konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
я вам то же питерской тройки отправил, сравните. Если поры не будет, значит дело Тюмень. А Эсабу пламенный привет. Они не слились, они просто не привыкли признавать ошибки (если что-то случилось, то виноват конечный пользователь. Если конечный пользователь не виноват, то мы его таковым сделаем.)
-
вот уж не знал, надо глянуть.
-
местный подогрев и чугун вещи не совместные. Тем более на детали весом в пять сотен килограмм. Её жарить можно в разбежку не давая остывать, шов через пару секунд холодный будет.Прошу прощения за отступление от темы, просто советы без апелляций меня порой поражают.
-
шут его знает, почему так. Смазки вроде ни много и ни мало. Греется именно редуктор, а не двигло. Метабо редуктор почти не греется. Макит малых в хозяйстве нет и сравнить не с чем.
-
кстати, о нагреве. Когда медяху на горячую лабал, то там и токи были соответствующие. Ещё и харизму привык держать у самой черты. Короче, когда после работы приирал в чехол спидглас, то обнаружил, что передний поликарбонат провалился от нагрева внутрь. Но ни капли не помутнел, иначе сразу бы заметил. Помыл, положил в запасник, на горячую буду варить им и воспользуюсь. Первый раз вижу поликарбонат который плавится, но не мутнеет. Маска работала абсолютно нормально.
-
хоть бы ради разнообразия полный и чистый!
-
нагрев редуктора оцените. Моя 15-125 нагрев редуктора большой по сравнению с метабо аналогичной мощности.
-
полностью поддержу. Т.к. работать приходится не только со сталью, но с алюминием, медью, латунью, бронзой, то болгарку меньше 1,5КВт даже не рассматриваю. Даже высокомощные болгарки с трудом справляются с резкой толстого цветного металла или сплава, ввиду его высокой вязкости (меры от засаливания принимаю, конешн). Маломощная УШМ просто будет дико греться, вязнуть и быстро уйдёт в страну вечной шлифовки.А регулятор обормотов обязателен при шлифовании, то же без регулировки не беру. Например, круги из фибры - 7000 об., круги из прессованого скотчбрайта - до 4000об., полировка - до 2800 об., поверхностная очистка алюминия или тонкая послойная доводка после сварки толстым отрезным диском (1,4-1,6мм) - 7000-8000об., кранцовка - 7000-11000об. Мощность УШМ особенно нужна при работе на низких оборотах, т.к. момент теряется. Будь такая УШМ с регулировкой, то взял бы не задумываясь. Крайнюю Бош взял за 12т.р., полтора киловатта, регулировка. Сей час хочу для нержи взять метабо на 1,5 КВт с регулировкой до 7600об (11500р.). Неспроста я такие бабосы (свои, кровные) отдаю за УШМ мощные и с регулировкой. Задумайтесь те, кто считает, что регулятор и мощь не нужны.
-
ввиду отсутствия смачиваемости. Но поддаётся ГПН и газовой сварке (последнее не пробовал, но знающие люди говорят, что работает).
-
значит в другом преуспеет, каждому своё. Я за горелку впервые в 25 взялся, старую восьмёрку подварить. Но аппарата был самый простой и что-то кроме кузовни им варить было не вариант, поэтому для печки купил РДС. Какой после п/а это был ад! Но я и го освоил. А дальше по накатанной. Корче, и у твоего ещё всё впереди.Белаз, сударыня огонь! Будь чуть ближе, приударил бы за ней (если б звёзды легли), уж простите, гламурного подонка. Удачи вам.
-
Только начал смотреть видео и понял, что это Валерий (vmednik) - табачный дым его верный спутник. Я когда начинал осваивать пайку много у него почерпнул. Не знакомы жаль лично, с удовольствием бы краба пожал. Здоровья ему и поменьше курить.
-
я в шоке, как замудрили. А чего сразу полное фото не показать? Интересно, сударыни в инстаграме то же по частям показываются на фото? И если да, то по каким частям??
-
Виктор, очень культурная работа. Грел? Или небольшая деталь грелась сама от тепла сварки?
-
Я это прочитал, думал хоть фото гляну, по тэгу прошёл но не получилось посмотреть, т.к. целую кучу фото выдаёт и пересматривай пока не устанешь.
-
@psi, заканчивайте уже с этим инстаграмом. Нормальные фото или ссылку на фото размещайте, так как очень не удобно пройти по внешней ссылке и потом ещё искать среди сотен фото то, что вы хотели показать. Я так и не нашёл, т.к. после трёх страниц фото искать просто расхотелось.
-
в ухо. есть, нашёл в ухе грязь и оперативно удалил, кошка довольна, т.к. любит в ухо боднуть. а что вы там хотели увидеть? Там сплошные блики и засветки. Ствол на просвет смотрится и дефектится прекрасно: раковины, отслоения, неравномерность световой полосы - всё это хорошо видно. Да и "калибр" у камеры только для гладкого ствола подходит. Из нарезных только крупняк вроде дшк/нсв, но мы люди мирные. А вот трещины на покрытой копотью поверхности выпускного коллектора будут обнаруживаться прекрасно. Собственно для баков и коллекторов эндоскоп и брался. Посмотреть бак до вскрытия помогает точнее определиться с ценой.
-
@тор, не так давно взял на али эндоскоп дешёвенький. Теперь мечтаю посмотреть внутри турбину, но пока не попадаются. Как попадётся видео замучу, ну, или хотя бы фото сделаю.
-
необычная поперечная трещина. Обычно она вдоль лопается и с трещиной живёт долго и успешно. Раньше сам не ведал, что большинство поживших турбин имеют продольные трещины, одну или две. Может и больше есть, но снаружи их не видно, а внутри их искать уже глубоко.
-
Валер, переведи с русского на русский. Что про прорези понял, а дальше не понял. Для чего они?
-
Во всех случаях я говорю: либо делаю от и до, куда покажите, либо дефектоскопия, но платная+плюс полная разборка с клиента. Не хочешь разбирать? Значит от и до, куда покажешь, За остальное ни какой гарантии. Дефектоскопия обязательно под фото. Все скрытые работы (в т.ч. разделка) под фото. Раз был случай, когда "умный" сварщик сказал клиенту: типа двигатель тебе заварили без разделки. Клиент позвонил мне, а я сказал послать умника козе в баян, т.к. у меня есть фото всех этапов работ, могу предоставить. Однако предоставлять не потребовалось, и так поверили, а что им оставалось?
-
так и есть, но не в этот раз. Я немного запамятовал, когда сказал про наплавку. Я тогда приварил кусок предварительно вкрутив форсунку для центровки и прихватки. Потом выкрутил и пропёк. Подправил метчиком вставив прокеросиненную тряпку в отверстие, что бы стружку уловить - готово. Даже ГБЦ не снимали. А наплавить и расточить конечно правильнее. Но когда у клиента зуд, то можно хорошо его раскрутить на не желании снимать ГБЦ, везти её куда-то (и не понятно на чём, ведь машина в ремонте), ждать, потом всё на место возвращать, настраивать ТНВД. Зуд клиента - наш верный друг и брат, кормилец, так сказать. @Георгий 11, сообщение (#1602) первый абзац не вам. Вы в любом случае всё сделали правильно. С уважением.
-
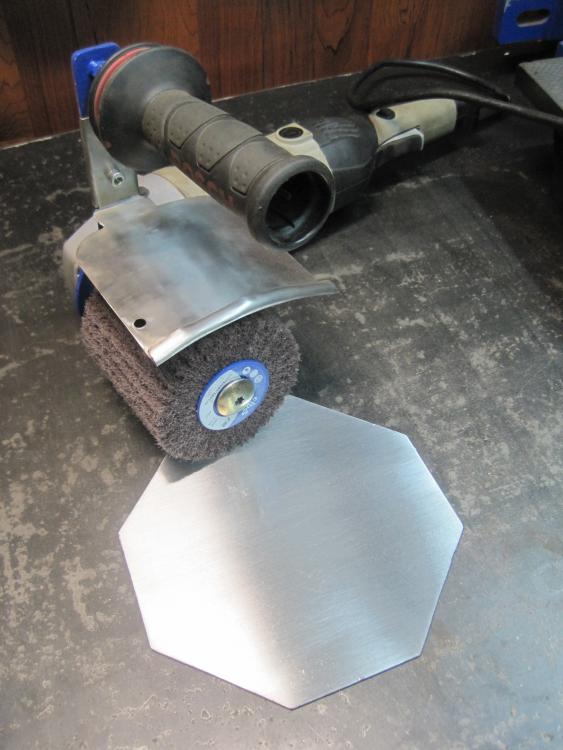
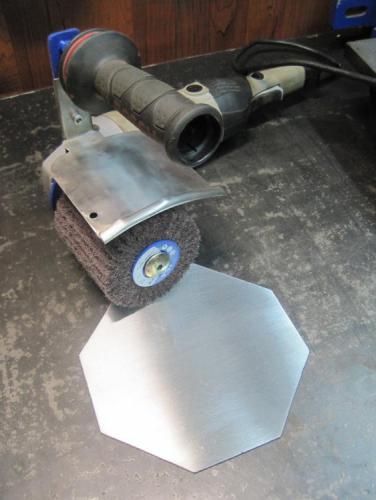
Небольшой прибамбасинг. Доделал приставку к УПМ для сатинирования нержи. Сегодня подсохла краска и в бой! Кожух из куска бачка от старой стиралки, ручка от бошевской УШМ, кусок железки для кронштейна, гайка, болт, да оправку вечерком выточил на маленьком токарнике. Сегодня взял кусок завалявшейся нержи и прошёл его не подготавливая сначала зерном 80, потом 180. Результат отличный! Крупные риски и выбоины не удалились, но их удалять это полноценная подготовка поверхности, чего в учебных целях не требовалось. Ещё совсем махонький прибамбасинг: Скобу посредине хомута удалить (на фото уже удалена).



- 2 243 ответа
-
- 20
-

-
@Георгий 11, можно было рискнуть и наплавить край, нарезать резьбу, она там стандартная. Но за хороший гонорар, полное отсутствие гарантии и деньги вперёд. Хотя я раз такую фишку проделал просто по доброте душевной. Меня тогда убила фраза: тут на пять минут... Товарищ стоял рядом со мной все два часа моей работы: подготовка, сварка, слесарка. В конце - торжественный запуск.
-
Виктор, молодец! Я бы за такое и не взялся. не по причине, что не смогу, а по причине отсутствия гарантии в результате. А ты могёшь. Ну, или могешь!
-
это корпусная деталь, её вообще не ведёт при таком нагреве. Ведёт чугунные плоские детали, детали с не замкнутым контуром и длинные элементы с не большой шириной. Ведёт при одностороннем нагреве, что для чугуна не допустимо - может лопнуть.