АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
Ни... По-сУрЪёзному думал, что это какая нибудь канцелярская штучка (типа скрепки разгибать), а оказалось полихлорвиниловую оболочку на новом канале для п/а горелки обрезать. Буржуины зажравшиеся, острый ножик в руках держать разучились... Получается про сигареты я был недалёк от истины. При случае подарю какому нибудь пулемётчику.

-
Наверное чтобы показать свою квалификацию: "-Смотрите все, я вертикал варю!" На самом деле сплав варится много проще, чем (к примеру) нержавейка. Лично мне всегда плохо давались щелевые горизонты в отрицательной плоскости 450 - слабая повторяемость.
-
"Каникулы Бонифация". Продолжение: Варил русским аналогом LB-52, не впечатлили. По сравнению с ЛЭЗ УОНИИ 13/55Р шлака больше, на 40А захлёбываются. Лирическое отступление (за стенку):
-
Правильнее вдавливать её при увеличении "окна" или "оттягивать" при уменьшении, чтобы добиться одинакового формирования обратной стороны первого прохода или равномерного заполнения фаски по всей длине. Учитывая, что это промо-ролик, то музыка соответствует, но обычно я не включаю звук. p.s. Если вольфрам из шва не вырубаешь - значит электрод двигаешь правильно.
-
"Интелектуальный сварочный инвертор с высокотехнологичными функциями Arc Force, Hot Start, Tig Lift и AntiStick." /из рекламно-познавательного журнала от производителя свар. и строительной техники, орфография сохранена/
-
V или В (вольты).
-
Не прошёл "мед.комиссию", так и лежит десятилетие. р.s. "И опахало неизвестной мне страны": на драг. металлы.
-
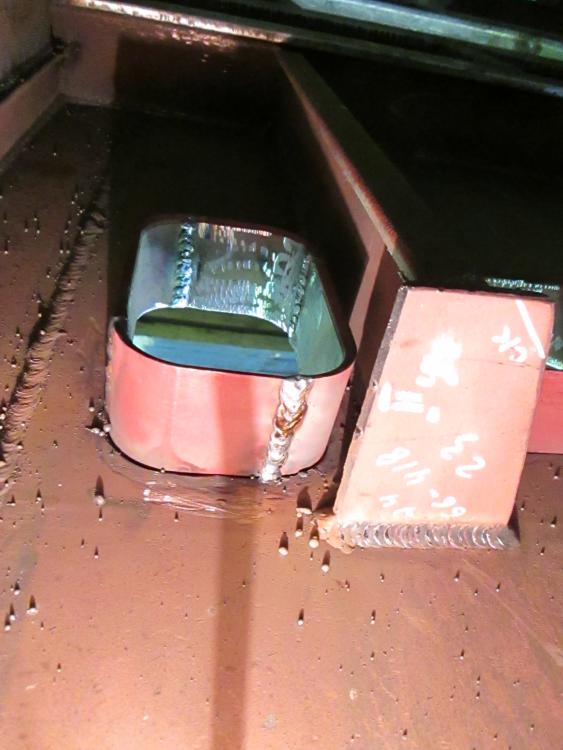
Нам её вообще запрещено было отрывать от одной из кромок и елозить в фаске. @G_Kar, листы сплава плотно кладут на плоскость плиты и газа из горелки хватает, чтобы нижняя часть шва не окислялась. Т.к. листы под своей тяжестью не пускают воздух снизу в ЗТВ, то и околошовная зона чистая. Всё просто до безобразия, сам был удивлён в первый раз. @демонстратор, фото DSC_ 0274 - это что?
-
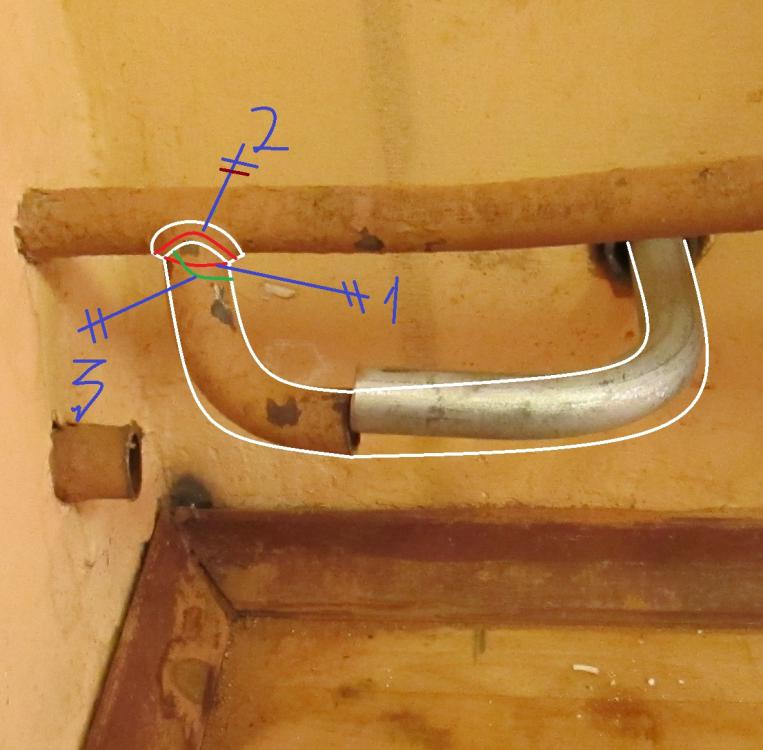
Тоже не умею, но приходится. Кстати, через зеркало варить в колпаке (Nahkis) оказалось крайне неудобно: одна рука занята держателем, вторая - хвостиком загнутого эл-да или зеркалом. А стекло на маске опускать нужно,.. так всё и заварил в своей обычной. А операцию всё таки придётся завтра делать. Сгиб трубы оказался съеден паром, доп. стыки даже не обсуждаются.Жирнооцинкованный почечуй диаметром в 25 мм:
-
Увидев такую штучку впервые, вслух предположил, что это кончики окурков обрезать (типа сигар). А когда работодатель (будни сварщиков на этой неделе) объяснил что это такое, то пришлось поблагодарить и без разрешения, у него на глазах, положить в свой нагрудный карман.
-
@G_Kar, мы это делали обычно на стыках s=4.0, зазор от 2 до 4 мм. С фартуком конечно, но без поддува. Тут есть одна мелочь, которую не упомянул (чисто из вредности) - попробуйте подумать нелинейно. А то, что говорилось про отсутствие зазора так это больше касается толщин более 8 мм, на щелевых стыках и таврах без разделок (например, погружённой дугой). p.s. на первой же минуте видео-сварщику по ушам, по ушам...
-
А что, шов с чешуйками на АМг более правильный,чем без них? Есть критерий? Если это про меня, то в отличии от профессионалов класса "Пустое - Порожнее" подкрепляю свои слова фотографиями.
-
"Понемногу остывают мысли, споры и дела ..."
-
"Из грязи в стразы": Их там много-о-о... "Подарок чёрного колдконструктора": Продолжение следует... Фотографий сегодня больше не будет, не ждите...
-
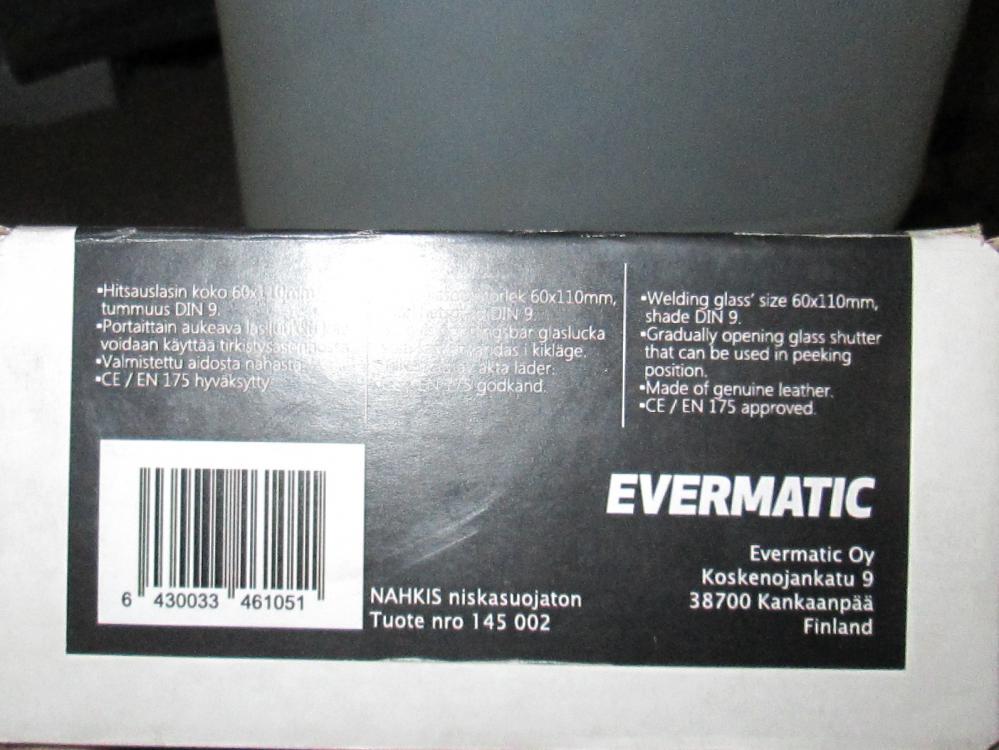
Не знаю, только сегодня обратил внимание на табличку, что на дне коробки лежала. Не реклама:
-
Для чего я процитировал " Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре"? Вы хотите, чтобы Вас лечили по телефону? К примеру, некоторые ОСТы предполагают сварку одних и тех же Ме разными св. материалами в зависимости от назначения узла. Нужно смотреть документацию вашей отрасли (ГОСТы, ОСТы,РД и др.) Это подразумевает сварку низко- и среднелегированных сталей аустенитом (что частенько и происходит у нас). Брать на себя ответственность, не зная всех нюансов пр-ва и изделия я не могу да и Вам не советую - поговорку Вы знаете...
-
Читать вероятно тоже, но придётся.
-
Мы пойдём другим другой дорогой: Глава ХХ Технология сварки разнородных металлов Основные сведения о свариваемости Комбинированные сварные конструкции из разнородных сталей подразделяются на конструкции из однородной стали, сваренные электродами другого класса; конструкции из разнородных сталей и биметаллические конструкции. Конструкции из разнородных сталей в свою очередь делятся на узлы из сталей одного структурного класса и на узлы из сталей разных структурных классов. Сварные узлы из сталей одного структурного класса могут выполняться из перлитной стали разного легирования; мартенситных; мартенситно-ферритных и ферритных сталей разного легирования и аустенитных сталей разного легирования. Сварные узлы из сталей одного структурного класса могут применяться для работы при нормальной температуре (строительные конструкции, узлы общего машиностроения, узлы гидротурбин); низкой температуре (узлы криогенных установок); высокой температуре (узлы энергетических машин, атомных энергетических установок) и в агрессивных средах при высокой температуре (узлы нефтяного машиностроения и химических аппаратов). Сварные узлы из сталей разных структурных классов выполняются в следующем сочетании: перлитные стали с мартенситными, мартенситно-ферритными и ферритными; перлитные стали с аустенитными; мартенситные, мартенситно-ферритные и ферритные стали с аустенитными. Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре. По сочетанию сталей в одном сварном узле можно выделить две основные группы конструкций: со сварными соединениями сталей одного структурного класса, но разного легирования и со сварными соединениями сталей разных структурных классов. Перед сваркой разнородных сталей необходимо учитывать следующее: 1. Имеют ли взаимную растворимость элементы, находящиеся в составе стали; если взаимная растворимость элементов отсутствует, то в этом случае применяют промежуточный металл, элементы которого имеют хорошую взаимную растворимость с обеими свариваемыми сталями. 2. Наличие фазовых и структурных превращений при охлаждении, приводящих к образованию холодных трещин. 3. Наличие разного коэффициента линейного и объемного расширения сталей. Общим решением для исключения последних двух случаев является применение различного рода тепловых воздействий (предварительный и сопутствующий подогрев и последующая термическая обработка сварных соединений), а также применение различных вставок, имеющих близкое линейное и объемное расширение к свариваемым сталям". Взято с ресурса www.oSvarke.Info
-
У Вас есть точная цитата?
-
@sahatay, я там вообще не учился. Как правило варят тем св.материалом, который подходит к более легированному Ме узла сварки. А вообще есть таблицы соответствий, конструкторская и техническая документация проекта. Или Вы сами решаете, чем и как лучше выполнять заказ?
-
@sahatay, ось это конечно хорошо. Но какая из сталей, по Вашему, наиболее легирована 10ХСНД (16Г2АФ) или 18ХГТ?
-
Варить им можно будет только всякую мелочь неосновного производства и ХНР. Что скажут наладчики при моей просьбе разобрать и протестировать догадаться нетрудно. К тому же потом будет трудновато изъять с территории.Интересная ситуация. Кто хочет взять аппарат - не дают, а кому дают - отказывается.
- 201 ответ
-
- 1
-

-
- полуавтомат
- MIG
- (и ещё 1 )
-
По какому РД работаете?
-
Как Вы это проверяете?