

АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
243
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные АВН
-
-
@Maler, если бы всё зависело только от меня,давно бы присвоил Вам звание "Почётный Веб-сварщик" уже только за одну "герметизацию двери автотранспортного ср-ва."
-
@Шурпет, Вы взрослый мальчик - зачем советовать дошкольнику прохлаждаться в "Курилке" натощак? Тем более,что подобную тему "Делимся..." уже кто-то создавал.
-
Предупреждение за рекламу - здесь не раздел "Выгодные предложения".
-
А что скажет ОТК за такие фокусы-покусы по "перетяжке валиков" на отделочных слоях?
Зачистка "шишечки" бор-фрезой (УЗМ на крайняк) во всяком случае не вызывает такой паники как продолжение -> сварки при спаде тока.
-
Все эти претензии к тому,что нужно комментировать свои швы (ГОСТ,эскиз,размеры узла) или прикладывать общеупотребительные вещи для масштаба.Уж кто-кто,а Максим28 понимает толк в ремонте. (это япросто заварено
типа беззлобно пошутил)


-
 2
2
-
-
Присадка.Тройник.
-
Ещё пара сочетаний и растолкучка будет Вам и совсем не снегом.Вот блин. в обще пи.....ц будет
-
Соседнюю тему тоже читали,это там про припой пишут?читал много го но такой аппарата не нашел.
-
Это по какому стандарту?ширина шва 30мм. усиление 2мм
-
Предупреждение.При создании тем и сообщений читайте правила,при повторном получите вр. ограничение.
-
Вот только не надо про тундру и длинную-длинную белую ночь.Кольский берег,Терский берег,Пулозеро... тем более за гос. бюджетные деньги.


Нечерноземье.Неподъёмная целина.
-
7
-
-
А когда голова станет опухать от советов тут,перечитайте тему " Совeты нaчинающему aргонщику ",аппараты разные - принцип настроек практически одинаков.
-
Ещё застал те времена, когда с песком гнули.У меня на лоджии труба (~15 mm,под струны для белья),не 900 конечно,но согнута без эллипса.
-
Фото вверх ногами конечно не криминал,а всего лишь культура общения - как ржа от электродов на нерж.трубах и не отбитый шлак на швах.
Собственно по теме о трубогибах.С незапамятных времен наши гибщики работают с разными материалами и диаметрами - почему-то их изделия проходят и внутренний контроль и представительский.Может всё таки руки и оборудование влияет?
-
1
-
-
-

"Wind Soft" (надо понимать как "ПО от Microsoft").
-
Показывать место,где была прихватка,я думаю не надо?

Далее цитата:"Сварка это тонкий процесс и зависит от многих причин,в том числе от температуры атмосферного воздуха".С показания какого прибора Вы берёте вольты и амперы?
-
А почему зачищенная от цинкового покрытия стальная труба не должна вариться к стальной трубе? http://websvarka.ru/...?showtopic=1073
-
А у нас на ВебСварке есть тема про жaргон и сленг
-
1
-
-
-
Конечно же,.. отнести в лабораторию на анализ :-).
-
Принято.
-
В книжках иногда рисуют "Треугольникк".
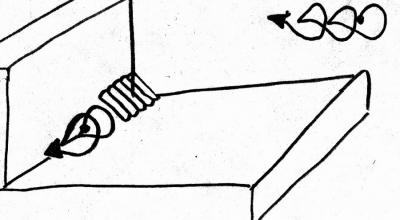
Приблизительно вот так,но на 250 А поначалу может не очень красиво получаться.Не надо спешить - для начала попробуйте снизить режим и отработать движения.
-
1
-
-
Плюётся потому что грязная - нужно зачищать."Волны" быть не должно,снижайте ток и угол наклона электрода (~60 или ближе к прямому).Присадку просто наклоните (угол ~30-400) чтобы касалась осн.металла и она начнёт перетекать в шов.Если у вас есть маркировка,то это уже 50% того,что она нормальная.






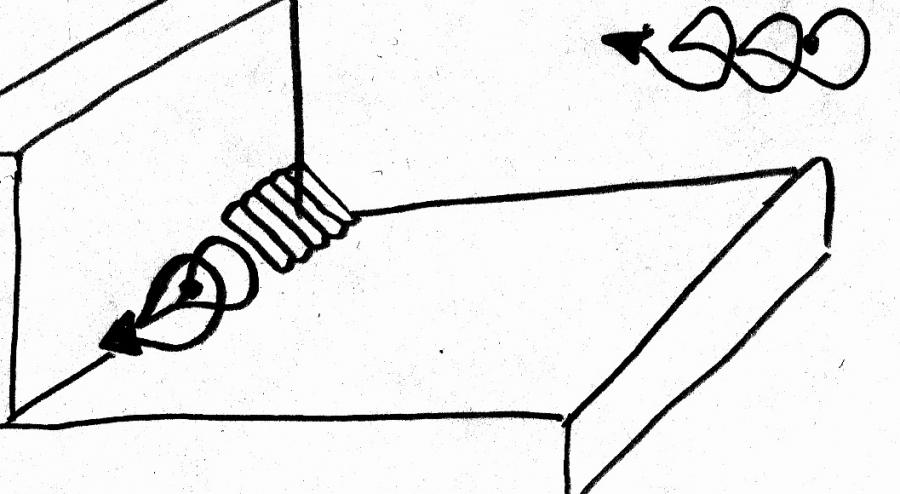
Фото с работы
в Фотогалерея
Опубликовано