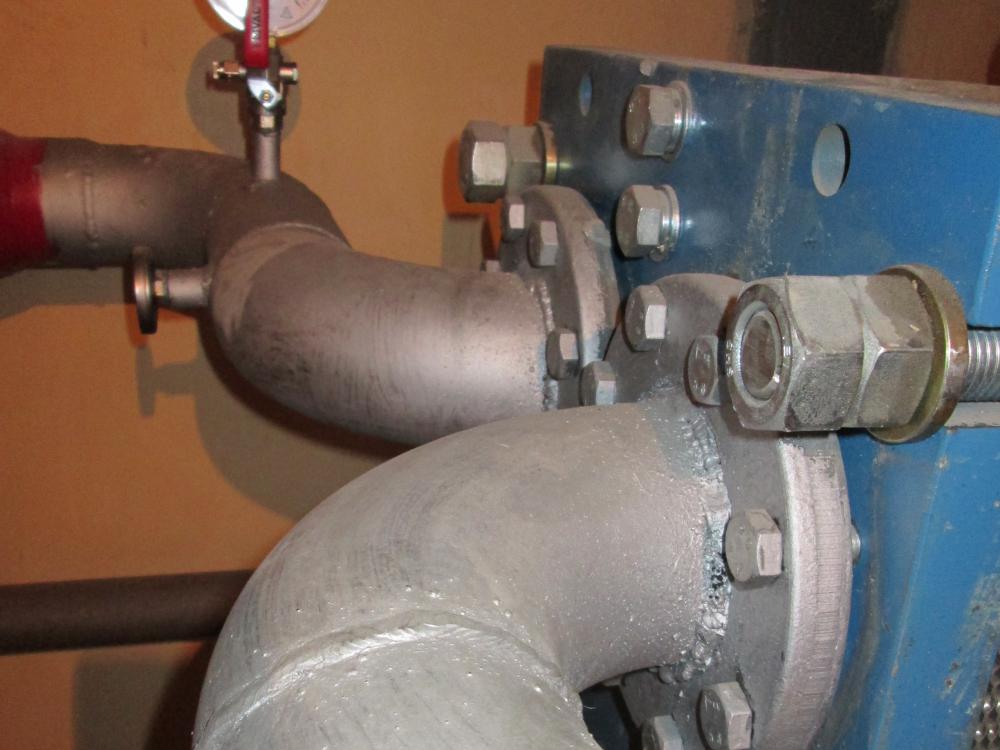
В допуске несколько мм (вразброс) у больших отверстий справа. Когда нибудь (через неделю, месяц, год, век) всё это начнёт исподволь трещать и лопаться. Само собой сначала слева внизу и на углу справа... по "пеплу". Да, их поубивают криворукие. Меня тоже поначалу смешили вопросы слесарей: "А зазор 3 мм можешь заварить?" Потом познакомился с изделиями штатного сварщика и стало не до смеха... Зато после этого слесаря-трубники оторвались на славу... (тема "Будни сварщиков", стр.129) Но брак, тех и других - это отдельная тема...

-
Страшная весчь: чтобы приварить двойкой (марка неизвестна) плечо педали к валу средника на велосипеде пришлось включить максимальный ток. В оправдание могу сказать лишь, что сеть просажена донельзя (60-тиватка дневного освещения мигает от включения дрели), а ведь кому-то приходится этим работать на Севере постоянно.
-
@Илария, к сожалению не смогу показать на фото. Это когда на шве нет никаких замечаний по внутренним и наружным дефектам. Когда валики идут ровно и параллельно, а замерить калибр шва можно только путём долгих геометрических расчётов, но на глаз видно, что "мяса там достаточно".
-
Достойно звучит. Варим диаметром электродов 14 mm или всё таки пластины диаметром 14 mm? Далее смотрите мой пост #90... и лучше, если позволяет время, выстрогать и зачистить УЗМ под УЗК.
-
В лодочку яво, в лодочку... Частенько слушаю и улыбаюсь от диалогов типа: -Чего там? -Сталь, простая... -Катет? -Обычный... Причём говорят это между собой мастера, бригадиры и очень-очень хорошие сварщики. Подозревая при этом перлитную сталь и стыковой шов. А ведь бывают ещё и необычные стали, и калибры швов никем (в буквальном смысле) не меренные. "Завари чтоб красиво было и прилично, размеры всё равно не промерить".
-
А где валик был некрасивый, переплавляли, не давая остывать? Тыкать пальцем не буду, сами знаете эти места. Лично я предпочитаю подавать по капельке, и только на большИх толщинах плавить и вгонять присадку в шов.
-
Вот я сварщик-дурак, мне сказали: "Эти трубы можно варить этими или этими". Я и варю, .. сначала проход аустенитом, а дальше продолжаю ферритом и "точку, точку побольше, чтоб не побежало"... В результате миф, что трубы от МР лопаются. Может такое быть?
-
Гидроудары как раз и есть "два в одном флаконе" - вибрация и переменное давление различных сред. Может быть ещё такой вариант: если варят разными эл-дами, то что мешает иногда по аустениту варить ферритом? Вот и лопается потом...
-
Не будет. Линза никак не влияет на скорость сварки и повторяемость швов. Присадку просто плавите или подаёте каплями?
-
У нас просто разговор не по теме получается. Подогреватели по сути тот же бойлер: в трубках вода холодная, в "бочке" пар, а на выходе конденсат и горячая вода в бытовых помещениях. Как правило ст. трубы (и др.) варят аустенитом при большой вибрационной нагрузке или переменном давлении. Работу МР обсуждать не буду, я с ними не работаю. Нужно найти, сравнить характеристики этих эл-дов (предел текучести, ударную вязкость и др.), а потом сунуть нач. пр-ва в/под нос. Если сразу не уволит, то будете в авторитете. С таким начальством часто приходилось и приходится пересекаться: "Чего так долго? А что, лопнет? А если покрасить? Сварщик сам должен знать и отвечать за свои швы... Включаем... от воды остынет".
-
Хфигня какая-то Непонятна логика руководителя. Ведь в начале был разговор о "уони не вари, вари МР - иначе лопнет". То, что ниже - варено уонии (свеловский есаб), очень надеюсь, что у Вас всё много лучше. p.s. Это не монтажные, а поворотные швы в нижнем... южном варианте.
-
Стальные трубы варят уонии 13/55 (/45) или аустенитом потому, что они якобы лопаются от МР 3. Нерж. трубки к этим ст. трубам (09г2с, Ст.20?) не привариваются. Я правильно понял?
-
@Elektro_D, подогреватели - бойлеры с трубными досками: Вот такого типа?
-
Кому как:
-
Всё такое новенькое-чистенькое, как в музее... Восстановим баланс сил:
-
Интересно сколько вопросов будет у Вас, если начнёте варить по 6-7 часов в день. Или же Вы хотите защитить диссертацию по научному обоснованию межмолекулярных взаимодействий электрода и осн. металла при воздействии эл. дуги? Сами-то Вы что видели (кроме магнитного дутья) при попытке сварить пластины? Это типа "антивопрос"...